LAD桥式起重机 焊接工艺卡主梁端梁Word文件下载.docx
《LAD桥式起重机 焊接工艺卡主梁端梁Word文件下载.docx》由会员分享,可在线阅读,更多相关《LAD桥式起重机 焊接工艺卡主梁端梁Word文件下载.docx(28页珍藏版)》请在冰豆网上搜索。
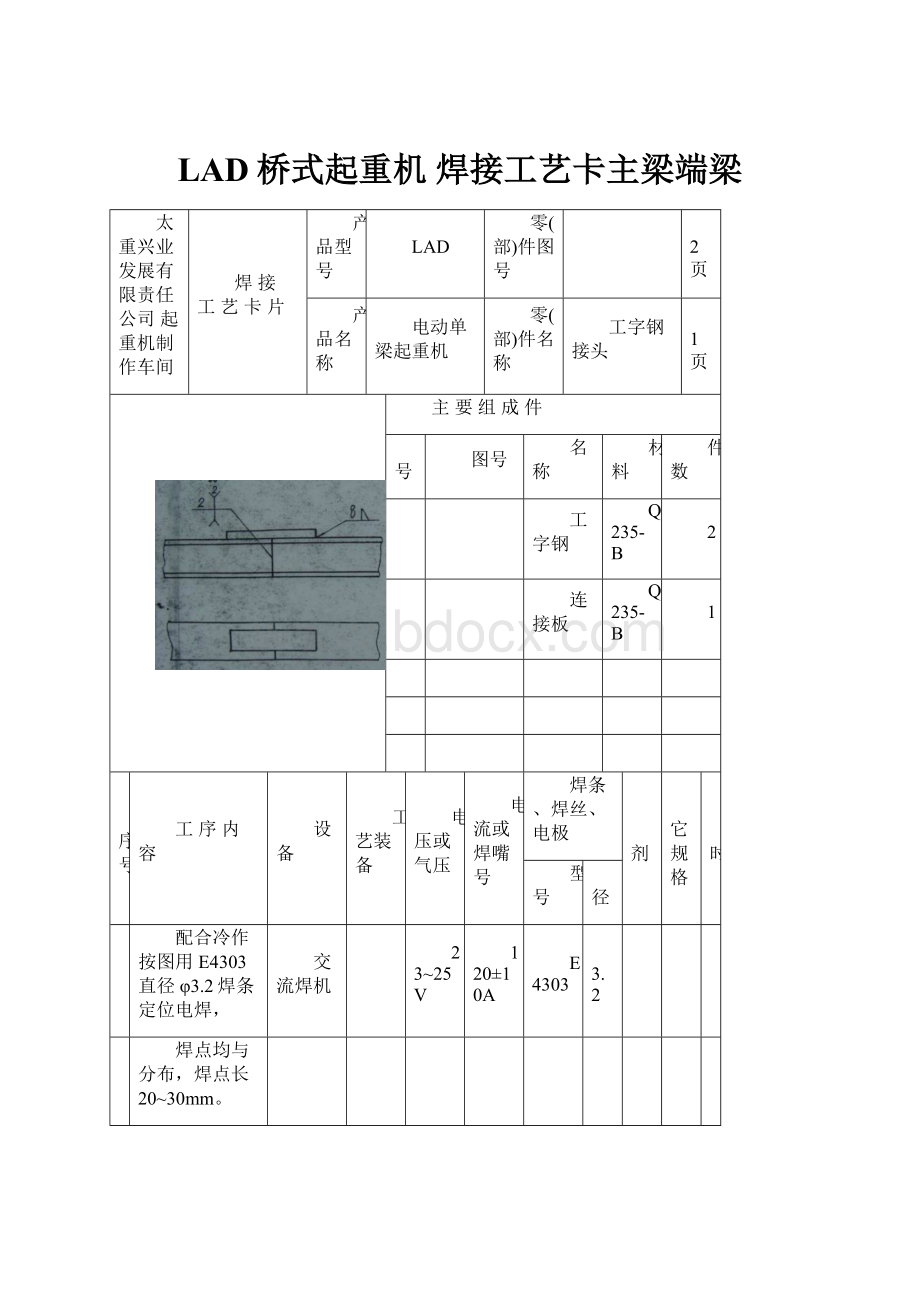
件数
1
工字钢
Q235-B
2
连接板
3
4
5
工序号
工序内容
设备
工艺装备
电压或气压
电流或焊嘴号
焊条、焊丝、电极
焊剂
其它规格
工时
型号
直径
配合冷作按图用E4303直径φ3.2焊条定位电焊,
交流焊机
23~25V
120±
10A
E4303
φ3.2
焊点均与分布,焊点长20~30mm。
先用φ4焊条焊一层反面清根。
25~27V
160~190A
φ4
再用φ5焊条焊平。
角向砂轮机
220~260A
φ5
角焊缝焊连接板四周焊角高8mm。
编制(日期)
审核(日期)
签会(日期)
标记
处数
更改文件号
签字
日期
第2页
磨平工字钢内侧高出表面的焊缝(即与电动葫芦
滑轮接触的表面焊缝)
检验
(1)按技术要求及图纸检查各尺寸
(2)按JB/ZQ4000.3-86技术条件外观检查焊缝
共12页
主梁
U形槽钢
Q235-BF
隔板
钢管
Q235-AF
本工艺使用LD10.10.10A如下主梁参照执行
LD10.10.20ALD10.10.60ALD30.10.10A-40A
LD10.10.30ALD10.10.70A
LD10.10.40ALD10.10.80A
LD10.10.50ALD10.10.90A
一
U形槽钢拼接及槽体隔板起吊钢管组焊。
1.配合冷作点焊U行槽钢拼接处
交流焊机
JF-02
注意:
点焊U形槽钢时依次从中间向两端点焊,
焊点长度20~30mm。
2.配合冷作气割斜头,并点焊。
割据、交流焊机
第3页
3.配合冷作点焊隔板
4.配合冷作槽体二隔板间点焊上工艺撑条
5.配合冷作在槽体中气割,起吊管位置孔插入起
交流焊机割矩
吊管并点焊
6.焊槽形体内部底面拼接焊缝φ4焊条
第4页
焊两层焊缝高0.5~1.5mm,焊缝宽9~11mm
7.将槽体吊出胎具放在平台上,先焊槽型体内部
160~210A
接头二侧后用φ4焊条焊二层焊缝高0.5~1.5mm
焊缝宽9~11mm
8.间断焊隔板角焊缝焊脚高5mm
第5页
9.焊起吊钢管角缝焊角高6mm
160~170A
10.焊槽形体外面U形槽拼接焊缝用角向砂轮机
清根焊接一层,焊缝宽9~10mm,焊脚高0.5~1.5mm
11.清除焊渣及飞溅
砂轮机
施焊过程中应尽可能分散焊接避免热量集中
第6页
减小变形度
12.检验:
目测全部焊缝外表,符合要求,检验合格
检测工具
后转冷作中整形工艺
焊缝检测器
二
工字钢对接、侧板对接详见主梁作业指导书
三
工字钢、槽钢、侧板、阻焊
第7页
组焊好的槽钢
侧板
1.配合冷作点焊工字钢与隔板,并焊接工字钢与隔
TJ-02
板的双面角焊缝,焊缝高度5mm
2.配合冷作点焊侧板,将侧板按图四组装于梁两侧
3.配合冷作点焊侧板与工字钢槽钢的连接处焊缝长
第8页
20~30mm
4.将主梁在胎具中倾斜30o~40o,进行纵向焊缝的焊
TJ-01
140~180A
接,焊接前清除焊接杂物,用钢丝刷清除铁锈,采
用二台焊机双面等速同时焊接,焊脚高5mm,焊好
一面后翻身焊另一面(见图四)
第9页
5.清除焊渣、飞溅
6.检验:
(1)按技术要求及图纸检查各项尺寸
(2)按JB/ZQ4000.3-86外观检查焊缝
(3)四条纵缝的内在质量达三级要求
合格后转冷作中整形工艺
第10页
主梁两端连接板及缓冲器支架和主梁组焊
Φ4
1.配合冷作点焊主梁两端连接板及缓冲器支架,先
在胎具上焊接接板上面,斜焊缝及斜头连接板
2.吊下主梁装入翻转夹具中,旋180°
焊底部斜头
连接板焊缝
第11页
3.将主梁翻身90°
焊侧面焊缝,焊好一面再焊另一
面,最后焊缓冲器支架焊缝,焊缝尺寸符合图纸
4.清除焊渣及飞溅
5.检验
焊接要求符合JB/ZQ4000.3-86及GB985-88的规定
第12页
主梁连接板焊缝达3级要求
共5页
端梁
槽形梁
筋板
盖板装置
加强板
6
底板
配合冷作点焊
1.点焊槽形梁拼接焊缝
JJ-02
Φ3.2
2.点焊筋板
3.点焊盖板装置两侧的板
零件图件1塞焊工艺孔
 升级会员
升级会员 