品质异常统计表.docx
《品质异常统计表.docx》由会员分享,可在线阅读,更多相关《品质异常统计表.docx(21页珍藏版)》请在冰豆网上搜索。
品质异常统计表
品质异常统计表
品质异常统计表
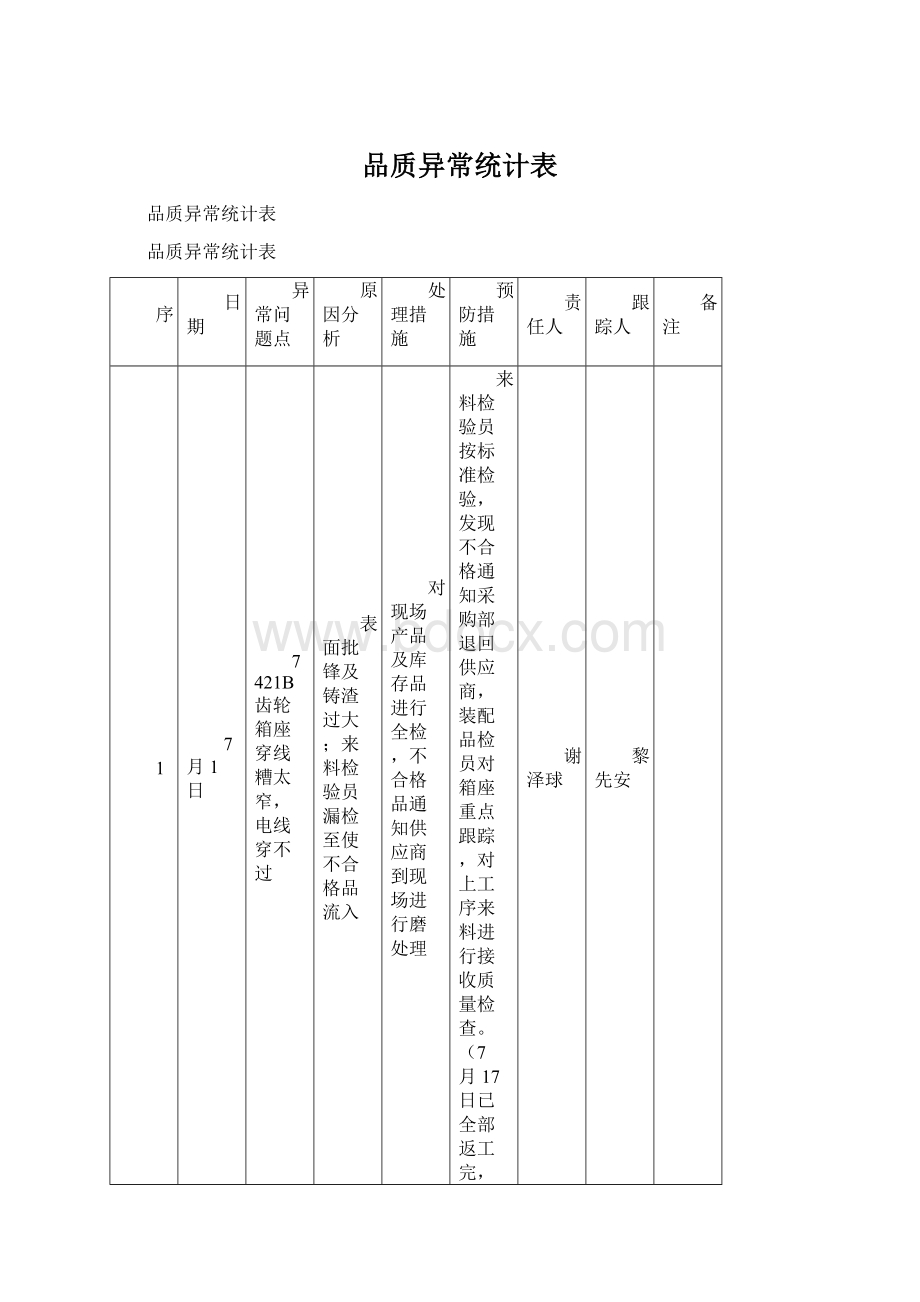
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
1
7月1日
7421B齿轮箱座穿线糟太窄,电线穿不过
表面批锋及铸渣过大;来料检验员漏检至使不合格品流入
对现场产品及库存品进行全检,不合格品通知供应商到现场进行磨处理
来料检验员按标准检验,发现不合格通知采购部退回供应商,装配品检员对箱座重点跟踪,对上工序来料进行接收质量检查。
(7月17日已全部返工完,到8月3日为止,没出现不合格零件)
谢泽球
黎先安
2
7月1日
7421B箱体与电器安装板孔位不对(有品质员要求只安装三个螺丝)
箱体焊接时孔位偏;品检员用拉尺进行测量,测量误差太大,不能满足精度要求
现场已对生产部件进行配装
由品质工程师设计检具对箱体螺丝孔位置进行检验。
(7月13日检具已做好,给到品检员)
成浩然
秦振伟
3
7月1日
电机拖板与中轴板磨合镶条配合不平行,电机拖板螺母未锁紧
镶条钻点方法不对,造成点角度与安装角度不一致,锁紧螺丝后镶条不平行
已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻点角度与安装角度一致
先装配镶条再进行配钻
黎先安
成浩然
4
7月1日
60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)
来料检验未按抽样标准检验,发现异常未做出拒收处理
对现有及库存品由装配员工对链条进行拆解或加长
来料检验员按抽样标准检验,并对此异常重点检查,品质工程师跟进。
(员工反映:
到7月5日-7月23日没有出现质量问题)
李少文
成浩然
5
7月1日
MJK1333主锯主轴放置方法不对,未按包装要求插入插板放置
——
将现有库存平放的主轴优先使用,防止因长时间放置产生应力变形
磨床加工后必须插入插板放置,没有插板不允许生产。
牟敦玉
谢泽球
6
7月2日
排钻:
同一台机脚踏板有时踩一脚,有时踩两脚才能运转
——
更换脚踏板
对更换的脚踏板进行测试;长期跟踪使用稳定性
黎先安
秦振伟
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
7
7月3日
打开排钻升降气缸开关,升降气缸无动作
安装电气板后气缸气管折压造成不能进气;电气安装板安装后品检员未对此项性能检查
对已装配成品进行全检,剪短气管线,避免气管线过长造成管线折压
剪短气管线,避免气管线过长造成管线折压;先安装电气安装板,再进行性能检测
黎先安
成浩然
8
7月9日
装配试机过程发现:
封边机溶胶不均匀
初步认为跟溶胶阀有关
进行一次溶胶阀试装效果测验:
溶胶阀已装上(机上作好标示),5个是合格的,2个是不合格的,17日进行对比效果分析----0.10MM以下的没问题,0.10MM以上的效果不好
安装前溶胶阀进行全检,只使用公差在0.10MM以下的,对公差在0.10MM以上进行返工。
(8月5日,部装员工反映已安装的57个溶胶阀,没一个出现问题;品管员:
此问题已改善很多。
)
储俊
邱宇
9
7月10
裁板锯MJK1333C小车拖链太长(长一米),需作改良
----
试行做法:
把过长的拖链裁去一米。
技术部已同意换另一种拖链,规格、长度都有所改变。
经检验,更换后效果很好
王斯炎
余波
10
7月13日
装配试机过程发现:
裁板锯(NP330B):
启动噪音大-----李工在攻关
主锯皮带转动摩擦,发出很尖的噪音
把皮带从40MM切成35MM,
技术部已做出方案:
把皮带从40MM切成35MM,图纸已更改。
经检验,工艺改良后,噪音比以前低。
王斯炎
李小根
11
7月14日
装配试机过程发现:
1333C吸尘效果不理想
吸尘糟皮带密封效果不好,导致吸尘效果不理想
-------
①把纤维皮带换成橡胶皮带(橡胶皮带密封效果比纤维皮带好);②把吸尘管接口改成移动式(接触口低于吸尘糟)---经检验后,改良后的吸尘效果比以前好很多
王斯炎
余波
12
7月15日
推台锯MJ263-0317C行程开关安装板孔位不对
图纸更改了,仓库里还有600多个库存没作好处理,车间领料时发现,板上孔位不对
将已领出的安装板,下单到机加车间,按图纸要求补上一个孔位(7月15日已下单,17日返工完成)
新加工的零件严格按已更改图纸的要求进行加工,对库存中的不合格品进行返工
温玉宽
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
13
7月15
封边机(60CY):
右支架与靠板支撑座的接合面未加工,导致无法安装----机械已装好,要拆掉。
焊接的面是斜的,机加没按要求进行加工;出现此问题很少,员工大意,安装没有对零件进行检验。
把装好的电器件拆下来,更换好的配件,再进行总装(7月16日跟进时,以上动作已作好---用时两小时)
机加要严格按要求进行加工,员工安装前要对零件进行自检,发现不合格的一定要进行更换处理。
储俊
14
7月15日
压料轮跟压料梁接处面高低不平,导致装机后,轮子不转。
(从7月15日--20日上午,4.5天的时间共发现179个不良品,平均一天40个)
来料轮面不平,导致质量问题(100个大轮中有2-4个是不合格的,不合格品的比率为2-4﹪)
把在部装和总装中检查到不转的轮子进行更换。
要在部装检查好,再上总装(有的在部装检查时能转半圈,到了总装就出问题,所以部装必须一个一个仔细检查好,再上总装);把不合格品收集好给到品管,要求供应商改善,品管员作重点跟进。
-----7月27日,员工反映不良品减少很多,做了12条链(用了1080个轮子),只有2个不合格,不合格比率为2‰
李少文
成浩然
15
7月15日
排钻车间装配员工发现:
定位气缸漏气
供应商没按工艺要求进行加工,出现漏气现象
已将不合格品全部退给供应商
要求供应商给做好工艺改良,检验达到标准后才能送货
秦振伟
16
7月16日
莫斯科客户反映:
锯装置与机座之间有空隙(滑块Ⅱ与支承块Ⅱ之间)
经技术部、品质部现场检查,未发现此问题---滑块Ⅱ与支承块Ⅱ之间没出现相片上的空隙。
经品管部和现场员工反映,有以下两种可能性:
第一、支承块Ⅱ偏窄;第二、螺丝松动,导致偏位。
继续加强检查跟进,如发现支承块Ⅱ偏窄的,要立即上报并更换;装配员工要注意拧紧螺丝,品管员作好检查。
继续加强检查跟进,如发现支承块Ⅱ偏窄的,要立即上报并更换;装配员工要注意拧紧螺丝,品管员作好检查。
温玉宽
秦振伟
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
17
7月20日
装配人员和品管汇总了一份《MJK11333C组装存在问题报告》----里面18个问题点中有14个跟“孔”有关,7个孔没打,7个没打到位
有一部分图纸问题,有一部分是机加没安图纸做。
技术部已经确定更改好15个问题:
其中5处更改图纸,5处确认图纸是对的,机加没按要求做好。
更改的图纸已下发《设计更改通知书》,机加、数控要严格按图纸作业。
肖志群
18
7月20日
排钻:
滑块M6孔图纸要求攻牙20mm深,实际没达到要求,约15mm。
造成部件安装不了。
①员工没有及时发现和更换有问题的丝锥,导致批量问题;
②品管员抽检比率偏低,没能及时发现质量问题
装配员工自己返工了100件,其余的400件退沙田返工。
①员工在加工过程中,要把零件按顺序进行摆放,②按比率进行自检(每加工30件自检一件),防止批量问题的发生;
③新员工发现问题,要及时向师傅和品检员反馈,不能自作主张
④品管员要对员工加工零件每2小时抽检一次;
⑤品管员增加成品抽检比率,200件以上的按5%进行抽检。
200件以内最少抽检10件
高翔
谢泽球
19
7月28日
7月28日加工中心品检员发现:
四排多轴钻电机后拖板,图纸要求是加工成圆形,实际没达到要求,出现椭圆现象。
(MZ7421B)
这批零件是新员工加工的,师傅调好机后让徒弟做,首件和第一板没问题,后面的两板质量不稳定出现椭圆问题。
分析是装夹(铜片)定位问题,时间长了,出现磨损(不压紧零件会移动,压紧了出现椭圆问题)
①师傅进行调机,更换装夹,②对出现的不良品进行返工
①员工在加工过程中要按比率进行自检②新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。
③师傅要跟进好徒弟的工作,一旦出现质量问题,要及时帮徒弟处理。
④品管员对新员工加工的零件加大巡检、重点检查,预防批量问题的发生和不良品自流。
廖建忠
谢泽球
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
20
7月28日
7月26日推台锯装配员工发现:
横向尺挡板孔位,图纸要求是对中打孔(6.5mm),实际没达到要求,孔位打偏、加宽。
造成安装困难。
(MJ2631102C)221件
①新员工用工装加工时,操作不熟练,出现打滑、打偏的现象②师傅没及时发现新员工加工零件出现问题,导致批量问题;
③品管员抽检比率偏低,没能及时发现质量问题。
装配员工挑选了一些用,其余200件退回钳工由师傅返工(新员工已离职)
①员工在加工过程中要按比率进行自检②新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。
③师傅要跟进好徒弟的工作,一旦出现质量问题,要及时帮徒弟处理。
④品管员对新员工加工的零件加大巡检、重点检查,预防批量问题的发生和不良品自流。
杨江宏
21
7月29日
7月29日装配员工发现:
气缸座连接法兰,槽打偏,造成安装困难。
加工400件,39件出现问题(MZ7104-0220)
①加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
②师傅没及时发现新员工加工零件出现的问题,导致质量问题;
新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。
①员工在加工过程中要按比率进行自检②新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。
③师傅要跟进好徒弟的工作,一旦出现质量问题,要及时帮徒弟处理。
④品管员对新员工加工的零件加大巡检、重点检查,预防批量问题的发生和不良品自流。
高翔
谢泽球
22
7月30日
7月30日发现:
六排多轴钻底部气缸座,图纸要求四个孔分中打,实际没按要求做,员工加工了八个孔,导致后工序加工2-M10丝孔困难。
(MZ7621B-0206)共68件
①新员工未核实工单上的图纸,没按要求进行加工;
②最大的问题是员工发现问题没上报,自作主张,善自处理,隐瞒问题
③品检员轻信员工,未核实图纸。
师傅在处理返工问题----先将影响加工2-M10丝孔的孔位填好(攻牙,安装上螺丝),再加工2-M10丝孔。
①员工在加工过程中要按比率进行自检②新员工发现问题,要及时向师傅和品检员反馈,不能自作主张。
③师傅要跟进好徒弟的工作,一旦出现质量问题,要及时帮徒弟处理。
④品管员对新员工加工的零件加大巡检、重点检查;不能轻信员工,要以已发的图纸为准,如果员工说图纸已改,要他拿出新的图纸进行核对。
廖建忠
谢泽球
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
23
7月31日
推台锯调节板(MJ263-0102102)在装配过程中出现开裂。
调节板厚度为10MM,M8的螺丝孔直径为8MM,在调节过程中,板太薄,容易开裂。
温玉宽
谢泽球
24
7月30日
手
 升级会员
升级会员 