500Kw高精度箱式电阻炉方案文档格式.docx
《500Kw高精度箱式电阻炉方案文档格式.docx》由会员分享,可在线阅读,更多相关《500Kw高精度箱式电阻炉方案文档格式.docx(14页珍藏版)》请在冰豆网上搜索。
1200
5
炉温均匀性
±
5(800~1200)GJB509B-2008
6
控温精度
7
工作面高度
mm
1000
8
空炉升温时间
小时
≤3.5小时
9
加热区数
区
10
加热元件接法
YY
11
控温方式
PID+SCR
12
工件放置有效尺寸
2000(L)×
2000(W)×
100(H)
13
炉膛尺寸
2600(L)×
2600(W)×
1500(H)
14
炉体最大外形
4370(L)×
3600(W)×
6800(H)
参考
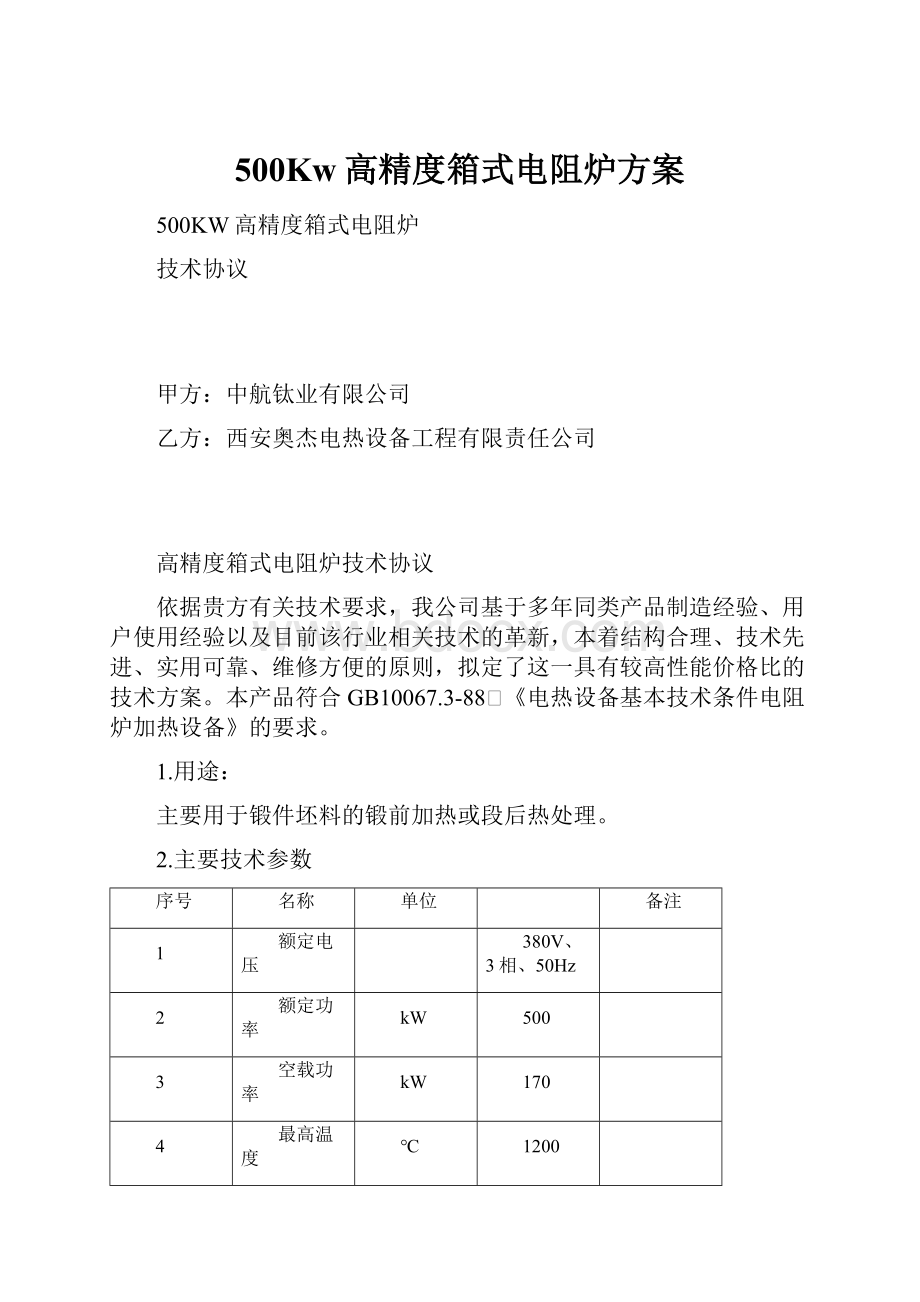
3.结构特点
本炉型属内热式箱式高温电阻炉,具有密封性好、炉温均匀度高、节能性能好、操作方便等特点。
工作时将物料放置在工作台上,关闭炉门,升温至1200℃,对物料进行加热。
当工艺完成时,打开炉门取出物料。
整个设备由加热炉体和电气控制系统等组成。
3.1炉体结构
炉体主要由炉壳、炉衬、加热体、炉门及炉门检修支撑装置等组成。
3.1.1炉壳
炉壳主要作用在于承载炉衬。
炉壳为钢框架结构。
型钢之间为连续焊,型钢与钢板之间为断续焊。
型钢、钢板焊前校直校平直,壳体焊后清渣整形。
炉壳板材选用武钢产品,板面无轧制波纹,平整、光洁,焊后变形小。
优质的钢材和严格的工艺是炉壳成型的关键。
3.1.2炉衬
炉衬由炉底、炉墙、炉顶组成。
炉衬主要作用在于保持炉膛温度和减少炉内热量散失,其对炉温均匀度有着重要的影响。
炉底结构为在底层外壳钢板上用硅藻土砖,再用两层粘土砖,其上再铺筑两层密度为ρ=2.2g/cm3重质高铝砖。
炉底板由重质高铝砖支承。
炉底上的加热元件,做成螺旋状,平放于炉底板下,引出棒交错穿过炉衬引出并在炉底外侧固定。
炉底板是采用含稀土元素的ZG35Cr25Ni20Si2+稀土铸造而成,耐高温性能好、强度高、下侧加筋,除炉口外三边带挡边;
目的是减小自重,增大强度,防止工件与加热元件接触。
炉底板分为多个小块,块与块之间采用咬扣联接,铺设在炉底支撑砖上,支撑工件重量。
更换方便。
既保证了炉衬承受高温又防止放料时冲击损坏炉衬。
炉衬结构全部由厚度50mm的高纤维S毯做保温层与厚度340mm含锆陶瓷纤维折叠模块做耐火层,密度为220Kg/m3,重量轻,蓄热性好,导热系数小,升温速度快,改善了工件环境等特点。
3.1.3加热体
电热元件在炉内两侧、炉底、炉门、后墙布置,前后共分6区。
炉侧电热体由刚玉瓷钉固定。
电热体从侧墙引出,安装方便,更换便利。
底部电热体布置在炉底上密度为ρ=2.2g/cm3炉底搁砖上,炉底电热体表面负荷选取较其他低,确保使用寿命。
加热体选用高温铁铬铝0Cr27Al7Mo2。
此合金在空气中加热后,表面形成一层致密保护膜,并紧附在合金基体上,熔点比合金基体高,具有良好高温抗蚀能力,极好的耐高温性能。
加热体是整个设备的关键部件之一,其使用寿命通常是使用者最为关注的。
加热体在截面氧化率达到20%,或阻值达到25%,或功率降低20%时,可判定为失效,此时应更换加热体。
在设备的使用过程中,对加热体寿命的影响主要取决于以下几大因素:
长期工作在最高温度,加热体的氧化或挥发过度,局部过热,高温强度及加热体自身的工作特性。
在加热体设计与选型时充分考虑了以上因素,选用高温铁铬铝合金带,其表面负荷不大于1.30w/cm2,安全系数高、使用寿命长。
确保其达到设计和实际使用的功率及使用寿命。
为了确保炉膛温度均匀度,加热体的制作,功率的做合理化分布。
炉膛内表面特别是炉门口、炉侧底部及炉侧上部功率密度较平均值已增加相应的功率。
3.1.4炉门
炉门开启采用配重加提升电机,经济方便安全可靠。
炉门由炉门衬、炉门壳组成,炉门上有电阻带。
保温层由厚度50mm的长纤维针刺毯做保温层与含锆陶瓷纤维折叠模块做耐火层,密度为220Kg/m3,保证了炉门的重量轻,保温性能好。
炉门框采用优质钢材,经科学设计、折弯并组焊成型,经过充分地实效及退火处理,彻底消除焊接过程中及钢材本身的内应力,然后再加工炉门面板,确保炉门受热时不变形
3.1.5密封
炉门与炉体之间采用耐高温热陶瓷编织盘根密封。
4.电气控制系统
4.1控制系统构成
对应6组加热区,配置独立的6组温度调节和加热执行装置,加热功率实时调整以SCR+PID方式进行。
配置盘古有纸记录仪记录各区温度。
温度调节器具备温度异常报警功能。
4.2温度控制
4.2.1温度检测、显示和调节
加热炉6区分别配置完全独立的6路检测、显示及调节。
就任一路而言:
置于加热空间中的S型热电偶传感温度并产生毫伏信号,毫伏信号输入至温度调节器;
温度调节器实时数字显示温度值,并经调节运算输出4~20mA控制信号;
4~20mA控制信号用以驱动加热执行机构。
加热控制框图如下:
4.2.2温度调节器
温度调节器采用日本岛电温控表,具有0.3级单回路PID调节器,在电热领域久经考验并享有盛誉。
具备本系统特定需要的几项功能:
无超调快速响应PID,抑制周期性料盘传送所引起的周期性温度波动;
PID参数自动调谐,省却繁杂的人工重定;
冷态缓起动和输出限幅,避免加热元件过负荷升温的有效方法;
抑制传感器回路所带可能的电磁干扰;
测量值补偿,由于位置原因传感器无法探测真实温度的解决方案。
4.3加热执行机构
4.3.1加热主电路
在多加热区系统中,各区主电路完全独立对于电气安全和在线维护是十分必要的。
在干路与多支路之间,每区均设独立断路器,使各区加热电路完全独立。
加热主电路备有断路器的电流过载保护、快速熔断器的短路保护、RC阻容网络的浪涌保护以及电子式快速限流保护等完善的措施。
对于以加热为主体的设备,每相电流的监视成为必须的配置,通过监视电流可使操作者及时判断加热正常与否,并在异常情况下分析成因。
4.3.2加热执行元件
加热执行元件为DCB复合材料的SCR晶闸管模块,模块本体固化的RC阻容吸收网络简化了配线。
一组模块可集中安装在一体化空腔强冷散热器上,保证有效散热的同时大大减少了占用空间。
附带的散热器温度监测功能在过温情况下自动切除触发电路,有效阻止模块热损坏。
4.4报警和保护
4.4.1报警状态
报警产生时将引起闪光警灯和警笛动作。
报警产生后,按下“报警消音”按钮即可消除闪光警灯和警笛的动作,查明原因并作相应处理后。
4.4.2常规电气保护
主要设有系统主回路、加热主回路、控制回路电气保护,传动电机过载等。
4.4.3温度异常报警和保护
各加热区温度点均可独立发出超温报警信号,温度异常时自动切断触发信号。
同时任一温度点的超温也可由记录仪发出报警。
记录仪超温设为最上限点,当超过设定上限点后,发出报警并切断加热主回路。
这样构成了真正双独立安全温度系统。
。
4.4.4其它报警和保护
功率元件散热器超温、温度调节器异常等报警和保护。
4.5装置构造
4.5.1装置配置
由系统控制加热组合柜、若干炉前动力接线盒、若干炉前控制接线盒等组成。
控制柜安放于炉机本体附近,炉前动力接线盒、炉前控制接线盒安装于炉体适当位置。
4.5.2壳体构造
控制柜壳体为钢板制密封型,密封条密封、框架结构。
壳体前后扣门,利于元件更换;
上下均设有进出线孔,适应现场需要。
4.5.3元件装配
前门面板上为嵌入式,柜内元件为板上单面基座固定式。
控制线盘内为利于定型的单股硬线,过门为利于活动的多股软线,功率大线端部热缩套管保护。
5.主特件配置
序号号
生产商
温度调节器
日本岛电FP93
记录仪
盘古
功率控制器
北京西曼顿
断路器
天水二一三
接触器
中间继电器
施耐德
指示灯、旋钮、按钮
上海APT
快速熔断器NGT型
茗蓉
钢材
武钢
炉底板ZG35Cr25Ni20Si2+稀土
上海
热电偶S分度号双支
四川仪表厂
电热体0Cr27AL7MO2
上海合金厂
高铝砖Al2O3≥80%
宜兴川埠二耐
硅酸铝纤维毯及模块
日本伊索莱特
15
轻质高铝砖
6.交货期及售前售后服务
6.1保证交货期及质量的措施
6.1.1交货期:
预付款到帐合同生效后个工作日。
6.1.2采用计算机辅助设计,设计周期短、质量高,为交货期提供了保证。
6.1.3配套件厂家已落实,保证配套件的按期交货。
6.1.4保证充足的生产流动资金,保证按期交货。
6.2售前、售后服务内容
6.2.1向需方介绍产品特点,为需方选型提供参考意见;
6.2.2解答需方质疑,向需方提供先进技术信息;
6.2.3方案设计完成后请需方共同参与方案审查;
6.2.4产品制造期内,需方可随时考察产品的制造进度与质量;
6.2.5向需方提供产品使用说明书及维修用图纸及有关技术资料;
6.2.6对需方操作人员进行无偿技术培训,直至需方完全掌握;
6.2.7实行三包,需方在遵守产品的运输、储存、安装、使用等规定条件下;
从制造厂发货之日起,在12个月内产品因制造不良而发生损坏或不能正常工作时,免费为需方修理或更换(易损件除外);
6.2.8投产后,在保修期内,供方定期派人员到需方处进行保养指导;
6.2.9若供方的设备出现故障,
需要供方处理时,供方在36小时内赶到现场处理故障。
6.2.10设备在验收一年后,直到设备使用期限内,若需方需要维修设备,供方收取维修成本费,维修成本费由维修人员差派费、外出期间工资、更换零部件的成本费等组成。
7.设备验收
设备验收(验收所需装置用户自备)项目如下表所示:
最终验收项目一览表
项目
炉温均匀性检测GJB509B-2008
炉膛尺寸的检测
炉衬质量的检查
加热元件对炉壳短路的检查
绝缘电阻的测量
额定功率的测量
空炉升温时间的测量
最高工作温度的测量
运动机构运转或动作情况的热态检验
最终验收合格后双方共同在调试验收报告上签字
温度仪表的校验
8.双方责任
8.1需方的责任:
8.1.1对箱式炉使用安装现场的要求
1)安装现场应无油污及腐蚀性气体及通风良好;
2)安装现场具有起吊行设备,起吊重量不小于25t;
3)安装现场环境温度为10℃~40℃,相对湿度≤95%;
4)安装现场地平负荷不低于2.5t/m2;
5)根据供方提供的箱式炉平面布置图实施相应的基础施工;
6)安装准备:
设备与其控制柜之间的连接导线及辅助件(热电偶补偿导线由供方出厂时供应)。
8.1.2安装
1)供方设备到达后负责卸车及就位;
2)在供方调试人员的指导下进行安装,并提供安装所需的零星材料及工具
8.1.3调试
1)需方派出操作人员参加调试;
8.1.4需方应需具备的动力条件
专供箱式炉用的独立电源柜;
三相380V,5线制,50Hz,装机容量不小于550KVA;
将电源引至电炉控制柜。
设备气路:
需方要把压缩空气(≥0.8Mpa)接至设备气路接口.
8.2供方的责任
8.2.1设备的指导安装
1)指导箱式炉炉体就位;
2)柜体与箱式炉炉体之间导线连接;
3)其它。
8.2.2负责设备的调试
1)在需方的配合下按调试程序对箱式炉进行调试;
2)根据需方提供的工件进行加热试验;
3)对设备的操作人员进行技术培训。
9.产品验收
9.1验收执行标准
验收执行标准一览表
标准号
GJB509B-2008
炉温均匀性检测
GB10067.1-2005
电热设备基本技术条件通用部分
GB10067.4-2005
电热设备基本技术条件间接电阻炉
GB10066.1-2004
电热设备的试验方法通用部分
GB10066.4-2004
电热设备的试验方法间接电阻炉
GB5959.1-2003
电热设备的安全第一部分通用部分
GB5959.4-2003
电热设备的安全第四部分通用要求
JB6206-92
间接电阻炉RCW系列网带式电阻炉
机械制造企业安全质量标准化工作指南
9.2出厂验收
出厂验收在生产制造场地进行,甲方派人到生产制造场地进行出厂验收。
厂方按国标GB10066.1-2004《电热设备的试验方法通用部分》和GB10066.4-2004《电热设备的试验方法间接电阻炉》的有关规定进行初验收。
出厂检验项目如下表所示:
出厂检验项目一览表
项目
炉体装配尺寸的检测
安全检查
标牌字迹耐久性检查
加热元件制造质量的检查
金属加热元件冷态直流电阻的检查
运动机构运转的冷态试验
配套件的检查,包括型号、规格、出厂合格证件的检查
供货范围包括出厂技术文件完整性的检查
包装检查
9.3开箱验收
开箱验收在用户现场进行,产品全部运抵用户方后,用户方立即通知供货方共同按装箱单检查整箱数量,并开箱清点、核对、验收各箱装入产品的零部件、配套件、随机附件及元器件的名称和数量,确认在运输过程中有无损坏和丢失。
9.4最终验收
最终验收是产品质量和性能的全面验收(验收所需装置用户自备)。
项目如下表所示:
炉温均匀性检测(按GJB509B-2008标准)
10.备品备件:
10.1各规格熔断器各2个;
11.其它:
11.1双方对来往的工作人员提
供方便的工作条件和人员配合,以利工作的开展。
11.2本协议作为合同的一部分,与合同具有同等法律效力。
12.其它未尽事宜,双方协商解决。
13.本协议一式二份,签字盖章后生效,甲方一份,乙方一份。
甲方:
中航钛业有限公司乙方:
西安奥杰电热设备工程有限责任公司
代表:
代表:
日期:
日期:
 升级会员
升级会员 