自卸车检验规程Word文档格式.docx
《自卸车检验规程Word文档格式.docx》由会员分享,可在线阅读,更多相关《自卸车检验规程Word文档格式.docx(40页珍藏版)》请在冰豆网上搜索。
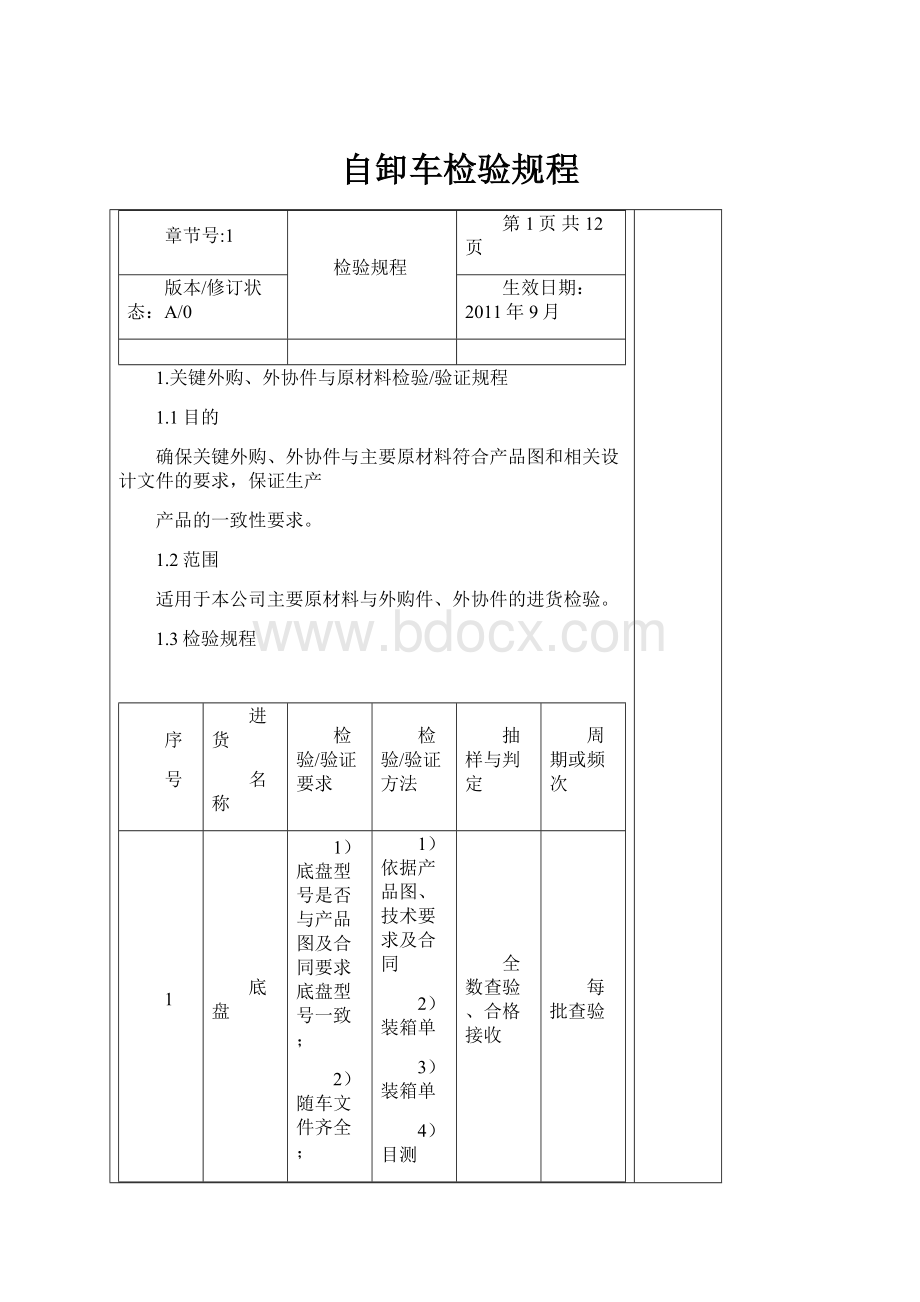
6)启车、行驶、制动试验
7)目测、圈尺
8)按技术文件
全数查验、合格接收
每批查验
2
泵、缸、阀
1)缸、阀型号是否与产品图及合同要求型号一致;
2)随机文件及合证
3)外观质量(无脱漆、锈蚀、裂痕、划伤等)
4)启动压力、密封、耐压试验
3)目测
4)依相关标准及技术条件(由供方提供)
1、2、3项全数查验、合格接收
4)由供方每半年提供一份相应项目检测报告
3
高压油管
1)合格证、规格型号、外观质量、标识高压油管
2)耐压试验
1)依据产品图、技术要求及合同。
目测外观质量
2)依相关标准及技术条件(由供方提供)
1项全数查验
2由供方每半年提供一份相应项目检测报告
4
后翻座
1)合格证、规格型、外观质量、(有无锈蚀、裂痕、划伤等)
2)几何尺寸
2)供方产品图
1)全数查检
2)抽样合格接收
1)合格接收
2)抽验50%,一件不合格全验。
1、2、3
第2页共12页
检验/验要求
5
灯具
1、合格证、规格型号、外观质量
2、出公司检验报告
查验试验报告、合格证、规格型号、目测外观质量
每20套抽查1套,手续齐全、外观质量合格接收,否则拒收
6
型钢
及扳材
1、产品质量证明书、规格型号外观质量(有无锈蚀、尺寸等)、进货数量
查验质量证明
书、查验规格型号、实测进货数量、目测外观质量
7
电焊条(丝)
1、合格证、规格型号、外观质量、包装标识、工业产品生产许可证
查验检验报告、合格证、规格型号、包装标示、生产许可证编号、目测外观质量
每10箱抽查1箱中的任一最小包装单元,手续齐全、包装标识、外观质量合格接收、否则拒收
注:
a)货物供应商如有质量体系认证证书或产品认证证书优先选择
b)当进货检验由供应商完成时,就对供应商提出明确的检验要求,具体见《采购控制程序》。
2、外购(协)件检验/验证内容与要求
2.1外购(协)件的采购执行《采购控制程序》
2.2外购(协)件进公司后由采购科填写《进货验证通知单》,报质检部进行进货验证。
2.3进货验证内容和要求按《关键外构件与主要原材料检验/验证规程》执行。
2.4外购件、外协件进公司后,除进行验证外,质检部要对所进外购(协)件必要的物理测试。
2.5外购件、外协件和关键原材料进公司后,除进货验证外,每年要进行确认检验,确认检验项目和
内容按4.3执行
3、主要外购(协)件确认检验项目和内容(供应商对所提供产品的检验内容与要求)
3.1型材
检验项目:
3.1.1化学成分
3.1.2力学性能
3.1.3冷弯180度
3.2泵、缸、阀、油箱、油管、传动轴
3.2.1供方首次所供的缸、泵、阀、油箱、油管、传动轴,须提供产品技术参数及产品型式检验报告。
3.2.2每件产品应标明制造厂厂名或商标、规格、制造日期和检验标记,并与产品的合格标识相符。
3.2.3表面应涂漆均匀,无磕碰伤、变形、锈蚀等缺陷。
3.2.4所有端口运输过程中应密封,禁止外露。
3.2.5油管外观无起鼓、裂纹、划伤等缺陷。
3、4、5、6
第3页共12页
3.3三角臂及拉杆
3.3.1尺寸加工及重点受力部位焊缝的焊角高度须符合技术图纸要求。
3.3.2各焊接部位焊缝表面平整、均匀,无偏焊、漏焊、气孔、飞溅等缺陷。
3.3.3表面应涂漆均匀,无磕碰伤、变形、锈蚀等缺陷。
3.4翻转轴及轴套
3.4.1对试用的翻转轴、轴套材料送到公司指定的检测机构进行化学成份、机械性能和表面硬度检定,使用中存在质量缺陷时随时送检。
3.4.2尺寸加工须符合技术图纸要求。
3.4.3翻转轴须经调质处理,使用硬度计检测其表面硬度,硬度要求HB230~250。
3.5翻转座、支撑座
3.5.1每批进货须附带材质化学分析报告单。
3.5.2铸件尺寸须符合技术图纸要求。
3.5.3外观无砂眼、气孔等缺陷。
3.6侧标志灯配光性能
3.6.1光色和色度特性
3.6.2光电参数
3.6.3配光性能
3.6.4检验依据:
GB18099-2000
3.7非三角后回复反射器
3.7.1光度和色度特性
3.7.2光度
3.7.3检验依据:
GB11564-1998
4、进货检验/验证和确认检验的抽样和判定
4.1进货验证为全数验证,需对外观项目和物理特性进行测试时,其抽样执行1.3
4.2确认检验委托供应商完成,检验项目和判定规则执行3规定;
4.3进货验证的判定按2执行,确认检验的判定按相关标准执行。
4.4经检验/验证合格后,通知管库员,方可入库,若发现某些原材料不合格时可重新取要验证,
复验合格,可按合格处理。
如不合格,判为不合格,由供销部门退货处理。
4.5确认检验的周期和频次执行《关键零部件和材料检验/验证和定期检验控制程序》
5、重点工序检验规定
5.1各重点工序必须设置质量监控点,配置必要的检测仪器和设备
5.2各重点工序完工后由工作人员自检,自检完成后由车间质检员验收检验。
5.3车间质检员验收完成后,签署意见,合格者转入下一道工序,不合格者由车间质检员提出整改
或返工意见后报车间主任,属质量事故的按《质量事故管理制度》有关规定处理。
5.4自检或检验原始记录的保管改正或归档执行《文件控制程序》。
5.5重点工序的检验内容和方法执行。
6、半成品检验规程
6.1目的
判定半成品是否符合产品图和产品的技术要求,检验生产过程是否满足工艺要求。
6.2范围
适用与自卸车过程中的半成品检验和控制.
6.3内容:
半成品名称:
第4页共12页
1、副车架总成
序号
检验项目
标准要求
检验方法
判定原则
纵梁形位要求
1)挠度:
在任意1000mm的长度上≤2mm,在全长上为其长度的1‰,挠度≤5。
2)弯度≤2/4000
3)两纵梁高度差1。
1)用Φ0.3钢线拉直,加标准垫板,钢板尺测量2)钢板尺、塞尺。
超差校正后复检
左、右纵梁后翻转轴孔、稳定架支架
1)同轴度≤φ1
2)平行度≤1
3)间距L±
平台、钢卷尺、心轴
后翻转轴管
1)垂直度≤1
2)对称度为1
钢卷尺、心轴、角尺。
超差矫正后复检
副车架总体尺寸
1)长度L±
2)宽度B≤3
3)对角线允差≤3
4)平面度为3
5)横梁与车架对称面垂直度<1/1000
钢卷尺、心轴、角尺、塞规、打绞法
超差后复检
焊接质量
焊缝平整均匀,呈鱼鳞状,不得有裂纹、脱焊、弧坑,每300mm内,不允许有>Φ2mm不多于两处气孔、夹渣,并除净焊渣、锈蚀
目测、焊角尺
超过标准可以铲去重焊,复验
2、车厢前板总成
前板外尺寸
宽2300
高H±
长L±
板厚δ
对角线允差≤3
卷尺
油缸中心与前栅板下边沿距离
h±
0.5
卡尺
超差不合格
举升缸上支承两排φ17孔对称中心线与栅板宽度中心线
对称度≤1
钢卷尺测量
板平整度
无明显凸凹,平面度≤3
目测、打绞法
不合格整改
焊接质量
焊道平整、光滑,不得有裂纹、气孔、气泡、夹焊穿、夹渣、脱焊、漏焊
不符合标准处整改后方可涂喷防锈漆
表面处理质量
除锈干净、焊口磨平,表面无麻点、焊渣
目测
第5页共12页
3、车厢侧板总成
侧板外形
前立柱处高H1±
后立柱处高H2±
侧板厚δ
钢卷尺、直尺
侧板平整度
不符合标准处整改后方可涂喷防锈
表面处理
4、车厢后边板总成
后板外形
2;
钢卷尺与专用检具测量
超公差为不合格
5、车厢侧、后加高板总成
加高板外形
第6页共12页
6、车厢底板骨架总成
底板外形
宽B±
对角线允差≤5
1、挠度:
在任意1000mm的长度上≤2mm,在全长上为其长度的1‰,挠度≤5
2、弯度≤2/4000
3、两纵梁高度差1。
1)用Φ0.3钢线拉直,加标准垫板,钢板尺测量2)钢板尺
防摆架架上横梁与纵梁对称线
垂直度≤1
钢卷尺、直角尺
无明显凸凹,平面度≤4
7、副车架总成和车厢底板骨架总成组装
小后悬尺寸A
翻转座高度H
小后悬A±
对称度及间隙
1、车厢对车架的对称度≤2;
防摆架对称度≤3。
2、车厢纵梁与车架纵梁应贴合,允许连续间隙≤800,最大间隙为2,接触面≥85,
3、翻转座500范围内不允许有间隙
1)塞尺,卷尺2)钢板尺,直角尺
平稳架上横梁与后翻转梁
平行度≤2
副车架与底板骨架连接
螺栓连接牢固,无松旷现象
目测、
第7页共12页
2012年9月
8、车箱总成
车厢外形
5;
对角线允差≤6
前板与底板组焊
1、前板与底板垂直,垂直度≤32、2、油缸支架孔中心线与纵梁中心线对称度≤1
3、车厢内部长度尺寸Lˊ±
钢卷尺、线坠、直角尺、板尺。
侧板与底板前板组焊
1、侧板后端与底板后端对齐并垂直,垂直度≤10。
2、保证内部宽度Bˊ±
4。
高度H±
边板侧门装配
与立柱、车厢纵梁、车厢上横梁之间均匀间隙≤3
钢板尺测量
后边板装配要
后边板偏斜≤5
钢板尺、线锥
底板平整度
无明显凸凹现象、平面度≤5
装配质量
1、后边板开闭灵活,摆动自如,焊接牢,无松旷现象。
2、与底板之间,后立柱之间,间隙不大于3mm。
3、侧板与底板垂直,允差≮10
1、试开启摆动自如,无卡滞,逐件检
2、塞尺测量
3、铅垂
8
不符标准处整改后方可涂喷油漆
9
9、油缸总成及油缸支座总成与车厢、车架组装
油缸位置精度
1、对称度:
油缸中心线对侧板对称度5,对付车架对称度2。
2、垂直度:
油缸垂直底板,与前板平行,平行度10
超公差调整热
油缸支座及支架总成
1、上下支架与油缸贴合,允许每侧间隙≤2。
2、限位块应与支架无间隙贴合。
3、油缸支座孔与副车架对称度≤2
目测、塞尺。
直角尺、钢卷尺
超差为不合格
螺栓扭矩
扭矩≥205Nm
力矩扳手
不合格调整复检
7.1目
验证加工生产过程是否受控,生产加工产品是否满足产品图及技求要求。
7.2范围
适用于本公司加工生产的自卸车的例行检验。
7.3检验内容
7.3.1产品生产加工完成后,进行例行检验,例行检验为100%检验,完成后,不再进一步加工。
7.3.2具体检验内容见下表:
例行检验表
外观质量
外观平整,对称、无明显的扭歪斜,无可见垂坑、焊渣、集瘤、烧穿、未焊透、气孔夹渣等缺陷。
超差整改
附件
1)各运动关节处油嘴齐全、有效,注满油脂
2)液压管路及控制气路走向一致、合理、固定可靠,相邻线卡距离≤1000,不得有渗漏、松动、干涉等。
3)电线接头牢固,装有绝缘套,穿过金属孔处有保护套,相邻线卡距离≤1000
4)备胎安装可靠、拆装方便。
在车辆横向的宽度不得超过2500。
1)安全支架安装牢固、可靠。
外廓尺寸
符合GB1589-2004的要求
15
10
20
铅锤、吊线、圈尺。
副车架装配
1)副车架纵梁与底盘车架纵梁紧密贴合最大间隙≤2。
纵梁中心线对称度≤2
2)副车架每侧的连接扳与底盘车架贴合紧密、牢固。
3)副车架的连接件在重载的情况下与底盘相关件不得发生干涉。
塞规
直角尺、卷尺
第8页共12页
10、油漆
油漆涂层
漆膜光滑平整,饱满,色泽均匀无花脸,,无污垢,不允许有针孔、麻点、颗粒、桔皮、流挂等缺陷。
1)对于车厢的底板骨架、侧边板、后边板、前栅、副车架、挡泥板等外露面要求:
底漆厚度≥25μm,面漆≥30μm,硬度H,附着力≤1级。
2)对于车厢内表面、车厢底、副车架等内藏面要求:
底漆厚度≥20μm,面漆≥30μm,硬度HB,附着力≤2级。
涂层厚度测试仪测量涂层厚度,目测外观
超范围不合格
11、车厢、车架组合与底盘装配
外形尺寸
20,宽B±
5,高H±
钢卷尺
副车架纵梁与底盘纵梁间隙
副车架纵梁与底盘纵梁应紧密贴合,允许局部间隙<1;
连续长度<500,结合面≥90%
对称度、倾斜度
1、副车架纵梁与底盘纵梁宽度方向上平齐,两中心线偏差<1.5。
2、边板内侧对底盘车架外侧两侧允差10。
3、整车左右平整不歪斜,底板左右离地高度≤25。
箱板左右垂直偏差≤25。
目测、直尺、角尺、钢卷尺。
运动干涉
1、油缸支座总成及连接件、油管等与换挡杆间隙>45。
2、与底盘制动气室高度距离>100-130。
3、轮胎跳动量>200-220。
直尺、角尺、钢卷尺。
超差为不合格整改复检
M14≥135Nm、M16≥205Nm
M18≥265Nm,M20≥410Nm
不符合标准处整改后方可涂喷油漆
7产品例行检验规程
7.1目的
2)安全支架安装牢固、可靠。
4)副车架纵梁与底盘车架纵梁紧密贴合最大间隙≤2。
5)副车架每侧的连接扳与底盘车架贴合紧密、牢固。
6)副车架的连接件在重载的情况下与底盘相关件不得发生干涉。
3)安全支架安装牢固、可靠。
7)副车架纵梁与底盘车架纵梁紧密贴合最大间隙≤2。
8)副车架每侧的连接扳与底盘车架贴合紧密、牢固。
9)副车架的连接件在重载的情况下与底盘相关件不得发生干涉。
第9页共12页
1)
 升级会员
升级会员 