特殊过程确认表.docx
《特殊过程确认表.docx》由会员分享,可在线阅读,更多相关《特殊过程确认表.docx(8页珍藏版)》请在冰豆网上搜索。
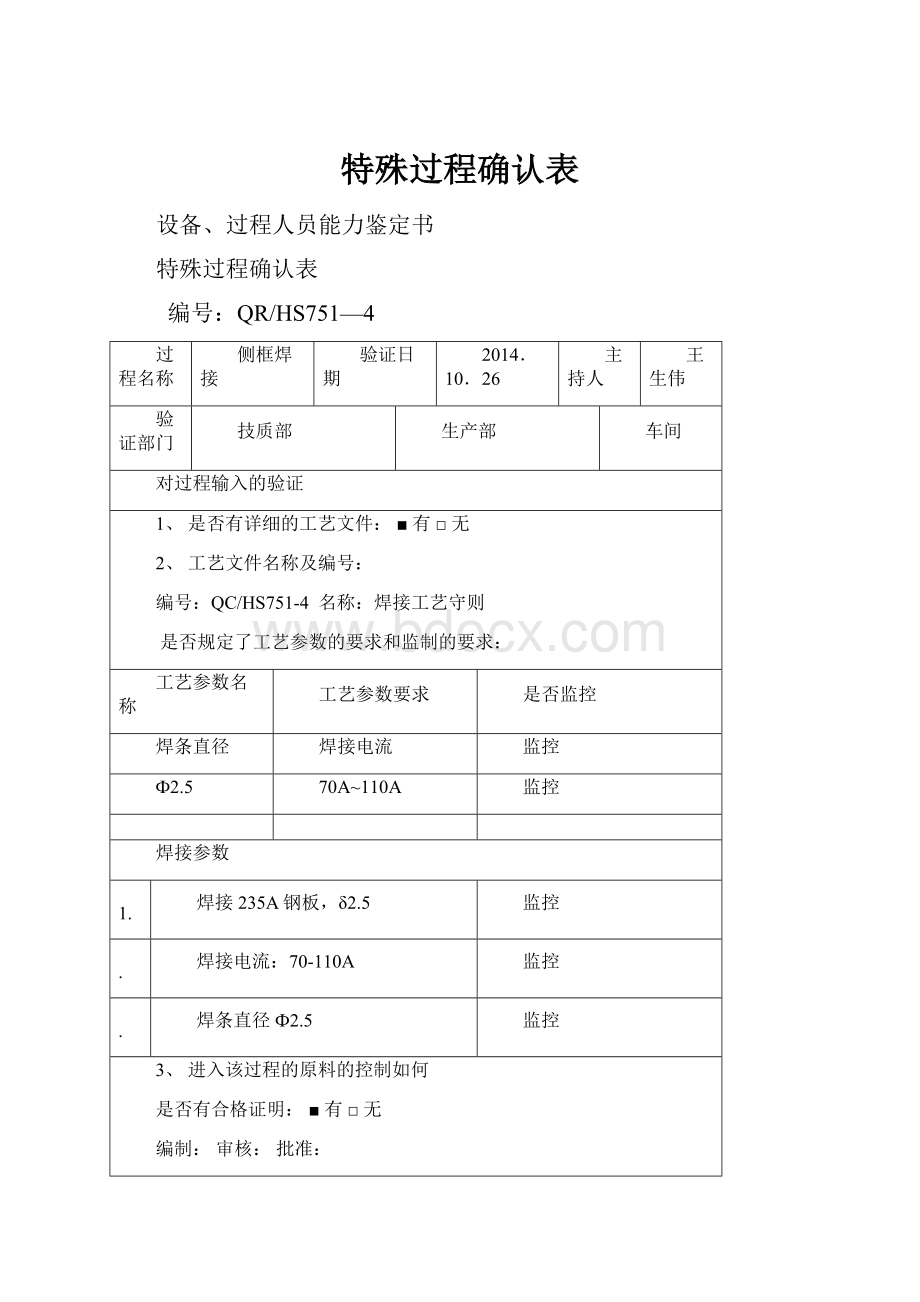
特殊过程确认表
设备、过程人员能力鉴定书
特殊过程确认表
编号:
QR/HS751—4
过程名称
侧框焊接
验证日期
2014.10.26
主持人
王生伟
验证部门
技质部
生产部
车间
对过程输入的验证
1、是否有详细的工艺文件:
■有□无
2、工艺文件名称及编号:
编号:
QC/HS751-4名称:
焊接工艺守则
是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
焊条直径
焊接电流
监控
Ф2.5
70A~110A
监控
焊接参数
1.
焊接235A钢板,δ2.5
监控
2.
焊接电流:
70-110A
监控
3.
焊条直径Ф2.5
监控
3、进入该过程的原料的控制如何
是否有合格证明:
■有□无
编制:
审核:
批准:
对过程实施和资源的验证
1、人员是否经过培训、考核和持证上岗:
■是□否
2、设备是否经过验证且完好:
■是□否
3、是否按规定对过程进行监控:
■是□否
4、是否按规定对过程监控结果进行记录:
记录名称:
焊接控制参数记录表QR/HS751—4-7
参数名称:
监控结果:
板厚2.521.5
焊条直径2.5
监控电流90A
监控时间7.309.3013.30
操作工王光友、淘源、陈建明
编制:
审核:
批准:
对过程输出的验证
工艺文件的执行率
1.监控要求与工艺文件符合率100%;
2.监控记录与工艺文件的符合率:
100%
3.过程产品质量的符合情况:
所有操作均按作业指导书进行,执行率100%
名称
质量要求
实际结果
焊缝外观
不允许有裂纹、焊瘤、夹清、气孔、咬边等
无
焊缝等高
0-3
符合
焊缝表面
不允许不平、接触不良、
无
焊缝探伤
不允许有缺陷
无缺陷
验证结论
经验证:
侧框焊接工艺参数适宜、设备、人员符合要求,过程能力充分
验证部门
生产部
质技部
车间
审批
验证人签名
验证日期
编制:
审核:
批准:
特殊过程确认表
NO2QR/HS751-4-8
过程名称
油漆
验证日期
2014.1.12
主持人
赵春
验证部门
生技部
质检部
车间
对过程输入的验证
1、是否有详细的工艺文件:
■有□无
2、工艺文件名称及编号:
编号:
名称:
油漆涂装通用工艺规程
3、是否规定了工艺参数的要求和监制的要求:
记录名称:
油漆控制参数记录表QR/HS751—4-9
工艺参数名称
工艺参数要求
是否监控
粘度
30~40s
监控
喷嘴直径
1.5~2mm
监控
空气压力
0.4~0.7Mpa
监控
枪件间距
150~300mm
监控
喷枪移动速度
300~600cm/s
监控
喷涂幅面
200~300mm
监控
4、进入该过程的原料的控制如何
是否有合格证明:
■有□无
编制:
审核:
批准:
对过程实施和资源的验证
1、人员是否经过培训、考核和持证上岗:
■是□否
2、设备是否经过验证且完好:
■是□否
3、是否按规定对过程进行监控:
■是□否
4、是否按规定对过程监控结果进行记录:
记录名称:
油漆控制参数记录表
工艺参数名称
工艺参数要求
监控结果
8:
00
13:
00
16:
00
粘度
30~40s
35
38
36
喷嘴直径
1.5~2mm
2
2
2
空气压力
0.4~0.7Mpa
0.6
0.6
0.65
枪件间距
150~300mm
200
212
240
喷枪移动速度
300~600cm/s
400
425
450
喷涂幅面
200~300mm
250
220
250
操作工:
伍彬
对过程输出的验证
工艺文件的执行率
1.监控要求与工艺文件符合率100%;
2.监控记录与工艺文件的符合率:
100%
3.过程产品质量的符合情况:
所有操作均按作业指导书进行,执行率100%
质量要求
实际结果
涂层均匀、光滑、平整,无流挂、桔皮、缩孔、气泡、裂纹、渗色、漏涂等缺陷。
符合
漆膜总厚度:
80~130μm
95~105μm
验证结论
经验证:
机架油漆工艺参数适宜、设备、人员符合要求,过程能力充分
验证部门
生产部
质技部
车间
审批
验证人签名
特殊过程确认记录表
特殊过程名称:
硫化
所在部门:
确认项目
确认结果
1.从业人员是否经过培训合格
合格
2.如需使用设备的名称,该设备是否符合要求
见设备确认记录
3.作业指导书名称,该作业指导书是否符合要求
符合
4.该过程需要的记录是否合理
(如有记录,写明记录名称)
确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:
确认日期:
如确认不合格,经过整改后再次确认的结论:
确认人:
确认日期:
再次确认记录
2010年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:
日期:
2011年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:
日期:
特殊过程能力鉴定报告
文件编号:
QR/HS751—4-10
工序名称
侧框焊接
所处位置
钣金车间
鉴定日期
2012.10.26
设备名称
交流弧焊机、气体保护焊机、点焊机
鉴定人
赵春
鉴定依据
“生产和服务控制程序”
鉴定内容
鉴定结果记录
结论
1.人员
1操作者是否经培训且考试合格上岗
2是否持有“上岗证”
3是否按作业文件进行操作
█是□否
█有□没有
█是□否
符合工艺要求
2.设备
1能力是否充分
2精度是否达到加工要求
3日常维护是否得当
4物品摆放是否整齐
□不足█充分□过剩
█是□否
█是□否
□是█否
满足工艺要求
3.原材料
1是否符合计划安排,满足预期要求
2是否有证明材料是适宜的证据
█是□否
█是□否
符合产品技术要求
4.文件
1是否有操作、工艺文件
2文件是否适宜
█有□没有
█是□否
符合规定要求
5.环境
1该过程输出特性是否对环境有要求
2环境是否适宜
█是□否
█是□否
符合工艺要求
6.质量
1加工质量能否保持相对稳定
2是否有日常监视记录
█能□不能
█有□没有
符合要求
评价综述
会签
□质技部□车间
□生产部
□管理者代表
编制:
审核:
批准:
特殊过程预先鉴定内容
文件编号:
QR/HS751—4-11
序号
预先鉴定项目
确认内容
评论结果
备注
1
人员
操作者是专职焊工,经考试合格上岗
符合工艺技术要求
2
使用设备
交流弧焊机、气体保护焊机、点焊机、钢卷尺
满足施工要求
3
使用材料
ST12冷轧钢板
符合产品技术要求
4
工作方法
根据项目合同要求和公司相关技术与顾客交底,以明确质量要求和进度要求进行检查
符合工艺规定要求
5
环境要求
焊接区域保持干燥,不得有油水和其它污染物,焊条、焊丝按照产品使用说明书进行使用
符合工艺要求
编制:
审核:
批准:
 升级会员
升级会员 