超声波焊接线尺寸设计Word文件下载.docx
《超声波焊接线尺寸设计Word文件下载.docx》由会员分享,可在线阅读,更多相关《超声波焊接线尺寸设计Word文件下载.docx(9页珍藏版)》请在冰豆网上搜索。
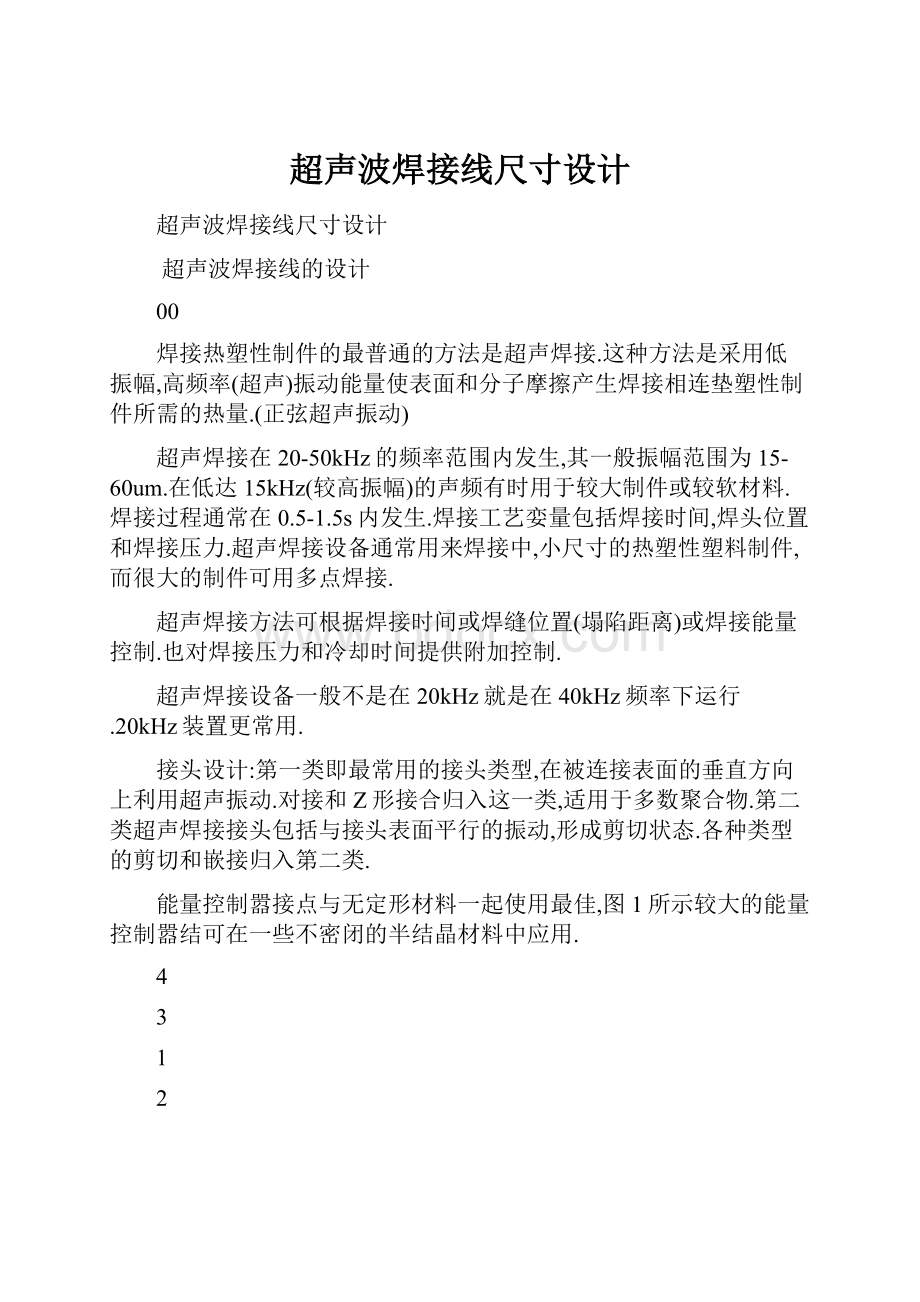
4
3
1
2
图1无定形和半结晶聚合物所用的能量导向嚣的近似尺寸
此图所示的焊接接头是对普通能量控制接头设计的独特的改进.下面式件用一个粗糙或有纹理的表面改进.将会提高焊接质量,焊接强度和焊接完成的容易程度.其它许多有纹理的接头外形也是可行.
溢料问题可通过把溢料污染槽引入接关设计中而降低,为安全,一般溢料槽设计至少10%的过度体积容量.
*紧压接头:
为了使溢料形成的可能性最小,紧压接头设计的目的是阻挡熔体或将熔体保持在熔区内.紧压接头对半结晶的塑料材料如尼龙是有用的.因为接关结构更复杂,紧压接关所需的制件配合公差相对严格.与三角能量导向嚣焊接相比,较大的接头结构也需要附加振幅和焊接能量.典型的紧压焊接几何结构如图2所示.
图2典型的超声紧压焊接结构
制件找平简单对接没有任何措施解决制件相互找平或对中.制件找平更适于用模塑定位销或双头螺完成.而z形接能自动找平,且在使用时耐拉伸且改进了搞剪切负荷性.并能消除外部溢料.
图3超声焊接工艺用的典型z开接头设计
(a)焊接前的z接头:
(b)焊接后的z形接头:
(c)改进的
z形接头:
台阶附带肩部掩盖了不平性,结果使外观改进
*槽舌接合不但提供了剪切强度而且提供了拉伸强度.这种接合是自对中的,接合区域的壁厚必须相对大以适应槽舌接合设计.另外,制件公差要求相对严.间隔加强筋改善了接头找平.
图4超声焊接工艺用的典型槽舌接合设计
*剪切接头当焊接半结晶聚合物(或其它难以焊接的聚合物)和需要密封接头号时,一般推荐使用剪切接。
需要高强度,高质量接碚的环形和矩形制件都用剪切接头。
剪切接头号具有搭接制件壁部分,当接头被焊接和相互依次嵌入时,搭接部分产生公差和局部剪切。
为了促进制件找平,接头包含了调节部分。
为了集中熔融能量,一边上的阻碍物的顶角在初始接触面上降低。
因为融化材料的温度在整个接触面上保持一致,制件被焊接时,两表面熔融均匀。
深度为1.0-2.0mm的使用0.13-0.5mm范围内的公差值。
为了防止在焊接过程中由于公差而产生的外部侧壁翘曲,垂直的制件应尽可能浅,但在一边用剪切制件改进的槽舌接头可与较深的拉伸制件一起使用,提供中壁接头,它使由于公差而产生的侧壁翘曲最小。
如图5所示。
(a)焊接前的部件;
(b)焊接后的部件
图5典型的超声焊接剪切接头设计和典型的中壁组装剪切接头设计
1-槽舌剪切接头:
有助于阻止部件向内弯曲;
2-支撑夹具:
目的是在焊接过程中阻止下面部件壁向外弯曲;
3-上面的部件;
4-下面的部件
*斜坡接合斜坡接合设计也可为无定形和半结晶聚合物提供高强度密封接头。
斜坡接合是自固定的且最适合小尺寸的圆形或椭圆形制件。
斜坡接合的焊接能量要求很高。
图6超声焊执着用典型的斜坡接合设计
(a)斜坡接合;
改进的斜坡接合(附加公差)
1-溢料槽;
2-夹具
斜坡接合具有30°
-60°
的角且应该在±
1°
内装配。
为附加的熔区材料厚度增加的0.10-0.25mm的公差产生焊缝和溢料。
当从功能或审美上不能接受溢料时,就使用收集器。
*带嵌入密封装置的焊接用嵌入的弹性密封圈或韧性垫圈也可获得可靠的密封。
如图7所示接头制件装有一个弹性环,以改善用超声焊接接合可达到的密封安全性,或在连续的周边焊接不可能的情况下使用。
图7超声焊接制件通常需要密封接头
1-能量导向器;
2-弹性密封
*电栓焊超声焊接设备也可生产电栓焊和销套触点焊接。
在不需要密封接头的应用中,销套接头可用来连接相同的塑料材料。
图8超声焊接设备可形成销孔型剪切接头
1-溢料收集器;
2-焊接前;
3-焊接后
*超声铆焊超声焊接的变异是超声铆焊.即把一个热塑性制件固定在另一个不同材料的制件上的方法.铆钉或凸台在底部应该有十分大的半径或圆角,以防裂纹或熔融.为了集中超声能量,凸台的顶端应该设计成与焊头的初始接触最小。
凸台顶部可以是平的或圆锥形的,半结晶或填充的聚合物以圆锥形的较佳。
超声铆焊的完整性取决于铆钉和焊头之间的精确容量关系。
图9超声焊接设备可生产铆焊或各种结构
1-φ≧1.6mm的铆钉;
2-尖锥触发熔融;
3-φ≧14.0mm的铆钉
*标准铆焊直径在1.6-4.0mm这间的平头铆钉。
刚性和柔性的不耐磨热塑性塑料推荐使用标准外形。
*半球形铆焊直径小于1.6mm的铆钉建议用在半球形铆焊上。
对耐磨塑料是合适的。
*溢流式铆焊溢流式铆焊用在要求表面为平的或隆起的及锁信制件的厚度被允许使用的应用中。
*空心铆焊直径大于4mm的凸台或铆钉去芯后可生盲孔凸台。
如图10所示当啮合制件中不允许有通孔时,超声焊接设备也能形成机械互锁。
模制塑料铆钉(与用于铆焊的类似)和在啮合制件中的盲倒角可形成以公差为基础(假设带倒角的制件不融化)的真正的机械接合。
图10用超声焊接形成机械互锁的示例
1-带软化和变形铆钉的热塑性部件;
2-具有倒角的啮合部件;
3-超声波焊头
*超声焊接的材料因素超声焊接操作适合于多数热塑性材料。
●1无定形聚合物,特别是室温下外于玻璃态的无定形物,通常是焊接工艺的好的候选材料。
玻璃态无定形聚合物具有良好的透射性能,允许用看近场和远场焊接技术成功焊接。
当材料较软时,开定形材料的超声焊接就成问题。
如:
焊接高冲击ps将比焊接通用ps一般需要更多能量和附加振幅。
●2半结晶聚合物一般更难用超声能量焊接.增加由焊接体系发射的能量值(即增加振幅);
缩短焊头/制件接触面与接头接口间的距离;
使用近场超声焊接技术;
使用振幅高达0.05-0.15mm的焊头.这些高焊接振幅需要使用钛焊头.当需要高强度、密封组装时,剪切接头和斜坡接合对半结晶聚合物都适用。
●3焊接吸湿性聚合物:
模塑后马上焊接制件(在它们仍是干燥时);
焊接前干燥制件;
焊接前把制件存放在干燥器内。
 升级会员
升级会员 