插入耳环课程设计工序卡文档格式.docx
《插入耳环课程设计工序卡文档格式.docx》由会员分享,可在线阅读,更多相关《插入耳环课程设计工序卡文档格式.docx(30页珍藏版)》请在冰豆网上搜索。
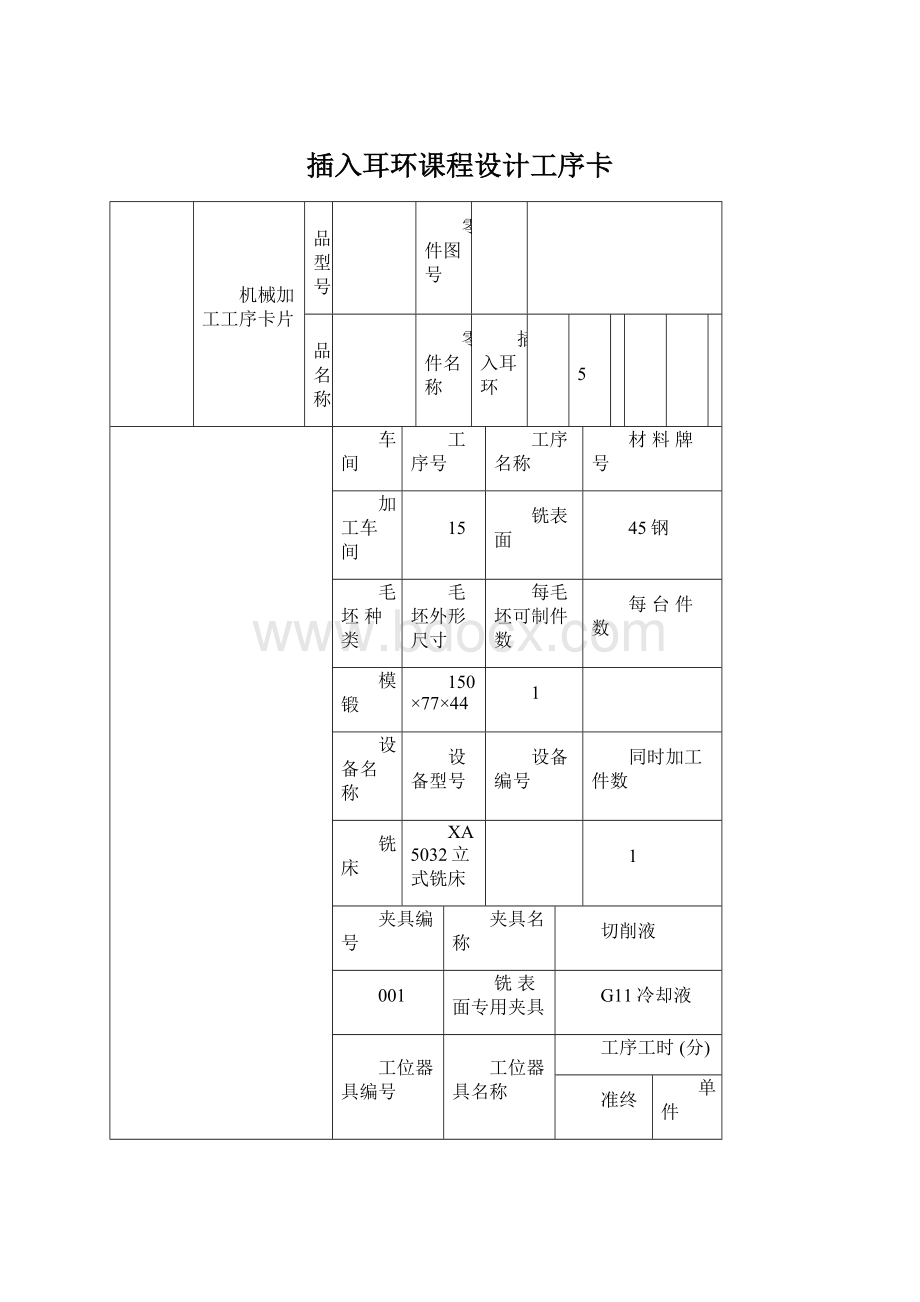
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模锻
150×
77×
44
设备名称
设备型号
设备编号
同时加工件数
铣床
XA5032立式铣床
夹具编号
夹具名称
切削液
001
铣表面专用夹具
G11冷却液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
3.5
1.88
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
铣毛坯表面D
刀具:
高速钢镰齿套式端铣刀
量具:
游标卡尺
60
23.55
1.12
4
0.94
2
02
铣毛坯表面E
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
20
X6132万能铣床
002
铣表面专用夹具
0.5
0.14
铣毛坯表面C
0.9
3
25
粗车外圆
车床
CA6140
003
车外圆专用夹具
粗车外圆Φ35
YT15硬质合金45°
偏头外圆车刀
量具:
710
89..17
0.4
1.1
30
车工件
0.154
0.1
粗车Φ27的外圆
0.3
4.5
0.2
倒角C1
400
74.89
5
35
0.55
0.129
粗车退刀槽
YT15硬质合金切槽刀
138
0.125
半精车退刀槽
560
98.4
0.004
6
45
半精车外圆
0.189
半精车Φ35
0.6
7
50
精车外圆
1.7
1.5
精车外圆Φ35
320
35.36
0.115
8
55
0.075
车锥面
0.15
车倒角C2
9
攻螺纹
攻螺纹M27×
1.5-6h
YT15硬质合金外螺纹车刀
10
65
钻孔
钻床
Z3025
004
钻孔专用夹具
1.8
0.85
钻Φ32的孔
YT锥柄麻花钻
塞规
80
11.531
36
11
70
扩孔
把Φ31的孔扩成Φ32的孔
扩孔钻
13
铣键槽
005
铣键槽专用夹具
0.074
 升级会员
升级会员 