加工中心训练图纸高级Word文档格式.docx
《加工中心训练图纸高级Word文档格式.docx》由会员分享,可在线阅读,更多相关《加工中心训练图纸高级Word文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
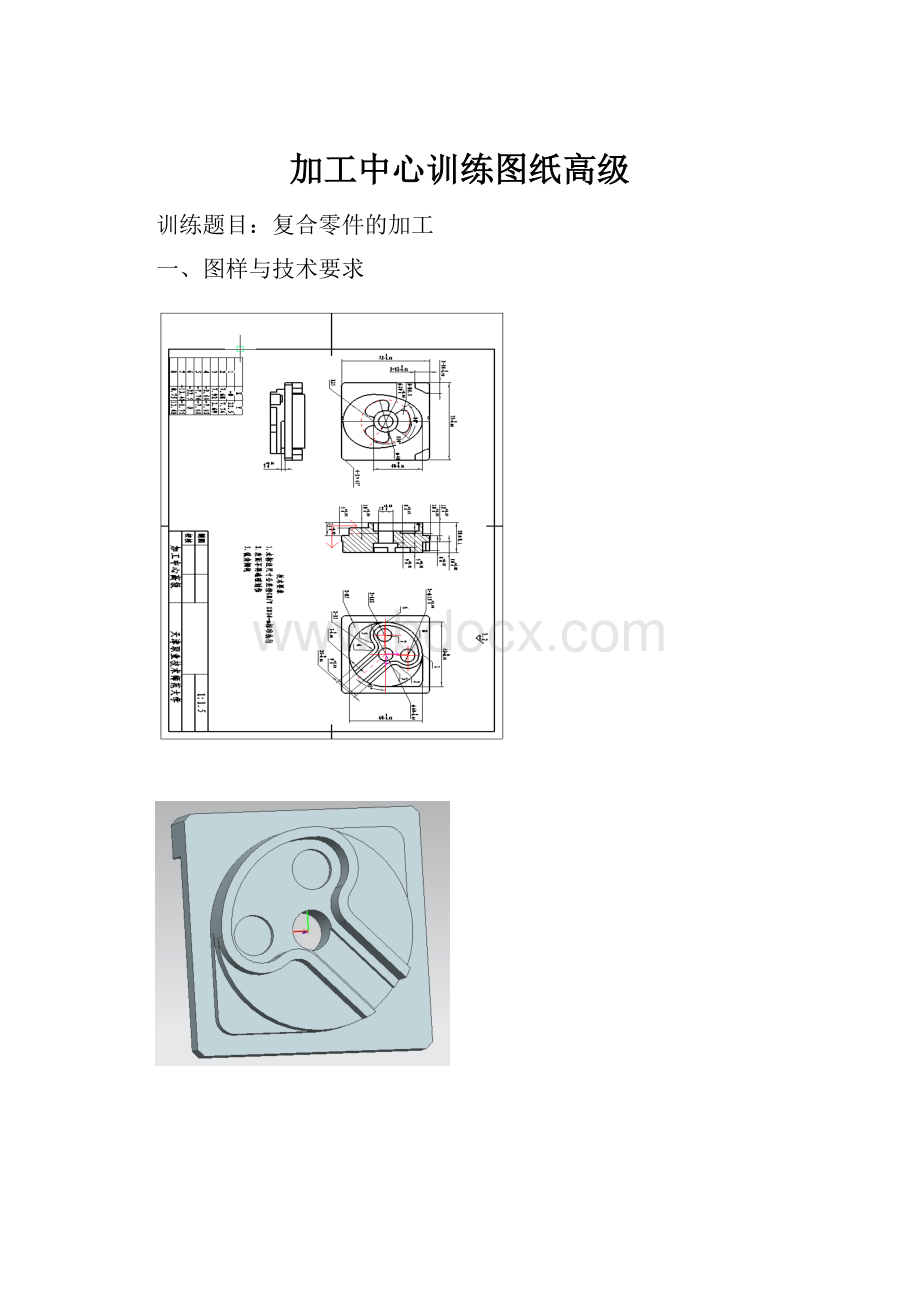
从图纸分析,零件加工第一次装夹,夹持75mm的外形加工720-0.04x720-0.04mm方,深10+0.040mm椭圆与圆相接的外轮廓,深8+0.040mm的两个小突台,深9+0.040mmø
20+0.040mm的圆槽,深5+0.040mm的三个扇形轮廓和ø
12+0.040mm的通孔。
零件加工第二次装夹,夹持72mm的外形加工薄壁轮廓外侧深5+0.040mm,薄壁轮廓侧8+0.040mm,ø
600-0.04mm的外圆深9+0.040mm,深12+0.040mm600-0.04x600-0.04mm方和薄壁轮廓侧深10+0.040mm的槽,及2-ø
12深10+0.040mm的两个圆槽。
表1-2 零件加工工艺卡
单位
产品名称及型号
零件名称
零件图号
高级零件
程序编号
夹具名称
使用设备
工件材料
O0001,O002,O0003
虎钳
VMC-850
硬铝
工序号
工步号
工步容
刀具号
刀具规格(mm)
长度补长号H
半径补偿号D
切削用量
主轴转速
S(r/min)
进给速度
F(mm/min)
1
铣平面
T1
Ø
12
H01
D01
装夹工件,设G54,X、Y设置在工件中心,Z设置在工件上表面
5
粗铣720-0.04x720-0.04mm方
600
120
6
粗铣深10+0.040mm椭圆与圆相接的外轮廓
7
粗铣深8+0.040mm的两个小突台
8
粗铣深9+0.040mmø
20+0.040mm的圆槽
9
粗铣深5+0.040mm的三个扇形轮廓
T2
H02
D02
10
粗铣ø
12+0.040mm的通孔
11
精铣720-0.04x720-0.04mm方
精铣深10+0.040mm椭圆与圆相接的外轮廓
13
精铣深8+0.040mm的两个小突台
14
精铣深9+0.040mmø
15
精铣深5+0.040mm的三个扇形轮廓
16
精铣ø
17
去毛刺
18
检验
2
19
调头装夹工件,铣平面,保证280.1-0.1mm尺寸
20
设G54,X、Y设置在ø
12+0.040孔中心,Z设置在工件上表面
21
粗铣薄壁轮廓外侧深5+0.040mm
22
粗铣薄壁轮廓侧8+0.040mm
23
600-0.04mm的外圆深9+0.040mm
24
粗铣深12+0.040mm600-0.04x600-0.04mm方
25
粗铣薄壁轮廓侧深10+0.040mm的槽
26
粗铣2-ø
12深10+0.040mm圆槽
27
精铣薄壁轮廓外侧深5+0.040mm
28
精铣薄壁轮廓侧8+0.040mm
29
精铣深12+0.040mm600-0.04x600-0.04mm方
31
精铣薄壁轮廓侧深10+0.040mm的槽
32
精铣2-ø
33
34
检验
三、参考程序
表2-2 零件加工程序
加工简图
程 序
说 明
%001
S1600M03
G91G01X-90F200
Y10
X90
M99
%0002
G90G54G0X0.Y-29.S600M3
G43H1Z100.
Z5.M8
X50Y50
GO1Z-15F120
G01X36G41D01F200
G01Y-36C2
X-36C2
Y36C2
X36C2
Y0
X50G40
G00Z50
M30
%003
G90G54G00X0.0Y0.0S1200M03
G43Z50H01
Z5M08
#1=40
#2=25
#3=180
#4=1
G01Z-8F100
G01X25G41D01
Y-10
G02X-25Y-10I-25
WHILE[#3LE360]
#5=#1*COS[#3*PI/180]
#6=#2*SIN[#3*PI/180]
GO1X[#6]Y[#5]F240
#3=#3+#4
ENDW
G00Z50
X50G40
%004
G90G0G54X50Y50S1200M3
G43H2Z50.
Z0.
G1Z-8F150.
G1X36G41D02
Y24
X31
X26Y33
X36
Y20
X50G40
G0Z50.
X-50Y50
G1X-36G41D01
X-31
X-26Y33
X-36
X-50
Y50G40
X0Y0
G01Z-12F100
G01X10G41D01
G03I-10
G01X0G40
G00Z50
G01Z-20F100
G01X6G41D01
G03I-6
G00Z50
M5
M30
%005
Z5
X30Y30
GO1Z-15F300
G01X17.9G41D01F150
Y14
Y8X14
X7.1
X4Y14
X7.5Y20
X14.4
X17.9Y14
Y0
X30G40
G00Z50.
X-30Y30
G01X-17.9G41D02F240
Y8X-14
X-7.1
X-4Y14
X-7.5Y20
X-14.4
X-17.9Y14
X-30G40
%006
G0G90G54X0Y0S1200M3
G43H2Z50
z5
G01Z-10F100
G2X-3.8567Y4.5963R4.
G3X-5.9088Y1.0419R6.
G2X-10.5427Y-2.2027R4.
G1X-15.3017Y-1.3636
G3X-15.7323Y-1.493R.5
G3X-15.8849Y-1.9159R.5
X-9.6016Y-12.7988R16.
X-8.8317Y-12.5698R.5
G1X-7.179Y-8.0288
G2X-2.0521Y-5.6382R4.
G3X2.0521R6.
G2X7.179Y-8.0288R4
G1X8.8317Y-12.5698
G3X9.6016Y-12.7988R.5
X15.8849Y-1.9159R16.
X15.3017Y-1.3636R.5
G1X10.5427Y-2.2027
G2X5.9088Y1.0419R4.
G3X3.8567Y4.5963R6.
G2X3.3637Y10.2316R4.
G1X6.4699Y13.9334
G3X6.2832Y14.7147R.5
X-6.2832R16.
X-6.4699Y13.9334R.5
G1X-3.3637Y10.2316
G1Z50F300.
M30G03X0Y-20.5R44.5
G01X0Y0G40
12立铣刀
D01=6.2
D01=6.2/6.02
粗、精铣720-0.04x720-0.04mm方
粗、精铣椭圆凸台
粗铣40x25mm半椭圆凸台
给变量#1赋值,定义椭圆长轴
给变量#2赋值,定义椭圆短轴
给变量#3赋值,定义初始角度
给变量#3赋值,定义步距角增量
粗、精铣左上角、右上角凸台及中心圆孔
8立铣刀
D02=4.2/4.02
%007
G0G90G54X-50.Y-8.S2000M5
G43H1Z50
Z5
G1Z-9.F50
G01X-42.G41D02F100
G3X-34.Y0.R8.
G2I34.
G3X-42.Y8.R8.
G1X-50.
G0Z50
XOY0G40
X1Y18
G01Z-15F100
G01X7G41D01
G01X1G40
X-18Y-1
G01X-12G41D01
G01X-18G40
%008
G0G90G54X-19.5825Y-15.453S1200
M3
G43H1Z50.
G1Z-5F150.
G3X-10Y-14.R8.F100.
G1X-1Y-5G41D01
G2X15Y-5R12.
G3X23Y-1R5.
X-1Y23R23.
X-5Y15R5.
G2X-5Y-1R12.
G1X-23Y-18
G2X-29Y-18R4.
X-31Y-15R34.
X-30Y-10R4
G1X-13Y6.4162
G3X-13Y8R1.
G2X-2Y34R16.
X34Y-2R34.
X8Y-13.32R16.
G3X6.4162Y-13.3828R1.
G1X-10.1005Y-30
G2X-15Y-31R4.
X-18Y-29R34.
X-18Y-23R4.
G1X-10Y-14.
G3X-8Y-4R8
%0010
G0G90G54X20.5Y-50.S1200M03
G1Z-12F150
Y-42.F150G41D01
G3X12.5Y-34.R8.
G1X0.
G2X-34.Y0.R34.
G1Y25.
G2X-25.Y34.R9.
G2X34.Y0.R34.
G1Y-25.
G2X25.Y-34.R9.
G1X12.5
G3X4.5Y-42.R8.
G1Y-50.
Z.1F0.
D01=4.2/4.02
圆形凸台及槽两孔
铣杯形凸台
铣第三层(凸台)
四、零件关键尺寸测量
1.检验740-0.046x740-0.046mm尺寸,检查表面粗糙度R3.2
用0.01精度的千分尺进行测量,根据测量结果和被测尺寸的公差要求判断是否合格。
检查表面粗糙度,用表面粗糙度比较样本进行比较验定。
2.检验深8+0.040mm的两个小突台尺寸,检查表面粗糙度R3.2
用0.01精度的千分尺进行测量,根据测量结果和被测尺寸的公差要求判断是否合格。
3.检验ø
20+0.040mm的圆槽尺寸,检查表面粗糙度R3.2
用0.01精度的径千分尺沿被测尺寸的三个素线方向进行测量,根据测量结果和被测尺寸的公差要求判断是否合格。
4.检验ø
12+0.040mm的通孔,检查表面粗糙度R3.2
5.检验ø
600-0.04mm的外圆尺寸和600-0.04x600-0.04mm外形尺寸,检查表面粗糙度R3.2
6.检验9+0.040mm的槽尺寸,检查表面粗糙度R3.2
用0.01精度的径千分尺进行测量,根据测量结果和被测尺寸的公差要求判断是否合格。
 升级会员
升级会员 