焊接施工方法及注意事项范本Word文档下载推荐.docx
《焊接施工方法及注意事项范本Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《焊接施工方法及注意事项范本Word文档下载推荐.docx(3页珍藏版)》请在冰豆网上搜索。
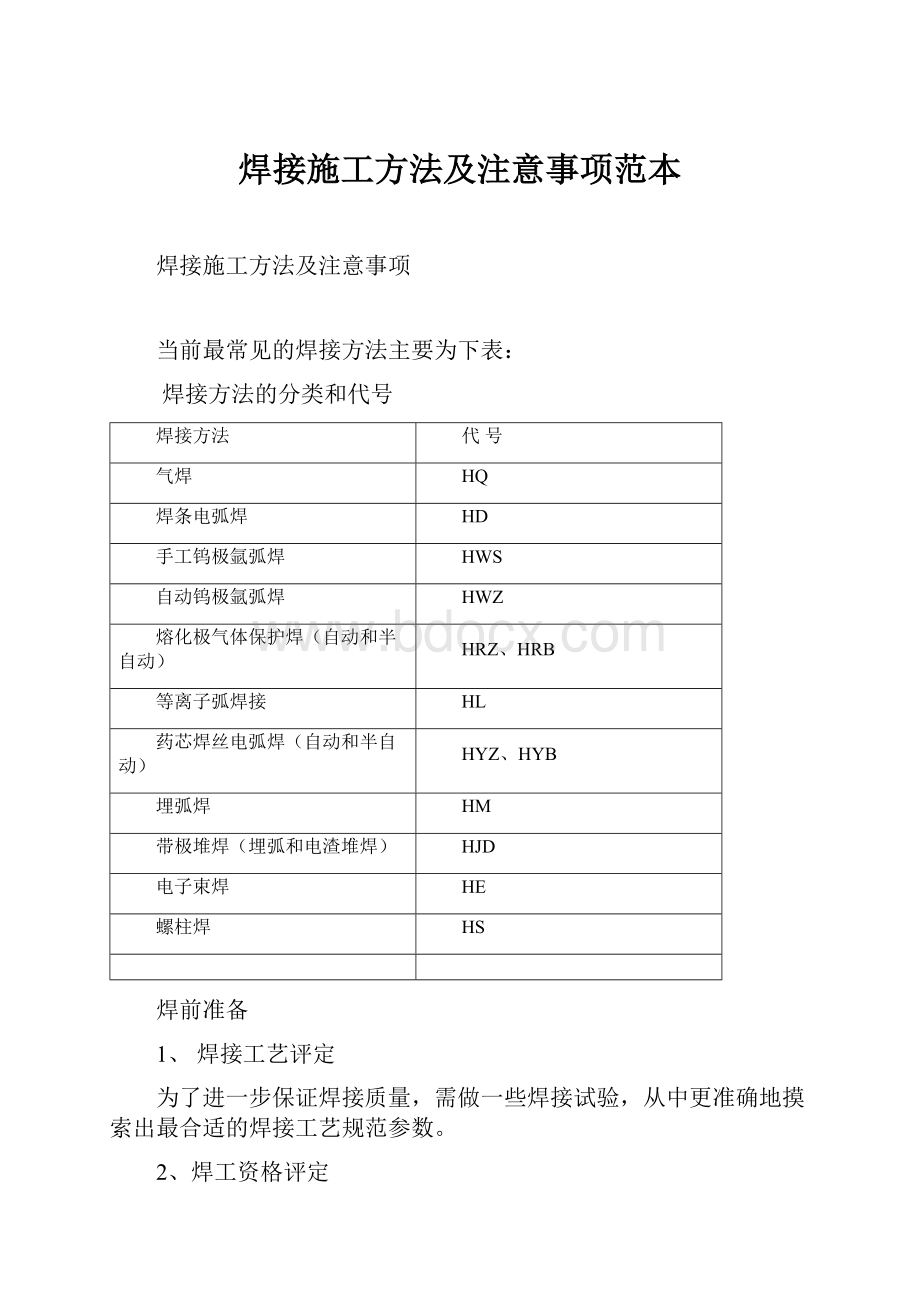
代号
气焊
HQ
焊条电弧焊
HD
手工钨极氩弧焊
HWS
自动钨极氩弧焊
HWZ
熔化极气体保护焊(自动和半自动)
HRZ、HRB
等离子弧焊接
HL
药芯焊丝电弧焊(自动和半自动)
HYZ、HYB
埋弧焊
HM
带极堆焊(埋弧和电渣堆焊)
HJD
电子束焊
HE
螺柱焊
HS
焊前准备
1、焊接工艺评定
为了进一步保证焊接质量,需做一些焊接试验,从中更准确地摸索出最合适的焊接工艺规范参数。
2、焊工资格评定
焊工需按劳动部制定的《锅炉、压力容器焊工考试规则》进行培训考核:
a、从事钢结构焊接的焊工必须具有相应厚度的全位置电弧焊合格证。
b、从事碳钢管焊接的焊工应具有氩电联合焊或氩弧焊全位置合格证。
c、从事不锈钢管焊接的焊工应具有氩弧焊或氩电联合焊全位置合格证。
焊工具有以上所述合格证后,在焊接正式产品以前,必要时尚需经业主认可方许正式上岗操作。
2、焊材的验收及保管
施焊产品用焊材(包括焊丝、焊条)在使用前必须认真地进行验收。
所有焊材必须外部包装完好,质保书齐全且完全符合有关标准时方可入库。
否则应对该批焊材进行一系列复验试验,确认合格后才可使用。
产品焊接操作
1、焊条的烘干发放
焊前焊条应按其说明书规定的温度烘干,不同牌号的焊条不得混杂一起烘干。
焊工领用焊条时不得互相代领,每次领用的焊条数量最多不得超过半个工日所需,且每次只能领用一种牌号的焊条。
焊条领出后存放在保温筒内,用一根取一根。
焊丝在施焊前应用丙酮认真地擦洗干净,显露出金属光泽。
2、施焊环境要求
产品施焊时如遇到下列情况之一,必须采取特殊措施,否则禁止施焊。
1、环境温度
碳钢:
低于-5℃
不锈钢及合金钢:
低于0℃
2、风速:
氩弧焊:
不小于2m/s
电弧焊:
不小于10m/s
3、干湿度:
不小于90%
4、下雨或下雪天
3、坡口的加工
坡口型式及尺寸参照GB985-88《手弧焊接接头基本型式和尺寸》执行。
 升级会员
升级会员 