钨极氯弧焊原理设备及材料文档格式.docx
《钨极氯弧焊原理设备及材料文档格式.docx》由会员分享,可在线阅读,更多相关《钨极氯弧焊原理设备及材料文档格式.docx(16页珍藏版)》请在冰豆网上搜索。
(1)钨极氩弧焊
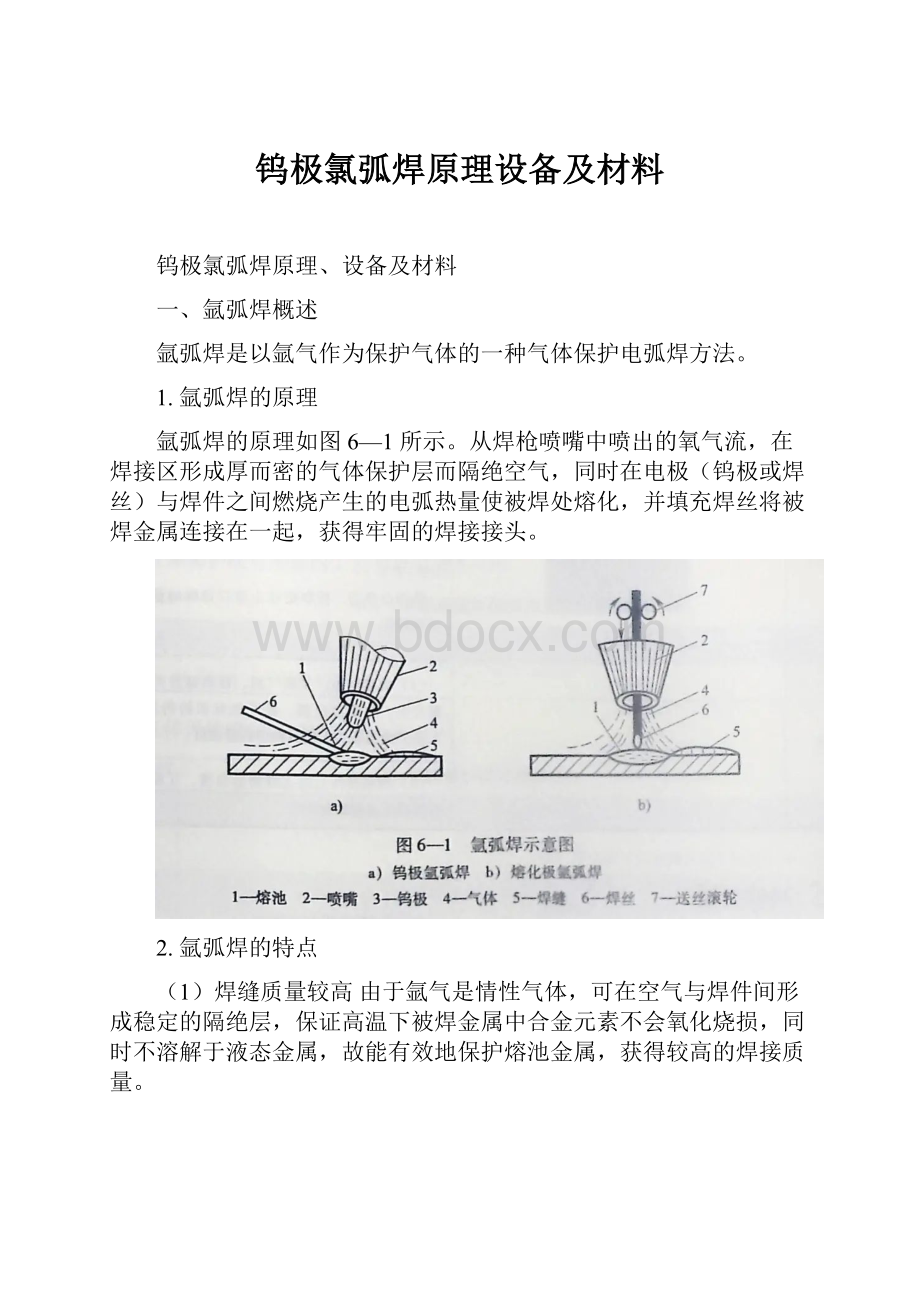
钨极氩弧焊是采用高熔点的钨棒作为电极,在氩气层流保护下,利用钨极与焊件之间的电弧热量,来熔化填充焊丝和基体金属,以形成焊缝。
钨极本身不熔化,只起发射电子产生电弧的作用。
钨极氩弧焊有手工和自动2种操作方式。
手工钨极氩弧焊时,焊工一手握焊枪,另一手持焊丝,随焊枪的摆动和前进,逐渐将焊丝填入熔池之中。
有时也不加填充焊丝,仅将接口边缘熔化后形成焊缝。
自动钨极氩弧焊是以传动机构带动焊枪行走,送丝机构尾随焊枪进行连续送丝的焊接方式。
为了防止钨极的熔化和烧损,对所用焊接电流要有所限制,这样焊缝的熔深受到景影响,因此只能用于薄板焊接,故生产率不高。
为此,在钨极氩弧焊的基础上,出现了熔化极氩弧焊的工艺方法。
(2)熔化极氩弧焊
熔化极氩弧焊是以焊丝作为电极,在氩气层流的保护下,电弧在焊丝与焊件之间燃烧,并以一定的速度连续给送,不断熔化形成熔滴过渡到熔池中,最后形成焊缝。
其操作方式有半自动和自动2种。
半自动熔化极氩弧焊是手工操作焊枪,焊丝通过送丝机构经焊枪输出。
自动熔化极氩弧焊则是由传动机构带动焊枪行走,送丝机构连续送丝。
熔化极氩弧焊用焊丝作为电极,可以使用大电流焊接,焊缝的熔深较大,适用于中厚板的焊接。
熔化极氩弧焊是采用喷射过渡形式。
熔化极氩弧焊时,当焊接电流增大到一定数值,粗滴过渡会转化为喷射过渡,这个转变发生时的焊接电流称为"
临界电流"
。
在氩气气氛中产生喷射过渡要比CO2气体保护焊时容易得多,主要原因是所需的临界电流值较低。
喷射过渡具有焊接过渡过程稳定、飞溅小、熔深大及焊缝成形好等特点。
(3)脉冲氩弧焊脉冲氩弧焊是向焊接电弧供以脉冲电流进行氩弧焊的一种工艺方法。
钨极脉冲氩弧焊和熔化极脉冲氩弧焊目前已被推广与应用。
脉冲氩弧焊使用电流恒定的直流弧焊电源,加入脉冲装置后恒定的直流转变为脉冲直流。
脉冲电流的波形如图6—3所示。
由图6—3中可知,整个焊接电流由基值电流I,和脉冲电流Im2部分组成。
基值电流用来维持电弧稳定燃烧和预热电极(或焊丝)与焊件。
脉冲电流是用来熔化金属,是焊接时的主要热源。
在焊接过程中,当电极(或焊丝)通过脉冲电流时,焊件在电弧热的作用下形成一个熔池,焊丝熔化滴入熔池;
当只有基值电流作用时,由于热量减少,熔池凝固形成1个焊点。
下一个脉冲作用时,原焊点的一部分与焊件新的接头处产生1个新熔池,如此循环,最后形成1条由许多搭接的焊点组成的链状焊缝。
如图6—4所示。
通过对脉冲电流、基值电流的调节和控制,可达到对焊接热输入量的控制,从而控制焊缝的尺寸和质量。
目前氩弧焊以钨极氩弧焊应用最为普遍,下面重点介绍有关钨极氩弧焊的知识。
二、钨极氩弧焊的电弧特性
1.氩弧的特性
(1)引弧较困难气体电离是引燃电弧的必要条件之一。
而氩气气体电离所需能量较高,即氩气电离电位较高,所以引燃电弧较困难。
几种常用保护气体的物理性能比较见表6-2。
(2)电弧燃烧稳定氩弧一旦引燃后,就能比较稳定地燃烧。
这是因为氩气是单原子气体,在高温下氩气直接电离为正离子和电子,所以能量损耗低。
同时,氩气的热容量与导热率较小。
故将电弧空间加热到高温只要较小的热量,且电弧热量不易散失,这均有利于气体的电离,使电弧燃烧稳定。
2."
阴极破碎"
作用
在焊接铝、镁及其合金时,由于金属的化学性质活泼,极易氧化,形成熔点很高的氧化膜(如Al2O3的熔点为2050℃,而Al的熔点为657℃),焊接时氧化膜覆盖在熔池表面,阻碍了基体金属和填充焊丝的良好熔合,无法使焊缝良好成形。
这时,要通过电弧的"
作用去除氧化膜。
钨极氩弧焊采用直流反接时(图6—5a),焊件是阴极,氩的正离子流向焊件,撞击金属熔池表面,可将铝、镁等金属表面致密难熔的氧化膜击碎并去除,使焊接顺利进行,这种现象称为"
作用。
直流正接(图6—5b)时,因为焊件表面受到比正离子质量小得多的电子撞击,不能去除氧化膜,因此没有"
破碎"
作用。
三、钨极氩弧焊的种类、特点及应用
1.直流钨极氩弧焊
焊接铝、镁及其合金时,直流反接钨极因接正极而温度较高(阳极温度高于阴极温度),容易过热而烧损。
因此,钨极允许使用电流很小,使焊件上产生的热量少,影响电子发射能力,造成电弧不稳定。
所以,铝、镁及其合金尽可能使用交流电进行焊接。
焊接不锈钢、耐热钢、钛、铜及其合金时,直流钨极氩弧焊一般都采用直流正接。
因为直流电没有极性变化,并且焊件(阳极区)上的热量大,钨极允许使用电流增大,电子发射能力增强,所以一经引弧便能稳定燃烧。
同时,钨极不易熔化,损耗很小,而焊件的熔深较大,焊接效率明显提高。
2.交流钨极氩弧焊
焊接铝、镁及其合金时,使用交流钨极氩弧焊会产生较好的焊接效果。
交流电的极性是不断变化的,在正极性的半周波里钨极为阴极,可以得到冷却,减少烧损;
而在反极性的半周波里钨极为阳极,有"
作用,熔池表面的氧化膜可以被去除。
但是采用交流焊接电源时,必须采取引弧、稳弧及消除直流分量的措施。
图6—6所示为交流钨极氩弧焊时利用示波器观察到的电压和电流波形。
从图6—6a中可以看出,供给电弧的空载电压是正弦波。
而电弧电压不是正弦波,受电弧空间和电极表面温度变化的影响,2种波形相差很大。
由于交流电的电源是50Hz的正弦波,所以焊接电流每秒有100次通过零点。
每次通过零点时,电弧空间没有电场,电子发射和气体电离被大大削弱。
弧柱温度下降,电弧将瞬时熄灭,然后再重新引燃。
当极性换向时,电源空载电压必须超过一定的引燃电压,电弧才能重新复燃,然后过渡到正常的电弧电压。
交流钨极氩弧焊时,正半波钨极为阴极。
由于钨极的熔点高,导热系数低,且断面尺寸小,因此热量损失少,此时钨极的阴极斑点温度很高。
电弧电流较大,电弧电压较低,对引燃电压的要求不高。
而在负半波时,焊件为阴极。
由于焊件熔点低。
导热性能好,断面尺寸又大,热量散失得快,致使金属熔池表面上阴极斑点的温度降低。
电子发射能力减弱。
所以电弧导电困难,电弧电流小。
电弧电压及再引燃电压都较高,重新引燃困难,电弧稳定性很差。
在开始焊接时,电弧空间和焊件均处于室温,加之氩气气体电离时的电离电位很高,引弧就更为困难。
由图6—6b可知,2个半波的电弧电流不对称。
钨极为阴极时正半波的电流大于焊件为阴极时负半波的电流。
这样,在交流焊接回路中,相当于串接1个正极性的直流电源,该电源产生的直流电称为直流分量。
直流分量的极性是电极为阴极,焊件为阳极,它将显著降低"
作用,影响熔化金属表面氧化膜的去除,并使电弧不稳定,焊缝易出现未焊透等缺陷。
同时,焊接变压器还会产生直流磁通,容易使铁芯饱和耗损加大,甚至会烧坏焊机。
综上分析,交流钨极氩弧焊时,必须采取引弧、稳弧措施及消除直流分量。
四、引弧和稳弧措施及直流分量的消除
由于氩气的电离电位较高,引弧困难,虽然提高焊机的空载电压能改善引弧条件,但是对人身安全不利,因此交流钨极氩弧焊一般使用高频振荡器协助引弧;
还使用脉冲稳弧器,以保证重复引燃电弧。
一般采用在焊接回路中串联电容的方法消除交流电中的直流分量。
1.利用高频振荡器引弧
高频振荡器与焊接电源并联或串联使用,只供焊接时的第一次引弧,引弧后即切断。
高频振荡器是1个高频高压发生器,可在焊接回路中加入约3000V的高频电压,使电弧空间产生很强的电场,加强了阴极电子发射的能力,克服了焊件电子热发射能力差和氩气电离电位高的困难。
使引弧变得容易。
当钨极与焊件距离2mm左右时就可使电弧引燃,不必接触引弧。
2.利用脉冲稳弧器稳弧
交流钨极氩胍焊时,负半波的引燃电压较高,电流通过零点之后重新引燃困难,致使电弧不稳定。
脉冲稳弧器可在负半波开始的瞬间外加1个高压脉冲,迅速地向电弧放电,使电弧重新引燃。
在焊接过程中,输送的高压脉冲始终与焊接电流同步,即焊接电流经过零点的瞬间输出足够功率的脉冲,保证电弧的连续燃烧,从而起到稳弧的作用。
目前,常用的脉冲电压为200~250V,脉冲电流2A左右。
3.串联电容消除直流分量
在焊接回路中串联电容,是交流钨极氩弧焊消除直流分量的常用方法,如图6—7所示。
由于电容对交流电的阻抗很小,交流电可以顺利通过,同时可以隔绝直流电,从而达到消除直流分量的目的。
所需的电容根据焊接电流来计算,一般按300μF/A左右估算。
经过消除直流分量的交流电,可获得熔深良好、焊波均匀的焊接效果。
五、钨极氩弧焊设备
钨极氩弧焊机一般用于厚度6~8mm焊件的焊接。
典型的通用钨极氩弧焊机有NSA—500—1型、NSA2—300—1型、NSA4—300型、NZAl8—500型等。
现以NSA—500—1型手工钨极氩弧焊机为例,介绍其组成及功能。
NSA—500—1型手工钨极氩弧焊机外部接线如图6—8所示,主要由焊接电源、控制箱、焊枪、供气及冷却系统等部分组成。
1.焊接电源
采用具有陡降外特性的BX3—1—500型动圈式弧焊变压器作为焊接电源。
钨极氩弧焊的电弧静特性曲线是水平的,故选用陡降外特性的焊接电源,可在电弧长度受到干扰变化时,焊接电流的变化较小,电弧燃烧稳定,如图6-9所示。
负载持续率(暂载率)以百分率表示焊机必须在每个连续10min的时间间隙内输出额定电流而不超过预定温度极限的那段时间。
因此,国标标准的工业额定值规定了60%负载持续率,意味着∶焊机可在每10min中有6min输出额定电流(最大电流)。
因此,焊机在额定电流情况下焊接时间不能超过6min,接着休止,然后再焊接。
如果焊接持续时间超过6min,应降低焊机输出电流。
2.控制箱
控制箱内装有脉冲引弧器(也是一种引弧装置,可以避免因频高压而击穿线路中的元件)、脉冲稳弧器和消除直流分量的电容器等元件。
3.供气系统
供气系统包括氩气瓶、氩气流量调节器及电磁气阀等。
(1)氩气瓶焊接用氩气以瓶装供应,其外表涂成灰色,并且注有绿色"
氩气"
字样。
氩气瓶表面均刻有TPx×
×
、WP×
×
、质量及生产日期等参数,其中TP是指"
水压试验压力"
,WP是指"
公称工作压力"
氩气瓶的容积一般为40L,在温度20℃时的满瓶压力为14.7MPa。
(2)氩气流量调节器它不仅能起到降压和稳压的作用,而且可方便地调节氩气流量。
氩气流督调节器的外形如图6—10所示。
(3)电磁气阀电磁气阀是开闭气路的装置,由延时继电器控制,可起到提前供气和滞后停气的作用。
4.冷却系统
冷却系统用于冷却焊接电缆、焊枪和钨极。
当焊接电流小于150A时,可以不用水冷却。
当焊接电流超过150A时,必须通水冷却,并以水压开关进行控制。
5.焊枪
焊枪的作用是装夹钨极、传导焊接电流、输出氩气流和启动或停止焊机的工作系统。
(1)焊枪分类按照型号大小,焊枪可分为大、中、小型3种。
按冷却方式不同,焊
枪可分为气冷式(QQ系列)和水冷式(QS系列)。
当焊接电流小于150A时,可选择气冷式焊枪(图6—11);
当焊接电流大于150A时,必须采用水冷式焊枪。
(2)焊枪喷嘴焊枪喷嘴是决定氩气保护性能优劣的重要部件。
常见的喷嘴形状如6-12所示。
圆柱带锥形或圆柱带球形焊枪喷嘴的保护效果最佳,氩气的气流速均匀,容易保持层流。
圆锥形的焊枪喷嘴由氩气流速变快,保护效果较差,但是操作方便,熔池可见性好,也经常使用。
六、钨极氩弧焊的焊接材料
1.氩气
氩气是一种理想的保护气体。
它一般是将空气液化后采用分馏法制取,是制氧过程中的副产品。
氩气的密度大,可形成稳定的气流层,覆盖在熔池周围,对焊接区有良好的保护作用。
氨气是惰性气体,在常温下不与其他物质发生化学反应,高温时也不溶于液态金属中,故有利于有色金属的焊接。
氩弧焊对氩气的纯度要求很高,按我国现行标准规定,其纯度应达到99.99%。
2.钨极材料
钨极氩弧焊对钨极材料的要求是∶耐高温,电流容量大,施焊损耗小,还应具有很强的电子发射能力,从而保证引弧容易、电弧稳定。
钨极的熔点高达3410℃,适合作为不熔化电极。
(1)钨极材料的分类常用的钨极材料有纯钨极、钍钨极和铈钨极。
1)纯钨极其牌号是W1、W2,纯度在99.85%以上。
纯钨极要求焊机空载电压较高,使用交流电时承载电流能力较差,故目前很少采用。
2)钍钨极其牌号是WTh—10、WTh—15。
它是在纯钨中加入1%~2%的二氧化钍(ThO2)而成。
钍钨极电子发射率提高,增大了许用电流范围,降低了空载电压,改善引弧和稳弧性能,但是具有微量放射性。
3)铈钨极其牌号是WCe—20。
它是在纯钨中加入2%的氧化铈(CeO)而成。
铈钨极比钍钨极更容易引弧,烧损率比后者低5%~50%,使用寿命长,放射性极低。
是目前推荐使用的电极材料。
(2)钨极的规格钨极的规格按长度范围供给,为76~610mm。
常用的钨极直径为φ0.5、φ1.0、φ1.6、φ2.0、d2.5、φ3.2、φ4.0、φ5.0、φ6.3、φ8.0、φ10mm多种。
(3)钨极端部形状钨极端部的质量对焊接电弧稳定性及焊缝成形有很大的影响,因此使用前应对钨极端部进行磨削。
使用交流电时,钨极端部应磨成球形,以减小极性变化对电极的损耗;
使用直流电时,因多采用直流正接,为使电弧集中燃烧稳定,钨极端部多磨成圆台形;
用小电流施焊时,可以磨成圆锥形,如图6—14所示。
 升级会员
升级会员 