焊接工艺卡工艺评定Word文档下载推荐.docx
《焊接工艺卡工艺评定Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《焊接工艺卡工艺评定Word文档下载推荐.docx(25页珍藏版)》请在冰豆网上搜索。
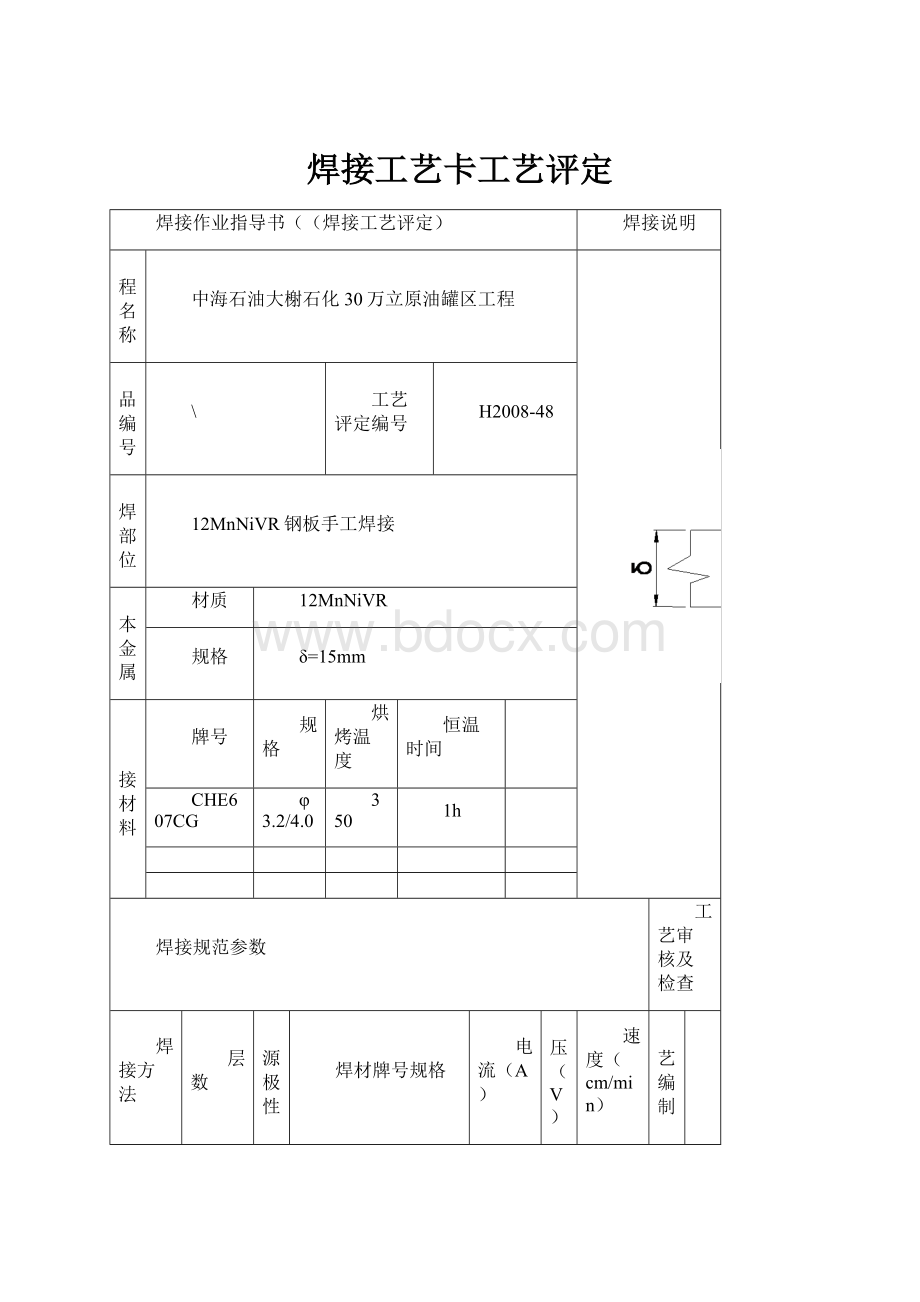
φ3.2/4.0
350
1h
焊接规范参数
工艺审核及检查
焊接方法
层数
电源极性
焊材牌号规格
电流(A)
电压(V)
速度(cm/min)
工艺编制
SMAW
1
EP
CHE607CG;
φ3.2
100-130
21~23
6~8
2-3
φ4.0
140-170
24~26
8~10
工艺审核
4-5
150-170
9~11
焊前清理或
层间清理
焊前将坡口处及附近的油,锈等杂质清理干净,层间打磨
背面清根方法
砂轮打磨
预热温度(℃)
预热方法
层间温度(℃)
焊后热处理说明
≥110
火焰加热
≤160
焊接作业指导书(焊接工艺评定)
H2008-50
δ=32mm
φ3.2/
焊接规范参数
CHE607CGφ3.2
2-5
CHE607CGφ4.0
6
7-8
150~170
24~28
10~12
H2008-44
罐底边缘板与底圈壁板大角缝
12MnNiVR/12MnNiVR
δ=20/32mm
烘烤温度(℃)
US-40
φ2.4
MF-300
20×
200
400
1、2
CHE607CGφ4.0
150-190
22-28
8-14
SAW
3~5/6~8
US-40/MF-300
340-400
28-36
20-30
H2008-42
壁板纵缝
δ=32mm
DWS-60G
φ1.6
EGW
DCEP
DWS-60Gφ1.6
350-380
30-33
10-15
2
H2008-41
δ=21.5mm
340-380
35-38
9-15
焊前将坡口处及附近的油,锈等杂质清理干净
H2008-43
第三带壁板纵缝
350-390
35-39
10-13
12-14
H2008-46
第五带壁板纵缝
δ=15mm
37-39
11-13
焊前将坡口处及附近的油,锈等杂质清理干净
H2008-47
环缝
δ=32/32mm
US-49
MF-33H
12×
150
1-3
US-49/MF-33H
420-490
28-35
30-60
4
360-430
35-45
5-7
370-440
δ=15/15mm
400-470
40-70
35-50
H2008-51
12MnNiVR/16MnR
δ=15/14mm
370-430
27-31
25-35
3-4
H2008-54
罐底中幅板与边缘板对接焊缝
Q235-B/12MnNiVR
δ=12+20mm
E501T-1
φ1.2
H08A
φ4.8
HJ431
碎丝
φ1.0X1
FCAW
501T-1
130-150
16-28
10-18
H08A+碎丝/HJ431
560-630
30-38
H2008-52
罐壁板与人孔接管焊接
12MnNiVR-SR/12MnNiVR-SR
δ=21.5+21.5mm
CHW-60CG
GMAW
2~3
4~5
热处理温度585±
10℃,炉内处理160min,升温速度小于160℃/h,降温速度小于210℃/h
H2008-45
罐壁板与人孔接管焊接型式试样
12MnNiVR/12MnNiVR
δ=21.5+32mm
2~4
焊接接头简图
H2008-53
罐壁接管与罐壁板焊接
12MnNiVR-SR/Q235B
δ=32+12mm
CHE427
CHE427;
20-26
6-10
8-12
6-7
H2008-49
罐壁接管与管内管件焊接
12MnNiVR-SR/Q235-B
δ=21.5+20mm
手工电弧焊
H2008-55
罐壁接管与管件焊接
12MnNiVR-SR/16MnR
δ=12+12mm
CHE507
CHE507;
3
24-28
10-12
 升级会员
升级会员 