煤粉气流床汽化炉在沥青拌合站上的应用Word文件下载.docx
《煤粉气流床汽化炉在沥青拌合站上的应用Word文件下载.docx》由会员分享,可在线阅读,更多相关《煤粉气流床汽化炉在沥青拌合站上的应用Word文件下载.docx(15页珍藏版)》请在冰豆网上搜索。
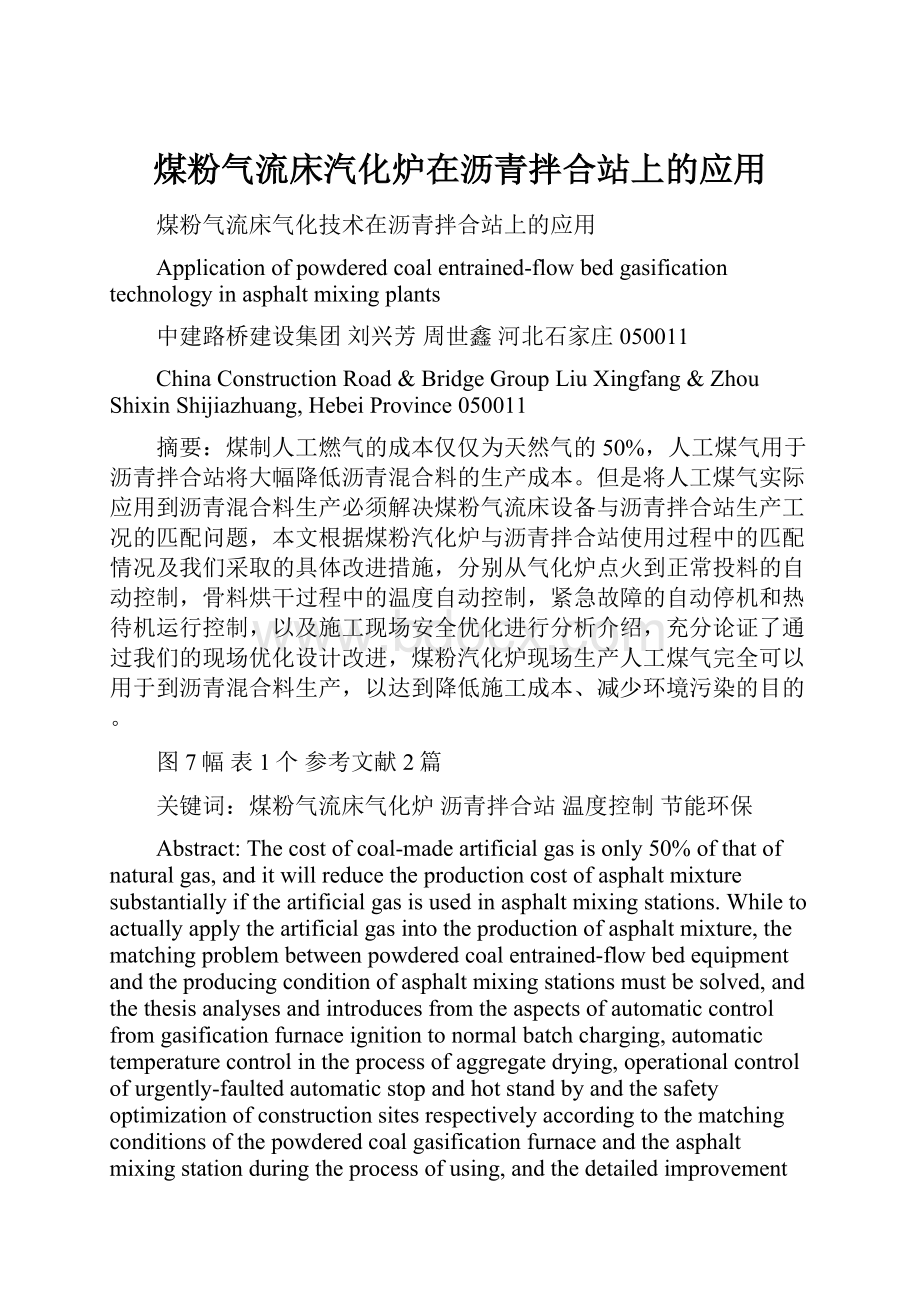
固定床
流化床
气流床
床层内平均温度(℃)
800~1200
(有明显温度梯度)
900~1000
(炉内温度梯度小)
>
1200
煤料炉内停留时间
>30min
数分钟
几秒钟
气化剂在炉内停留时间
1~2s
数秒钟
<
5秒钟
给料方式
间歇循环
连续
煤种粘结性要求
很严格
低粘结
不严格
煤种活性要求
高活性
备煤要求
用无粘结性的白煤或经脱气、脱油的半焦或焦炭筛分出25~75mm块煤或用白煤粉、焦粉做成型煤
用高化学活性(900℃时的活性>65%)煤破碎成粒径<的碎煤粉
用热值>23MJ/kg的煤破碎成粒径<0.1mm的粉煤
加压运行难度
较难
一般
容易
单程碳转化率
80%
80~90%
99%
焦油含量
大
无
出口飞灰含量
小
但是在将煤粉气化炉实际应用到沥青混合料生产还急需解决三个问题:
第一使煤粉气流床设备与沥青拌合站生产工况的匹配;
第二高温烟气的脱硫,使烟气排放达到国家环保要求;
第三就是在现有基础上提升碳转化率,减少燃料浪费,降低燃料成本;
为了更好地解决以上三个问题,2013年8月河北路桥集团有限公司与浙江赤道筑养路机械有限公司针对粉煤气流床技术在沥青搅拌站上的应用进行了详细调研和可行性评估,随后签订项目研发合作协议。
浙江赤道筑养路机械有限公司主要负责汽化炉内脱硫技术研究、和提高碳转化率研究,河北路桥集团有限公司以汽化炉在沥青拌合站上应用适应性研究改进为主。
2.骨料烘干控制系统与气化炉控制联动即骨料温度自动控制
沥青拌合站骨料烘干作为一个大的系统,不仅仅需要气化炉单体设备的稳定工作,同时也需要和整个沥青拌合站控制系统实现自动控制,这是保证整个系统操控性和安全性的重要组成部分,所以气化装置和骨料烘干的设备联动,实时自动温控是人工煤气用于沥青混合料生产的一个重要课题,力求达到气化炉从点火升温到正常投料、再到骨料的温度调节全部实现自动控制。
2.1气化炉点火到正常投料的自动控制
气化炉点火主要发生C+O2=CO2反应,根据煤粉不同燃烧场合的燃烧特点,一般氧气留有一定的富裕系数,来保证燃烧的充分。
氧气过少燃烧不充分气化炉升温较慢,且烟道尾气会冒黑烟;
氧气过量也会导致气化炉内空气携带出的热量过多而升温过慢。
所以适当合理的富裕系数才会使气化炉内即燃烧充分,又能快速升温。
根据以往气化炉运行的特点,氧气的富裕系数一般设置在1.3~1.4之间。
理论上每公斤煤粉需要8m3空气来充分燃烧,所以气化炉通入的空气量应该控制在10.4~11.2m3之间,在这个供气范围内是能够实现煤粉完全燃烧并且通入空气不至于严重过量而影响气化炉升温的。
原有的气化炉仪器仪表控制,煤粉计量主要通过变频调节拨料器的转速来控制煤粉的输送量,通过变频调节风机的转速来调节进风量。
尽管理论上电机的转速和煤粉及风机的风量成线性关系,但是由于非绝对直线关系,所以在实际运行中特别是点火初期还是很难自动调节两者的配比。
为了实现气化炉点火阶段的自动控制,我们的改进方案是:
采集燃烧后烟气的氧含量,通过氧含量的实时数据及时调节煤粉电机转速和进风风机的电机转速,使烟气中的氧含量一直保持在合理范围。
具体实施的技术措施为:
在气化炉的排气烟道上装一个氧含量探测仪,氧含量探测仪测量的数据实时反馈给控制模块中,控制模块根据采集的数据和设定的数据进行对比,如果数据偏离了设置数据则对煤粉拨料器的电机频率或进风风机的电机转速进行调节,直到达到设定的范围。
根据气化炉实际运行状况,设定的数据可以微调。
2.2骨料烘干过程中的温度自动控制
项目实施初期,骨料烘干过程中主要根据骨料的进料速度参照尾气温度参数来控制气化炉的投煤和送气量,同时还包括高温合成气的助燃风。
三个电机均采用变频控制,利用风机的转速来调节进煤量和进风量。
以上技术方案从理论上即能实现骨料温度自动控制又能与汽化炉联动,但实施过程中发现存在致命的缺陷:
当骨料的干湿程度变化较大时,不能实现温度的自动控制(因为没有采集最直接的参数:
骨料温度,同样流量的骨料干湿程度不同,需要的人工燃气量不同)没有根据骨料温度的变化调节整体调节汽化炉的进煤量和进风量。
我们及时增加了骨料温度传感器,改为主要采用把骨料温度和尾气温度接入气化炉控制模块,根据测量温度和设定温度对比进行调节煤粉拨料器、气化风机和助燃风机的频率,达到所需要的要求。
即和燃烧重油的控制方式基本相似。
2.3紧急故障的自动停机和热待机运行控制
与钢铁、陶瓷、玻璃制造等行业的加热炉不同,沥青混合料生产骨料加热系统会经常人为或故障停机,紧急停机下的系统保护尤为重要,气化设备在煤制气反应过程中是高温设备,系统停机有一定的顺序和流程。
同时对于沥青搅拌站也会由于前场的需要暂停生产1~2h再继续生产,而气化炉不建议频繁的启停。
根据这种工况我们改进了汽化炉气化炉的热待机状态运行方案。
气化炉系统也做了紧急停机和热待机2套自动控制系统,煤转气控制系统接入时实现与沥青拌合站系统停机信号联动。
沥青拌合站一旦发生故障,气化设备自动切换至热待机状态;
气化设备故障,沥青拌合站启动紧急停机程序;
生产过程中沥青拌合站意外故障使用紧急停机控制程序;
当天生产结束运行待机运行程序。
这样在拌合站人为紧急停机、故障停机的情况下,杜绝安全事故发生,保障施工现场的人员及财产安全。
3.施工现场安全优化
人工煤气理论上是喷到滚筒遇空气即可自然,但特殊工况下(设备故障造成汽化炉工作不正常,不能产生合格的人工煤气,将直接向滚筒喷射热煤粉)存在巨大的安全隐患。
我们在滚筒端部增加火焰探测器与汽化炉控制模块连锁,喷出人工煤气,火焰探测器探测不到火焰时,汽化炉整体停止工作,进入待机状态,消除了汽化炉工作不正常向滚筒喷煤粉的情况的发生。
图1现场火焰探测器安装图
汽化炉运行过程中工作温度需要稳定在1100℃,所以气化炉运行过程中必须用循环的导热油来给炉壁散热,导热油循环压力的稳定性在运行过程中非常关键,尽管我们在设备安装时,对导热油循环系统进行了一系列的优化设计,但是没有考虑极端工况(停电、导热油泵故障等)导热油压力是炉壁散热的保障,在导热油压力不稳的情况下,气化炉内如果还在工作,将致使局部导热油瞬间升温太高,甚至发生安全事故。
生产过程中施工现场人员及时发现了这个巨大的安全隐患,我们及时在导热油循环系统安装了压力传感器与煤粉给料器和鼓风机互锁,一旦导热油压力不稳,煤粉电机和送风电机立即停止工作,做到了防患于未然。
4煤粉气化炉燃烧装置的组成
通过以上几个方案的设计,我们在骨料烘干与气化设备联动,实现实时自动温控是完全可以实施的。
通过工地生产实践证明气化设备与沥青拌合站的骨料加温系统的自动联动是完全可以实现的。
4.1整体组成
用于沥青搅拌站的粉煤空气气化系统主要由气化炉系统、柴油点火系统、煤粉输送系统、导热油循环系统、燃烧器系统、高温脱硫等六部分组成。
图2粉煤空气气化系统设备图
4.2粉煤空气气化装置的各系统介绍
4.2.1气化炉系统
气化炉系统:
气化炉本体、烟道、气化风机、助燃风机、底部烧嘴风机、捞渣机、空气预热器、若干仪表、管道及平台等。
Ø
烟道:
输送煤气至燃烧器。
助燃风机:
离心式风机,为煤气提供助燃风。
气化风机:
离心式风机,为煤粉气化提供助燃风和气化剂。
底部烧嘴风机:
涡旋风机,为气化炉底部烧嘴提供气化剂。
捞渣机:
捞出渣池内残余煤灰和细渣。
空气预热器:
置换导热油中热量,将空气预热,利于燃烧和气化反应,节约能源。
图3气化炉系统现场设备图
4.2.2柴油点火系统
柴油点火系统:
柴油箱、柴油泵、输油管道、油压变送器、电磁阀、高能点火器等。
柴油箱:
储存柴油。
柴油泵:
输送柴油。
油压变送器:
向操作界面提供油压信号。
高能点火器:
点燃柴油。
4.2.3煤粉输送系统
煤粉输送系统包括:
煤粉仓、布袋除尘器、除尘风机、流化风机、煤粉吹送风机、螺旋泵、星型拨料器、煤粉输送管道、电动葫芦、振动电机、若干仪表、管道及平台等。
除尘风机:
离心式风机,除尘引风。
脉冲除尘:
压缩空气固定周期吹扫布袋。
流化风机:
涡流式风机,流化煤粉仓底部煤粉,使煤粉顺畅流动。
煤粉吹送风机:
罗茨式风机,吹送煤粉进入气化炉内。
螺旋泵:
输送煤粉至吹送处。
电动葫芦:
提升煤粉加入煤粉仓。
给料阀:
通过改变其频率调节煤粉输送量。
4.2.4导热油循环系统
导热油循环系统包括:
高位槽、低位槽、储油槽,热油循环泵、导热油压力控制器、柴油机热油循环泵(备用)、油过滤器、若干仪表、管道和阀门等。
热油循环泵:
导热油闭路强制循环的动力,柴油机为备用。
高位槽:
也叫膨胀槽,作为最高点导热油注油及温升膨胀储油。
低位槽:
储存导热油的储罐。
4.2.5燃烧器系统
燃烧器系统包含重油燃烧器和粗煤气燃烧器两部分,两部分一体化设计,运行时可以分别切换运行。
包含:
重油枪、打火电机、乙炔喷枪、助燃风机及粗煤气燃烧器组成。
重油枪:
采用压缩空气雾化,为燃烧器提供燃料
打火电机:
点燃乙炔气
乙炔喷枪:
输送乙炔,起到点燃重油的作用
为燃烧器提供助燃风
粗煤气燃烧器:
气化炉产生的粗煤气的燃烧设备
图4燃烧器系统现场设备图
4.2.6高温脱硫系统
高温脱硫系统其设备和煤粉输送设备相似,只是所输送的介质不同。
其包括:
碳酸钙粉仓、布袋除尘器、除尘风机、流化风机、碳酸钙粉吹送风机、螺旋泵、星型拨料器、输送管道、电动葫芦、振动电机等。
涡流式风机,流化粉仓底部矿粉,使其顺畅流动。
吹送风机:
罗茨式风机,吹送矿粉进入气化炉内。
输送矿粉至吹送处。
提升矿粉加入煤粉仓。
通过改变其频率调节矿粉输送量。
5.煤粉气化炉燃烧系统的整体性能
河北路桥集团有限公司与浙江赤道筑养路机械有限公司针对粉煤气流床技术在沥青搅拌站上的应用示范项目,2014年5月1日投产,到2014年10月30日工程结束,生产沥青混合料12×
104t,生产实践已经证明:
该装置完全可以满足沥青混合料生产的工况要求。
本系统具备以下特点:
●开机启动快,关闭简单,一键操作
本系统设置了全自动的点火与产气工作程序,全过程只需要10~15min,能够满足沥青搅拌站的开机需要。
每次开机点火时柴油点火,自动电子打火,操作简便,每次点火仅需要耗费6~8kg柴油。
气化炉开机启动无需任何预热装置,生产的高温煤气进入煤气燃烧器时,无需点火,在燃烧器内遇到助燃风后就会自动开始燃烧。
关机更加简单方便,全自动关闭程序,一键即可关机。
图5为气化炉温度控制电脑操作页面。
图5煤粉气流床气化炉温度控制系统操作界面
●负荷调节能够满足沥青搅拌站的工况要求
本系统正常工作时气化炉的煤气负荷可以在30~120%范围内自由调节,以适应沥青搅拌站设备产量的变化。
调节产量时,只需点击控制系统中的火力调节按钮,就可以调节火力大小,调节简单方便。
同时也可以根据骨料温度自动控制模式,设置成自动控制火力的大小。
同时为了满足沥青搅拌站有时需要暂停3h以内的情况,本系统还配备“热待机”功能,气化炉进入热待机状态后,只需要50~100kg/h煤粉,一直维持气化炉内温度,保持开机的状态。
当需要重新开机生产时,只需要按下“恢复生产”按钮后,系统1min内即可恢复原来的生产状态。
图6为汽化炉负荷调节操作界面。
图6气化炉负荷调节界面
●采用油气二用的燃烧器,便于各种工况下的操作
本系统为了更好地满足客户需求和特殊情况的发生,特别配备了经过特殊设计的油气二用燃烧器,该燃烧器即用人工煤气作燃料,也可以重油做燃料,还可以两种同时燃烧,确保生产的连续性。
经过现场运行,本燃烧器工作时不会出现回火,断火显现,安全可靠。
同时该燃烧器无论燃烧何种燃料,都拥有很高的燃烧效率。
●节约燃料成本
根据我公司正在运行的项目统计,加热每吨石料基本需要8~9kg煤粉,费用在9~10¥/t(包含每次点火所需大约6Kg左右的柴油成本)相比重油的20~25¥/t,成本降低50%以上。
●减少沥青站除尘布袋污染、延长布袋使用寿命
在燃烧重油时候,由于市场上的重油品质参差不齐,燃烧器的雾化性能也导致重油燃烧不充分,一些未燃尽的油滴颗粒就会污染除尘器的布袋。
使用粉煤气化制备的燃气,燃烧后清洁干净,不存在着会污染过滤布袋的油滴,因此能延长布袋的使用寿命。
根据我们公司的试验情况,使用本系统沥青搅拌站的布袋比烧重油的搅拌站使用寿命会增加1~2倍时间。
●清洁环保
沥青搅拌站配套的粉煤气化及其燃烧设备从设计到制造始终追求清洁环保的理念,每个细节,每个机器都完全达到环保要求,整机系统无粉尘泄露点,运行时清洁干净。
同时本系统使用低硫碳,经过炉内部分脱硫,与重油的含硫量(3~5%)相比,煤气中的含硫量大幅度降低,基本可以与天然气媲美。
由于本系统是在还原条件下运行,系统中产生的氮氧化物非常低,完全达到环保要求,所生成的合成气为氢气和一氧化碳及少量甲烷,不含焦油等污染成分。
●液态排渣,对水质、土壤无任何污染
本系统煤中的灰分在气化炉内在高温下是以液态的形式排到气化炉的渣池内的,渣池内盛满了水,液态渣掉入水后马上激冷形成玻璃质的煤渣,通过捞渣机排出炉外。
经过化验,渣池内水质无任何污染,且可以循环利用,不会对水质和土壤造成任何污染。
图7为气化炉内排渣实物照片:
图7气化炉内排渣图片
6小结:
通过我们与浙江赤道筑养路公司在河北京石高速改扩建工地,的现场实践证明:
利用煤粉气流床设备现场生产人工煤气,直接用于沥青拌合站沥青混合料生产,通过对煤粉气化设备的简单改进,完全可以根据沥青拌合站的骨料加温要求现场生产人工煤气,实现沥青拌合站骨料烘干系统与气化设备的联动,实现自动温控的联动控制。
这不仅可以达到降低施工成本的目的,生产过程中有害气体的排放量大大降低,完全满足国家对工业窑炉要求的排放标准,对水源、土质也不会造成任何污染。
参考文献:
1王昌遒;
;
人工煤气国家标准修订中的几个问题[A];
天津市土木工程学会第七届年会优秀论文集[C];
2005年
2
付玲;
付长亮;
壳牌煤气化技术及其在国内的应用实践[J];
河南化工;
2007年04期
3
韩梅,吴国光;
气流床干煤粉气化技术的发展[J];
洁净煤技术;
2004年01期
4
唐宏青;
Shell煤气化工艺的评述和改进意见[J];
煤化工;
2005年06期
5
于广锁,牛苗任,王亦飞,梁钦锋,于遵宏;
气流床煤气化的技术现状和发展趋势[J];
现代化工;
2004年05期
6
王景超,张善元;
煤化工技术进展及其产业化现状[J];
2004年12期
7
杨金成;
强军锋;
田欣伟;
王晓刚;
彭龙贵;
樊子民;
聂丽华;
余竹焕;
煤新型气化技术的温度场研究[J];
西安科技大学学报;
2006年01期
8
龚欣,郭晓镭,代正华,于遵宏,吕传磊,赵瑞同,路文学,韩飞,郭宝贵,张鸿林,贺克农,赵柱,孙铭绪,黄信良,谭可荣;
自主创新的气流床粉煤加压气化技术[J];
大氮肥;
2005年03期
9
马兆芳,徐厚斌,单颜闻,张继宏;
气流床气化技术的现状及对比[J];
中氮肥;
10
李燕;
李文凯;
张建胜;
岳光溪;
吕俊复;
气流床气化炉水冷壁设计方案的水动力分析[J];
锅炉技术;
2008年04期
11
吴国祥;
Shell粉煤气化工艺运行问题探讨及改进思路[J];
广州化工;
2010年08期
12
张丽华,李东武,李钟模;
对影响煤类分测值精度的研究[J];
贵州化工;
2003年03期
13
牛玉奇;
段志广;
沈小炎;
Shell气化炉合成气冷却器积灰原因及应对策略[J];
化肥设计;
2009年04期
 升级会员
升级会员 