模具加工制作流程Word文档格式.docx
《模具加工制作流程Word文档格式.docx》由会员分享,可在线阅读,更多相关《模具加工制作流程Word文档格式.docx(12页珍藏版)》请在冰豆网上搜索。
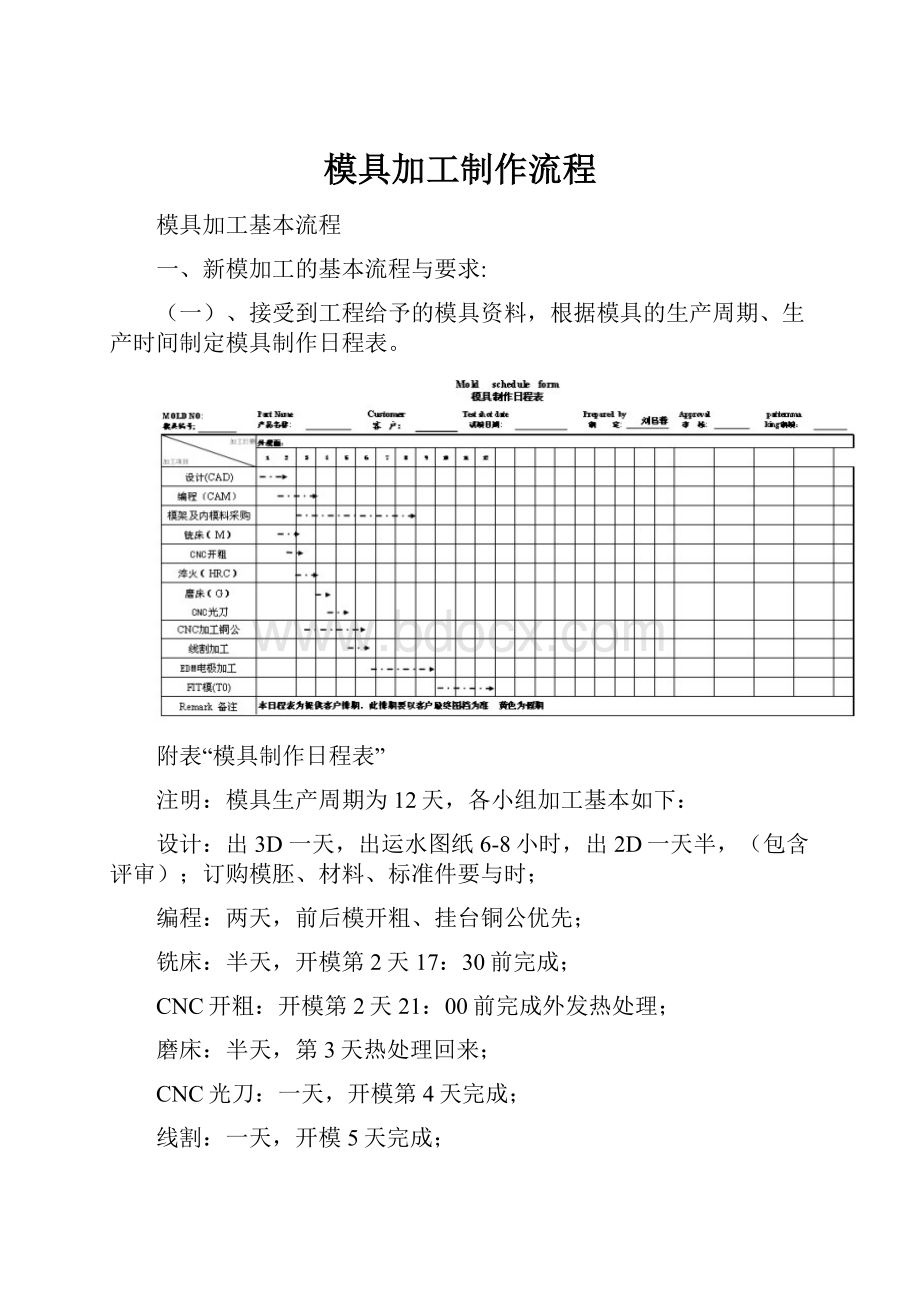
两天,前后模开粗、挂台铜公优先;
铣床:
半天,开模第2天17:
30前完成;
CNC开粗:
开模第2天21:
00前完成外发热处理;
磨床:
半天,第3天热处理回来;
CNC光刀:
一天,开模第4天完成;
线割:
一天,开模5天完成;
EDM:
三天;
开模第9天完成;
FIT模/省模:
3天。
TO模具评审会。
各加工组要保质保量的按时完成,有延误进度和加工出错的要进行教导或检讨,延误半天的要进行罚款处理。
(二)、各加工组按“模具部新模排期表”先后顺序加工,决不允许颠倒或胡乱安排加工,违返组长要进行检讨问责。
附表“模具部新模排期表”
模具工件时要分清安排加工的先后顺序。
1.要按照试模先后顺序加工;
2.改模要优先新模加工;
3.前后模、行位要优先其它散件加工,要多个加工部门要优先其它单个和少加工部门加工;
4.淬火的工件要优先不用淬火的工件加工;
5.外发工件要优先不用外发的工件加工;
6.遇到模具繁多,有的加工部门可能积压很多工件,有的部门机器待工件加工的现象,这时必须进行合理调整;
7.安排钢料与铜公的加工互相配合,不能脱节;
8.PMC对各加工组的每日加工能力与时互相调配。
(三)、各加工组要根据“新模生产进度状况表”实际情况,主动跟进合理安排好机台加工。
附表“新模生产进度状况表”
(三)、各加工组加工完要进行自检,并且要认真填写好“工件加工程序表”和“工件检查记录表”,然后把加工完的工件与填写好的“工件加工程序表”和“工件检查记录表”送到检测或下个加工组。
送到下个加工部门,接受部门负责人在“工件转移登记表”签收。
附表“工件加工程序表”
附表“工件检查记录表”
附表“工件转移登记表”
(四)、编程在出新模铜公时,前后模开粗、挂台铜公优先。
CNC按底壳、面壳、电池盖顺序安排加工,后模挂台铜公、后模铜公优先加工。
铜公加工PMC做好统计与跟进。
附表“铜公加工状况表”
(五)、“每日工作记录表”各组要准时上交到PMC处,PMC做好统计,为每月员工的“工作考核记录评比”的评比做依据。
附表“每日工作记录表”
附表“每月各加工组员工评比排名表”
(六)、PMC制定工件的加工工艺与流程,做到节约成本、优化加工工艺;
编程按指定加工工艺与流程出加工方案;
有不一致的地方与PMC多作沟通解决,双方共同协商修正。
注意:
分析加工流程
1.弄清图纸工件在模具中的作用,各尺寸的加工要求精度。
2.结合各加工部门的机器性能状况、机器加工使用效率与成本比较。
3.初步规格、形状、尺寸大小决定所需使用的机器设备。
4.看图纸材料与淬火的硬度栏是否注明要求H/T;
模具的前后模、较复杂大件的工件等一般需要CNC开粗后才淬火,其它零散件一般锣床加工后可H/T,但也有例外。
(要淬火加硬的材料主要STAVAX-S136,8407,S136,DF2)
5.编排需要经过部门的加工先后顺序,一般情况下依次为M-CNC-H/T-G-CNC-W/C-EDM-QC,但并非所有工件都需经过全部加工部门,加工先后顺序也有例外。
6.在制定加工工艺时,要与编程多作沟通,使之达成一致,对不一致的地方,双方共同协商修正。
(七)、设计生产物料的采购,PMC对生产物料的采购与跟踪。
1、设计负责生产物料的采购,根据仓库钢料和标准库存情况,与时填写申购单采购,。
2、PMC负责协助跟进采购的物料(如模胚钢料、铜料、标准件、刀具报价、审批情况、具体到货日期,如不能按时完成要与时跟踪,需与时向上级反映。
3、跟进按时到货情况,如未按时到货马上向采购反映跟踪并知会相关部门,对急件、延期到货可能造成生延误、重要物料,必须提前向采购查询供应商的供货情况,确保如期到达。
4、跟踪物料采购质量,如有异常情况作出记录,向上级反映确定处理方案或采取补救措施,并知会采购与供应商。
(八)、PMC对外发工件处理与与时跟踪
因公司现有人员、设备无法完成或满足加工要求,生产周期的,如热处理、晒字、晒纹、烧焊、雕刻等需要外发加工。
对其报价、图挡、交货期限、品质要进行严格跟踪。
(九)、PMC对模具生产进度跟进与异常处理。
1、设计图档干涉、图纸尺寸未标、工件遗漏、材料用错等现象;
2、编程有没有遗漏工件的CNC加工程式、铜公单与火花机图纸;
3、每日更新模具生产进度跟进表、钢料跟进表、铜公跟进表以便掌握每天的模具进度与安排好每日各部门的加工进度。
核对模具实际生产进度是否与计划一致。
4、改模、返工、重做工件要尽快安排加工并与时跟紧。
5、监督、跟进生产现场的加工进度,完成工件的各部门交接、转移过程,是否存在异常;
各部门交接、转移过程记录要真实,完善。
6、监督、跟进生产现场的实际加工状况,是否存在安排不合理、待料、待机、待工件、待程式单、待电极、无机可上或无人加工、生产工艺技术上遇到困难、加工出现错误等异常情况,积极协助相关部门解决,在不影响最终完成时间下适当调整计划,并根据需要作记录与向上级反映。
7、对EDM正在加工中的工件,要主动跟进电极的到达完成情况,多到EDM部门作了解,对因欠电极造成停机、补单、返工、EDM要求急的电极一定要跟进到底,尽量减少EDM加工进度受电极的影响。
8、当一套模具加工完成接近尾声时,要与时、主动地对所有未加工完的工件、电极作全面跟踪、清理、安排,避免因为某个工件的延误或漏加工影响整套模具的完成。
9、跟踪未如期到FIT的工件、模胚、标准件等。
FIT是否已按时领取,是否有遗漏与错误,如有与时反映并追查原因采取措施。
如果要延误模具期,要第一时间反映出来,并主动配合FIT解决。
10、FIT已装配完毕的模具,PMC通知工程相关人员安排试模。
二.修改模加工的基本流程与要求:
改模(量产前模具):
(一)、模具工程以邮件的形式接收注塑部生产修改模信息,分析与判断修改模信息内容的正确性,沟通好完成时间;
改模方案、交期必须与设计组长、FIT主管或FIT组长协商。
通知模具拉到模具部摆模区。
(二),修改模以钳工为主导,模具工程、生管协助完成;
(三)、设计出改模图纸将改模的位置、内容标示清楚,对重做、新做、装配工件要出2D图。
涂红色减铁涂绿色加铁烧焊
(四)、改模前改模后必须检查工件数据,检查出数据给钳工确认,确保改模的精确性;
附表“模具工件检测报告”
(五)、各加工组(主要是CNC、省模、检测、EDM)按PMC制定的“修改模进度追踪表”完成时间顺序加工,特别交代的要第一时间完成(没有机台需拆其它模模下机的,也要马上执行,如CNC有再出现一板8个以上特急的铜公罚款50元处理)。
附表“修改模进度追踪表”
附表重要项目“修改模进度追踪表”
(六)、FIT装模前,必须对资料、改模前样榜一一核对有没有漏改、改错现象再装模,装模完要仔细检查(检查模具有没有零件漏装、装反等,检查有没有其它可能出现的不确定隐患:
如防锈、斜顶/顶针不退等)。
模具送出必须做好交接登记。
(七)、跟模工程师、钳工对试模情况的跟进。
同一问题多次没有搞定的,结构复杂的等模具跟模工程师,钳工、设计工程师必须看试模。
修模(量产模具):
修模工件各加工组要第一时间完成,没有机台需拆其它模模下机的,也要马上执行,特别是CNC有出现一板8个以上修模的铜公罚款50元处理。
 升级会员
升级会员 