泡罩包装机确认方案.docx
《泡罩包装机确认方案.docx》由会员分享,可在线阅读,更多相关《泡罩包装机确认方案.docx(17页珍藏版)》请在冰豆网上搜索。
泡罩包装机确认方案
1概述
DPH-260型全自动高速泡罩包装机系新购设备,用于我公司固体制剂车间片剂和胶囊剂生产中铝塑复合密封包装专用设备。
设备由机身、PVC送料机构、PVC预热机构、成形机构、牵引机构、加料机构、热封机构、打批号机构、切线机构、冲切步进机构、冲裁机构、滤波送料机构、传动机构组成。
其设备基本情况见表1.
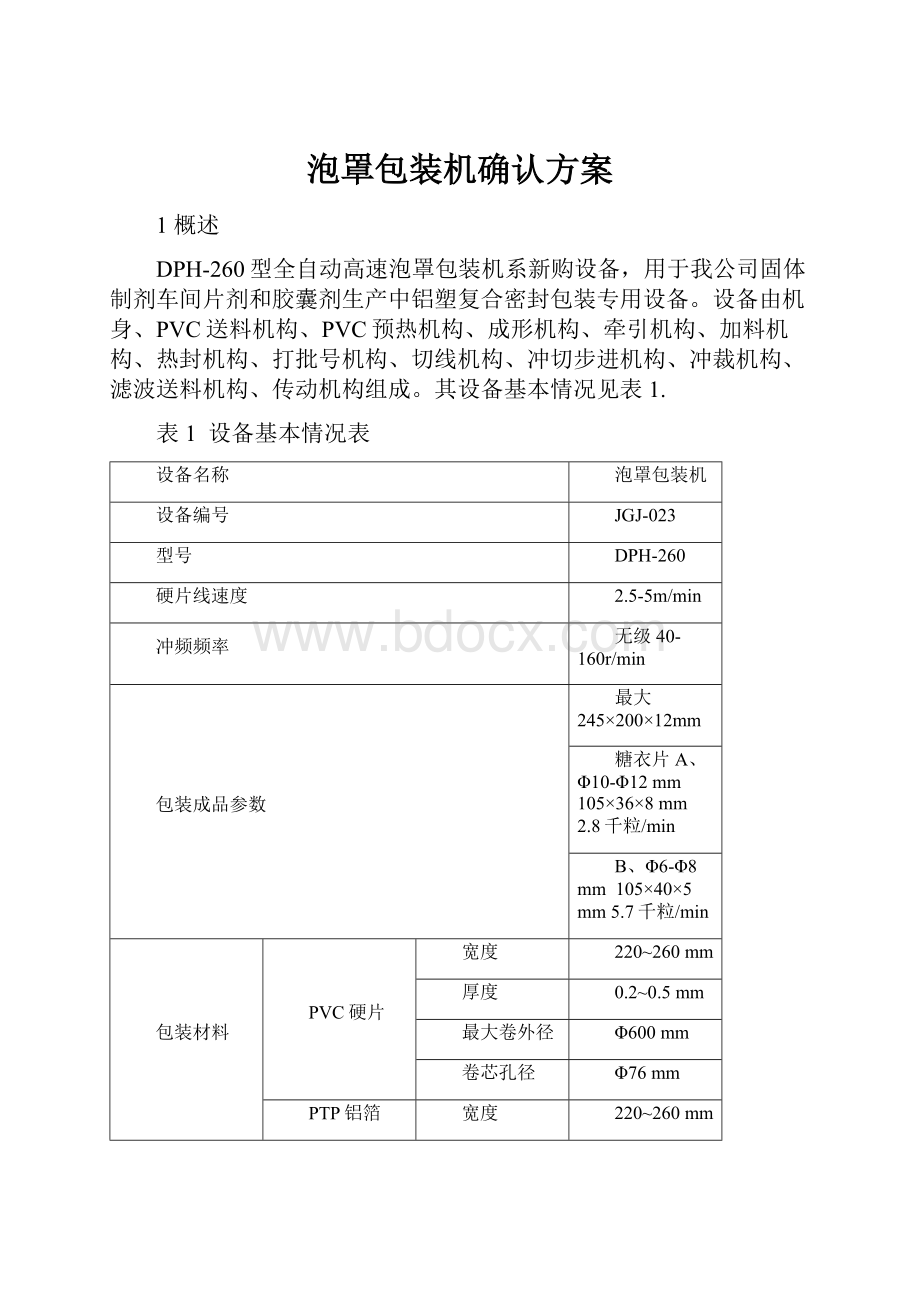
表1设备基本情况表
设备名称
泡罩包装机
设备编号
JGJ-023
型号
DPH-260
硬片线速度
2.5-5m/min
冲频频率
无级40-160r/min
包装成品参数
最大245×200×12mm
糖衣片A、Φ10-Φ12mm105×36×8mm2.8千粒/min
B、Φ6-Φ8mm105×40×5mm5.7千粒/min
包装材料
PVC硬片
宽度
220~260mm
厚度
0.2~0.5mm
最大卷外径
Φ600mm
卷芯孔径
Φ76mm
PTP铝箔
宽度
220~260mm
厚度
0.02~0.03mm
最大卷外径
Φ250mm
卷芯孔径
Φ76mm
负载
13.69kw
主电机
Y1.5KW-4P380V50HZ1.5kw
PVC送料电机
ZJ-CJ-83220V50HZ90w
伺服电机
0.75kw
软化PVC加热板
上板2.5kw下板2.5kw
热封网辊加热
0.14×12=4.8kw
热打印批号
0.8kw
辅机气泵
1.5kw
冷却水
水压:
0.2-0.4Mpa流量:
20L/min
压缩空气
压力:
0.7Mpa流量:
0.5m3/min
机器外形尺寸L×W×H
5660×1070×2200mm
机器净重
2000kg
生产厂家
瑞安市江华机械有限公司
安装位置
固体制剂车间铝塑包装间
2确认目(见表2)
表2确认目表
确认程序
确认目
设计确认DQ
检查并确认所选泡罩包装机性能参数是否符合生产工艺、维修及清洁要求。
安装确认IQ
检查并确认该设备安装符合设计要求,资料和文件符合GMP要求管理
运行确认OQ
检查并确认泡罩包装机运行符合设计技术参数、在运行情况下使用功能和控制功能符合规定,并确认相关操作程序适用性。
性能确认PQ
检查并确认包装质量和生产能力符合工艺要求,满足GMP要求。
综合
通过DQ、IQ、OQ、PQ一系列说明及试验提供数据证明该设备在生产中可靠性和重要性,泡罩包装机各项指标符合工艺要求,满足GMP要求。
3确认方式
泡罩包装机属新购设备,拟采用前验证方式对该设备进行验证。
4验证小组成员及其分工说明
表4验证小组成员表
参与部门
参加人
负责内容
项目负责人
负责泡罩包装机验证方案起草,资料汇总、总结分析
工程设备部
负责泡罩包装机设计确认和安装确认
生产部
负责泡罩包装机运行确认
负责泡罩包装机日常记录和操作
质量部
负责验证过程中QC检验工作,出具检验报告,为验证提供数据支持。
负责验证过程监控
5设计确认
由生产部提出泡罩包装机需求标准,设备采购人员对市场上生产泡罩包装机厂家及其产品进行比较筛选,最终选择瑞安市江华机械有限公司生产DPH-260型全自动高速泡罩包装机。
表5设计确认表
项目
认可标准
实测结果
确认结论
生产厂家
情况
生产厂家应具备生产泡罩包装机资格,熟知GMP,有良好信誉,能及时供货,并提供安装调试和人员培训。
工艺适用性
适合我公司银翘解毒片和心元胶囊等铝塑复合密封包装生产。
生产能力
满足60万粒/批胶囊包装和37.5万片/批片剂包装。
安装位置
与铝塑包装间匹配,有足够空间。
材质是否符合GMP要求
直接接触药品部位全采用不锈钢制造,需抛光。
设备结构是否便于清洗
足够强度和刚度,与药品接触部件易于装卸,易清洗,无死角
设备自动
控制系统
控制系统安全可靠。
易操作及安全性
操作方便;安全设施配置齐全。
设计确认结论:
确认人:
日期:
6安装确认
6.1安装确认项目
(1) 安装规范确认:
依据产品安装图设计要求,检查下列方面:
①检查设备安装位置和空间能否满足生产和方便维修需要;
②检查外接工艺管道是否匹配和满足要求;
(2) 随机文件与附件齐全确认:
①设备文件资料(购销合同、使用说明书、操作手册、合格证、装箱单等);
②图纸索引(安装图、电气原理图等);
③设备清单(安装位置、设备编号、生产厂家、备品备件存放地及一览表);
6.2随机文件以及附件确认内容
表6设备基本资料确认表
设备名称
全自动高速泡罩包装机
设备型号
DPH-260
制造商
瑞安市江华机械有限公司
联系电话
0577-
固定资产登记表存放部门
工程设备部
设备编号
JGJ-023
安装地点
固体制剂车间铝塑包装间
安装时间
2011年5月
设备采购合同存放部门
安装调试记录存放部门
工程设备部
铭牌数据:
型号:
DPH-260;产品编号:
069;冲裁频率:
20-120times/min;出厂日期:
2011.3
电源:
380V频率:
50HZ总功率:
13.24KW执行标准号:
Q/RJB04-2004
设备主要技术参数:
偏离说明及结论:
确认人/日期:
复核人/日期:
表7随机文件确认表
序号
文件名称
文件编号
份数
存放处
确认情况
1
装箱单
□齐全□不齐全
2
合格证
□齐全□不齐全
3
说明书
□齐全□不齐全
4
泡罩包装机操作程序
□齐全□不齐全
5
泡罩包装机维护保养程序
□齐全□不齐全
6
泡罩包装机清洗程序
□齐全□不齐全
7
材质证明书
□齐全□不齐全
8
设备安装图
□齐全□不齐全
9
电气原理及接线图
□齐全□不齐全
偏离说明及结论:
确认人/日期:
复核人/日期:
表8附属设备、备件及工具确认表
序号
名称
型号规格
数量
存放地点
检查结果
1
钢字
0-9
各15只
2
热点偶
2m
2只
3
碳刷
12×6×24
4只
4
加热管
Φ14×255220V/400W
4只
5
钢丝刷、铜丝刷
各1把
6
滚轮、芯子
各2只
7
滚针
Φ4×30
60只
8
尖嘴钳
1把
9
螺丝批
一字、十字
各1把
10
内六角扳手
3、4、5、6、8、10、12、14mm
各1把
11
活动扳手
8寸、12寸
各1把
12
压力油壶
1只
13
呆扳手
17-19
1条
偏离说明及结论:
确认人/日期:
复核人/日期:
6.3安装确认
表9安装确认检查表
序号
确认项目
确认内容及要求
确认方法
实测结果
1
设备安装完整性
设备无损伤,外表面平整、无死角;配套传送带及设备附件、仪表、安全装置安装完整。
目测
2
材质
外罩壳
不锈钢
目测
3
料斗
不锈钢
目测
4
门窗
有机透明玻璃
目测
4
安装位置和空间
安装在坚实平整地面;有足够空间满足生产和维修。
目测、卷尺测量
5
安装环境
安装于D级洁净区内。
。
目测
6
管路系统
管路安装
压空、冷却水、排水按图纸和标准安装完成且紧固密封。
目测
7
压空
洁净度0.4μm,压力0.6-0.7Mpa
观察气压表
8
水源
水压0.2-0.4Mpa
观察水压表
9
排水
排水通畅
灌水试验
10
电气
安装
安装符合规范,有可靠接地
目测
11
电压
三相交流电AC380V50HZ。
万用表测量
12
配电线路
主电源与13.69KW负载匹配。
各用电设备线路与负载匹配
目测、计算
偏离说明及结论:
确认人/日期:
复核人/日期:
7运行确认
7.1仪器仪表、计量器具、检测设备确认
表10仪器仪表、计量器具、检测设备确认表
序号
名称
规格型号
检定单位
有效期
结果是√否×
1
压力表
0~1.0Mpa
2
3
4
偏离说明及结论:
确认人/日期:
复核人/日期:
7.2运行前检查
表11运行前检查表
序号
运行前检查项目及认可标准
检查结果
1
对工作场地、设备进行清理,确保将所有与生产无关物品全部清除
□合格□不合格
2
检查电源电压是否正常,通电前检查电源开关位置
□合格□不合格
3
检查安全接地线外连线是否正常,接触是否良好
□合格□不合格
4
检查各阀门是否处于正常状态
□合格□不合格
5
检查压缩空气、冷却水压力是否符合要求
□合格□不合格
6
检查压力表指示是否准确,需有定期校验合格证
□合格□不合格
7
润滑部位润滑良好,润滑油与药物不接触
□合格□不合格
8
手动盘动电机至减速机间传动长轴,检查各传动部分正常无卡滞
□合格□不合格
9
操作人员是否经培训,能否熟练操作设备
□合格□不合格
偏离说明及结论:
确认人/日期:
复核人/日期:
7.3设备运转确认
依据泡罩包装机操作程序,对泡罩包装机及其附属设备进行空载操作,运行30min,并将运转检查结果记入下表。
表12运转确认表
序号
运转确认项目及认可标准
检查结果
1
按标准操作规程进行启动和停止操作,启动和停止正常、平稳
□合格□不合格
2
PVC送料、预热、成型、牵引、铝箔送料各机构动作正常平稳
□合格□不合格
3
加料、热封、打批号、切线、冲裁各机构各机构动作正常平稳
□合格□不合格
4
无跑、冒、滴、漏现象
□合格□不合格
5
空载运转平稳,无异常震动、噪声、卡滞、冲击
□合格□不合格
6
各连接、紧固件连接可靠、无松动
□合格□不合格
11
控制程序
各控制按钮、触摸品操作灵敏有效
□合格□不合格
12
指示灯、触摸屏显示项目准确
□合格□不合格
13
各控制参数设定有效
□合格□不合格
14
安全性
机械安全防护装置可靠有效
□合格□不合格
15
安全警示标志齐备
□合格□不合格
16
急停开关、电流过载保护装置可靠有效
□合格□不合格
偏离说明及结论:
确认人/日期:
复核人/日期:
8性能确认
8.1空白料试车
在运行确认达到要求基础上,按设备和岗位操作规程加入空白淀粉胶囊进行操作,连续负荷运行2hr对该机进行性能确认,在产品铝塑包装岗位操作记录中记录空白料试车过程。
按表13检查其负载运行质量和包装质量。
表13空白料试车确认项目表
确认项目
确认方法
确认标准
运行质量
目测、实际操作
见运行质量情况表
包装
质量
成型质量
目测
应无破损、偏移、成型良好
装填情况
目测
应无缺粒
冲裁质量
目测
冲裁边缘应整齐,无跑边、倾斜
封合质量
目测
网纹、批号清晰,
密封性
真空检漏法(操作详见b)
应严密
a)取样方法:
前一小时间隔10min取样。
以后间隔30min取样。
每次取4版。
b)真空检漏法操作
原理:
通过对真空室抽真空,使浸在水中试样产生内外压差,观测试样内气体外逸情况,或观察试样膨胀及释放真空后试样情况,以此判定试样密封性能。
操作:
将铝塑板编号,浸于水中,置于真空干燥器中,抽真空到26.67kPa,维持5min,观察有无气泡逸出。
取出试样,观察每一粒胶囊情况。
若有气泡逸出,则表示有试样封合不严密,若胶囊有水溶痕迹,则该试样封合不严密。
8.1.1运行质量情况
表14空白料运行质量情况表
序号
运转确认项目及认可标准
检查结果
1
整机运行无异常振动、噪音、卡滞
□合格□不合格
2
冲裁频率20-120次/min可调,即生产能力4800-28800版/小时
□合格□不合格
3
牵引行程调节方便有效,牵引装置动作良好
□合格□不合格
4
成型上温、成型下温、热封温度可调灵敏
□合格□不合格
5
模具压力调节装置压力调节方便有效
□合格□不合格
6
加料机构加料稳定可调
□合格□不合格
7
热封装置模具固定稳固,压力调节可靠方便
□合格□不合格
8
水冷却系统有效,调节流量能保持上下模具工作温度在40-50℃
□合格□不合格
9
PTP、PVC支辊转动灵活、左右可调
□合格□不合格
10
打批号机构平稳有效
□合格□不合格
11
冲裁装置运行平稳,行程到位、可调,边缘清晰
□合格□不合格
12
速度调节作用明显
□合格□不合格
偏离说明及结论:
确认人/日期:
复核人/日期:
8.1.2包装质量
表15空白料试车铝塑包装质量确认表
铝塑包装日期:
取样时间
(分钟)
取样数量
(版)
成型质量
封合质量
冲裁质量
装填情况
密封性
10
4
20
4
30
4
40
4
50
4
60
4
90
4
120
4
偏离说明及结论:
确认人/日期:
复核人/日期:
8.2生产物料(*****)投入运行性能确认
与心元胶囊三批试生产同步进行,按表14包装质量要求进行检测,将结果记入表16。
表16****铝塑包装质量确认表
品名:
批号:
生产日期:
取样时间
(分钟)
取样数量
(版)
成型质量
封合质量
冲裁质量
装填情况
密封性
10
4
20
4
30
4
40
4
50
4
60
4
90
4
120
4
。
。
。
偏离说明及结论:
确认人/日期:
复核人/日期:
9数据分析及评价
QA对空白料、产品检测结果进行统计分析,验证项目负责人在验证报告上进行最终评价,并提出优化建议。
10常情况处理
出现异常情况时,验证实施人员应立即报告验证项目负责人,协商、制定处理措施后,再继续实施验证。
 升级会员
升级会员 