汽机本体检修操作试题Word文档下载推荐.docx
《汽机本体检修操作试题Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《汽机本体检修操作试题Word文档下载推荐.docx(16页珍藏版)》请在冰豆网上搜索。
分
标
准
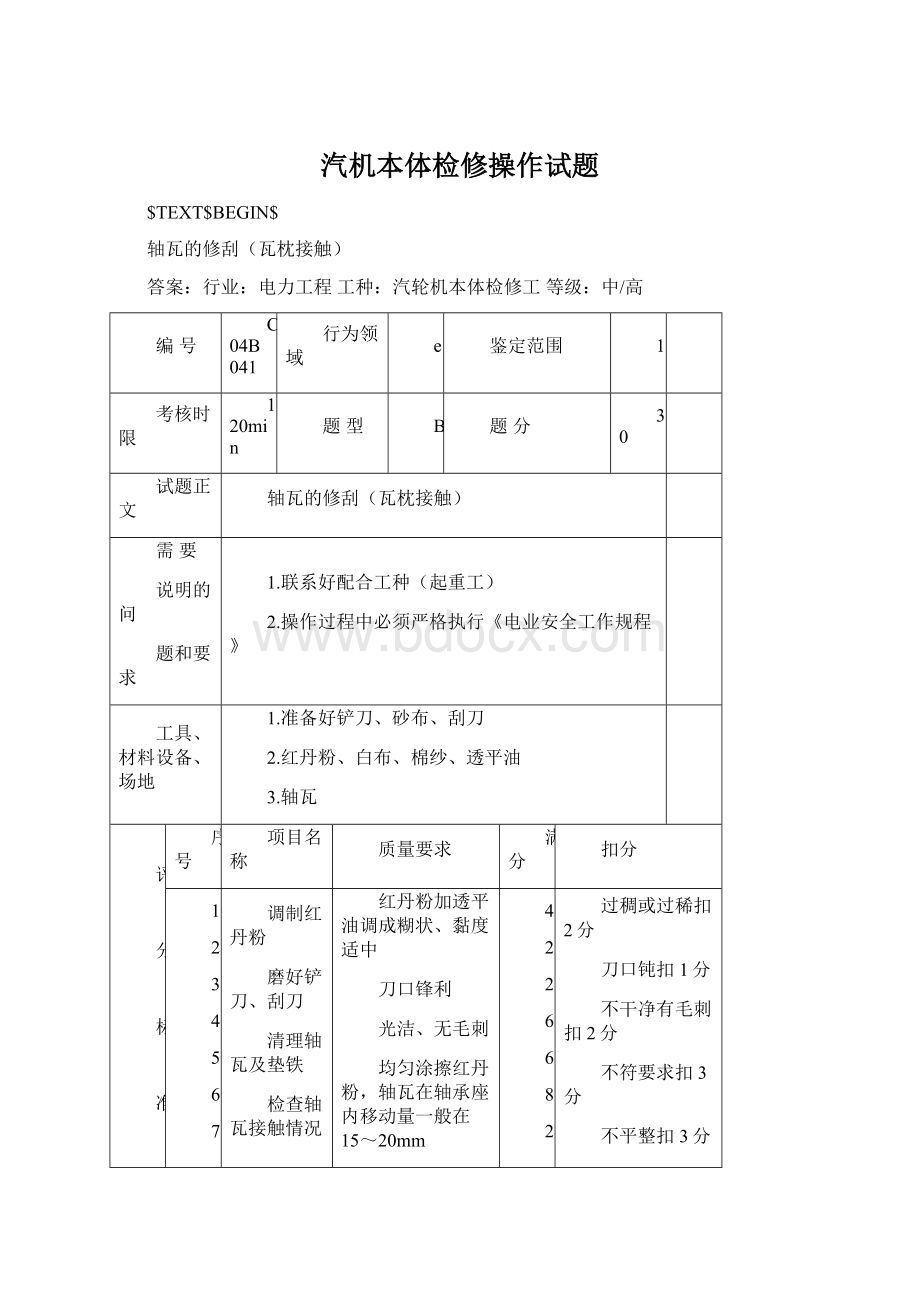
序号
项目名称
质量要求
满分
扣分
2
3
4
5
6
7
调制红丹粉
磨好铲刀、刮刀
清理轴瓦及垫铁
检查轴瓦接触情况
研刮轴瓦
重复4,5步骤,直到符合要求
施工场地文明生产情况
红丹粉加透平油调成糊状、黏度适中
刀口锋利
光洁、无毛刺
均匀涂擦红丹粉,轴瓦在轴承座内移动量一般在15~20mm
根据接触情况,铲去高点
接触面不小于75%,且分布均匀
干净整洁
8
过稠或过稀扣2分
刀口钝扣1分
不干净有毛刺扣2分
不符要求扣3分
不平整扣3分
不符要求扣4分
杂乱、不干净扣1分
隔板找中心
C43B042
180min
1.要求独立完成
1.准备好扳手、内径千分尺、找中心专用架子、钢丝等
2.汽轮机转子、隔板
安装找中心专用架子
拉钢丝
根据油挡洼窝中心调整钢丝位置
准备内径千分尺
测量隔板左、右、下部洼窝中心
计算钢丝弧垂,修正上述测量数据(钢丝弧垂与真轴弧垂要修正)
安装牢固
钢丝两端不能接触轴承座
与中心调整好后的油挡洼窝中心一致
根据隔板内径更换千分尺加长杆,接好电源耳机,使千分尺碰到钢丝时形成回路
调整千分尺到能听到耳机时断时续电流声,记下此时千分尺读数
计算时要修正有关数据
10
架子松动扣2分
钢丝形成短路扣2分
中心不一致扣2分
千分尺不合要求扣2分
读数不准确扣5分
未修正扣6分
场地不清洁扣1分
汽缸隔板的检查整修
C43B043
2.独立完成操作,可安排配合人员一名
3.操作过程中必须严格执行《电业安全工作规程》
1.准备好常用工器具手锤、锉刀、角向磨光机等
2.准备好量具游标卡尺、长平尺、深度尺
3.准备好平光镜、手套、砂布、白纱带等
4.已解体吊出的隔板
做好记号,拆出隔板汽封块
清理、打磨隔板
检查隔板汽道、挂耳隔板接合面销子槽、底销等
测量隔板挠度值,并做记录
上、下隔板对合测量上、下隔板结合面间隙
隔板出汽边弯曲、毛刺、缺损等缺陷的处理
检查测量挂耳膨胀间隙
隔板不许直接与地面接触,应用胶皮或木板垫好
出汽边无裂纹、缺损、毛刺、卷边、砂眼,底销无磨损,隔板有无与转子摩擦痕迹
可仿照汽道形状做垫块,用手锤敲打,也可直接敲打,也可用烤把烤但温度不得超过100℃
上、下隔板与挂耳膨胀间隙a≥0.10~0.12b≥0.20~0.30
未做记号扣1分,拆下后未扎好和做标记扣0.5分
清理不好扣1分
检查不仔细有一处扣1分
测量误差每差0.02扣2分
方法不正确扣2分,整过头扣2分
场地不清洁、工具摆放杂乱扣2分
调速汽门检修方法
C43B044
1/2
120~240min
2.联系好配合工种(起重工、金属试验组)
3.操作过程中严格执行《电业安全工作规程》
1.常用工具活络扳手、手锤、凿子、铜棒等
2.砂布、二硫化钼粉剂、砂轮片、红丹粉、研磨砂等
3.深度尺、量缸表、千分尺(25~50mm,50~75mm)、游标卡(0~300mm)
4.已吊出的调速汽门
9
测量调速汽门的预启阀行程,检查预启阀阀线
检查调整汽门门芯、门座
打磨门杆、阀碟螺母、阀碟套筒、门套等处的氧化皮
测量调速汽门门杆弯曲值,测量门杆与门套间隙
清理打磨调速汽门高温紧固件
调速汽门汽室接合面研磨
调速汽门门盖、壳体检查
涂擦二硫化钼粉,组装
凡尔线完好,无缺损印痕
门芯与门阀线接触良好,必要时进行研磨
配合金属试验打磨,对紧固件进行超声波探伤和硬度试验
接合面无贯穿印痕
无明显缺陷、砂眼、裂纹
清理不净扣1分
测量不正确每误差0.01扣1分
打磨不干净扣1分
研磨后有贯穿印痕扣2分
场地不清洁、工具摆放杂乱扣1分
汽轮机通流间隙测量调整
C43B045
2/1
1.独立完成操作
2.联系好配合工种
1.塞尺、楔形塞尺、楔形游标卡、外径千分尺(0~25)
2.记录纸、铅笔
测量通流间隙,定好转子“0”位,测量转子的实际轴向定位尺寸
测量转子动叶片进汽侧叶根与叶顶的轴向间隙,并记录。
转子“0”位测完再测“90º
”通流间隙,方法同“1”
根据所测量的数据与修前和标准进行比较分析,确定是否需要调整
按质量标准调整通流间隙
定位按安装时或上一次检修要求
测量准确
通流间隙少量调整,可通过改变隔板轴向位置或车削隔板出汽边的顶和根部来进行;
调整量大,可通过调整转子的轴向定位的方法来实现
按图纸规定要求进行调整
定位尺寸不对扣4分
抽测几点,每错一点扣2分
调整方法不对扣8分,调整不到位每点扣2分
具有螺旋轴的盘车装置检修(解体,检查)
C43B046
1.常用工具三角刮刀、半圆锉、螺丝刀、钢字码、铜棒
2.红丹粉、白布、油石、棉纱头、软铅丝
3.专用拉马
4.盘车装置
拆盘车对轮螺丝和电机底脚螺丝,吊出电机
拆下盘车油管,行程开关,用拉马拉下盘车装置对轮
用盘车手柄将活塞弹簧压下,旋紧底部螺丝,将活塞弹簧压紧固定
拆出手柄销子,拉出手柄,拆联杆端盖和螺旋轴端盖,拆盘车上盖螺丝,吊出上盖并翻身,取出叉形联杆及二侧小套筒
拆小齿轮轴二端端盖及内外油挡和小齿轮,拆出轴承
吊出螺旋轴,拆除轴二端止动螺丝将圆螺母旋出,拆出轴承
检查齿轮接触情况,检查螺旋轴和叉形联杆
检查滑动啮合齿轮与螺旋杆接触情况
垫片妥善保管
防止弹簧弹出伤人
检查叉形联杆无变形
检查滚珠轴承保持架完整,滚珠无磨损
检查滚珠轴承保持架完整,滚珠无磨损,螺旋轴无裂纹无毛刺
齿轮啮合情况良好,涂红丹粉检查联杆完好
涂红丹粉检查,接触应良好
步骤不准确扣2分
弹簧未压扣2分
检查有遗漏每处扣1分
啮合不好未调好扣6分
联轴器的检修
C43B047
1.常用工具半圆锉、圆锉、可调铰刀
2.砂布、白布、油石
3.百分表及百分表架
拆卸联轴器前螺丝和垫片是否编号和做记号
清理检查联轴器,对于有波形节的联轴器还应检查波形节
清理检查修整螺丝螺帽
测量对轮晃度和瓢偏度,并记录
联轴器调整垫片检查
接合面是否光滑平整,应无裂纹,螺孔无拉伤、毛刺,固定螺栓不松动
螺丝表面光滑无毛刺、无裂纹、无拉毛和变形
测量正确
光滑平整无毛刺、无变形
12
未做记号和编号扣1分
毛刺未清除干净扣2分
计算不正确一点扣1分
有毛刺扣2分
划线并打样冲眼
C04A023
d
2h
A
20
1.按下图要求在钢板上划线并打样冲眼
2.要求安全、文明操作
划线工具和材料、量具、样冲、手锤、工作台和3mm钢板等
1.1
1.2
1.3
2.1
2.2
2.3
3.1
操作前准备
场地准备
工具、材料、量具准备
熟悉工作图
操作
按图划线
打样冲眼
操作后整理
场地、工具和量具整理
准备有序齐备
明确工作任务和技术要求
正确选择划线基准,划线方法和步骤正确,工具、量具使用方法正确
样冲眼疏密均匀、适当、排列整齐
曲线连接圆滑,划线误差不大于0.3mm
有序而完备
漏1项扣1分
工量具选用错误扣2分
工作任务和技术要求不清扣3分
基准选择错误扣5分,划线方法和步骤不正确、工具、量具使用方法错误扣1~5分
样冲眼排列不当扣3分
划线不圆滑连续扣5分,划线误差大扣1~5分
不进行现场清理扣2分
盘式密封瓦的解体
高
C03C051
4h
C
50
需要说明
的问题和
要求
1.自带常用检修工具、量具
2.专用工器具的准备
3.要求安全、文明操作
1.常用工器具、量具、专用深度尺2把、专用盒子
2.现场大小修机组
3.氢系统已倒氢
11
准备好工器具、量具、专用工器具、专用量具、盒子等联系好配合工种
根据修前漏氢情况决定修前是否做风压试验
拆卸压力表及表管、进出油管
拆卸外挡板
测量弹簧定位尺寸,做好记录
拆卸弹簧
拆卸上瓦壳
拆卸下瓦壳
密封瓦对口螺栓一般不拆,只需将瓦推离密封盘后检查密封面的情况,大修时可与发电机转子一起抽出
测量内油挡间隙,拆出内油挡,整理解体记录
清扫现场
准备充分
注意检查是否有漏泄部位,以便检修时重点处理
做好管口包扎工作
按规程操作
拆下弹簧和螺母放在特制的盒子内,并保证不混乱,逐只包好,做好记录,工艺规范,工序正确
工艺规范,工序正确
按规范操作
记录正确、齐全、整洁
漏一项扣2分
漏项、误判扣5分
管口不及时包扎扣2分
不符合要求扣3分
工艺不当扣3分,工序不对扣3分,测量错误扣4分,漏测扣1~4分
工艺不当扣5分,工序不对扣5分
不符合要求扣2分
与“7”相同
测量不准扣5分,记录不完整扣5分
不符合要求扣5分
编制机组大修后的总结
高级技师
C01C058
240~360min
独立完成
大修文字总结
标准项目及非标项目执行报告
特殊项目的施工技术措施及安全措施执行情况
设备异动报告
专题技术总结
专项监督和压力容器检修总结
设备大修冷态评价
设备大修热态评价
有关技术资料的整理和归档
简洁全面叙述大修主要情况
重大未执行项目有报告
施工技术措施无漏项
完整,异动图齐全
内容完整
符合专项监督内容和规范
评价内容完整
资料整理和归档应符合国家档案管理规定
9项中每漏一项扣除所得分
$TEXT$END$
 升级会员
升级会员 