手柄杆零件机械加工工艺过程卡片.docx
《手柄杆零件机械加工工艺过程卡片.docx》由会员分享,可在线阅读,更多相关《手柄杆零件机械加工工艺过程卡片.docx(21页珍藏版)》请在冰豆网上搜索。
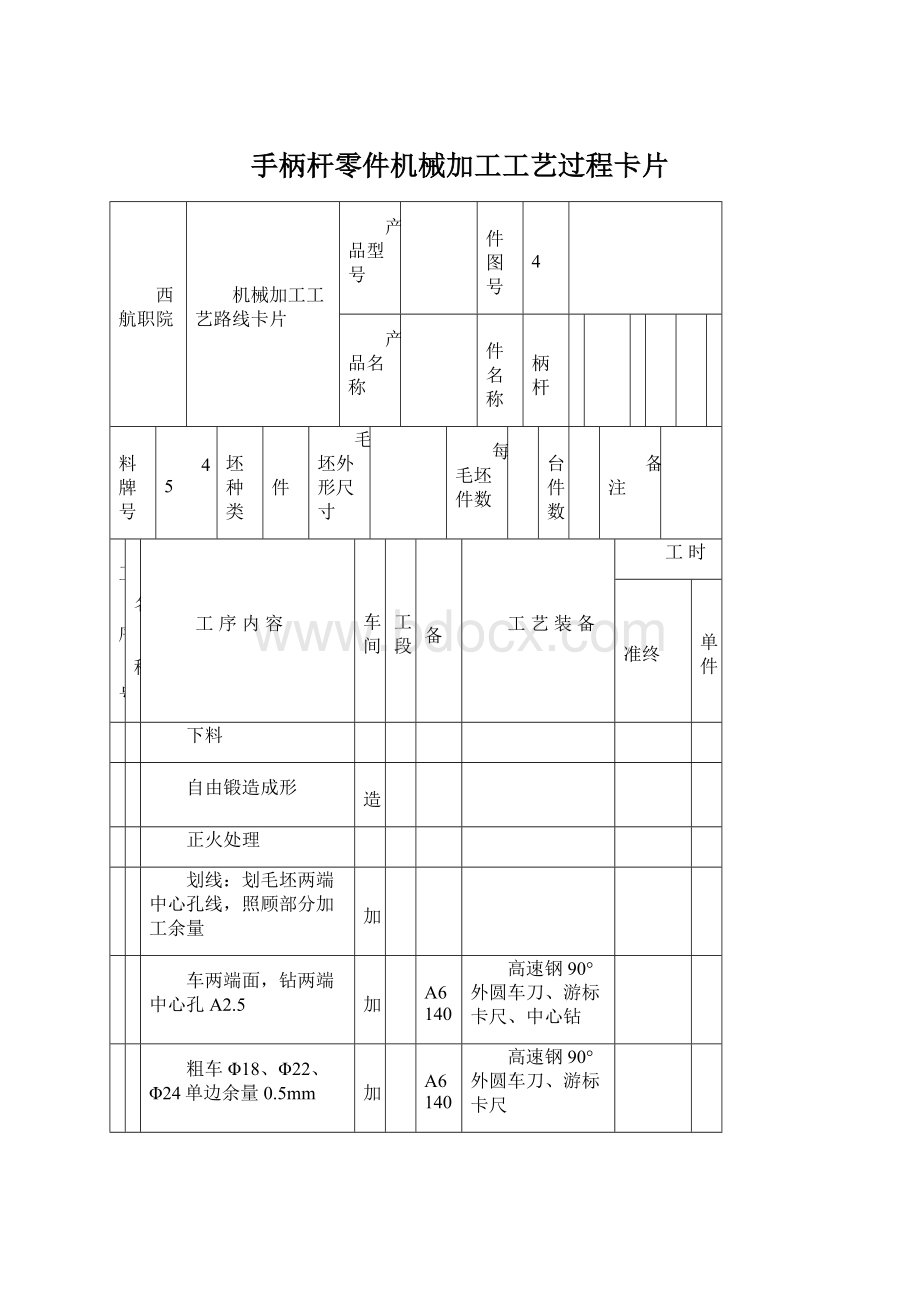
手柄杆零件机械加工工艺过程卡片
西航职院
机械加工工艺路线卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
2
页
第
1
页
材料牌号
45
毛坯种类
锻件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
下
下料
2
锻
自由锻造成形
锻造
3
热
正火处理
热
4
划
划线:
划毛坯两端中心孔线,照顾部分加工余量
机加
5
车
车两端面,钻两端中心孔A2.5
机加
CA6140
高速钢90°外圆车刀、游标卡尺、中心钻
6
车
粗车Φ18、Φ22、Φ24单边余量0.5mm
机加
CA6140
高速钢90°外圆车刀、游标卡尺
7
车
粗车SΦ32、SΦ20单边余量0.5mm车槽3×Φ14
机加
CA6140
高速钢90°外圆车刀、游标卡尺
8
热
调质处理HRC35—38
9
车
精车Φ18、Φ22、Φ24、槽2×1、倒角M22×1.5至图样要求尺寸
机加
CA6140
高速钢90°外圆车刀、游标卡尺、塞规
10
车
精车SΦ32、SΦ20至图样要求尺寸
机加
CA6140
高速钢90°外圆车刀、游标卡尺、塞尺
11
钻
钻通孔Φ8、沉孔Φ17.3至图样要求尺寸
机加
Z525
硬质合金直柄长麻花钻、游标卡尺
12
铣
粗铣,18×18尺寸至16×16
机加
XA6132
YT6细齿盘铣刀、游标卡尺
13
铣
精铣,16×16尺寸至14×14
机加
XA6132
YT6细齿盘铣刀、游标卡尺
14
抛
抛光
机加
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工艺路线卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
2
页
第
2
页
材料牌号
45
毛坯种类
锻件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
15
镀
镀铬
机加
16
钻
钻,铰Φ5mm孔
机加
Z525
硬质合金直柄麻花钻、游标卡尺、塞尺
17
钳
去毛刺
机加
游标卡尺、塞尺
18
检
终检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
1
页
车间
工序号
工序名称
材料牌号
机加
6
粗车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车Φ28至Φ25外圆、粗糙度12.5
90°外圆车刀、游标卡尺
289
22.68
0.5
1.5
1
1.07
4
2
粗车Φ25至Φ23外圆、粗糙度12.5
90°外圆车刀、游标卡尺
350
22.68
0.5
1
1
0.186
0.8
3
粗车Φ25至Φ19外圆、粗糙度12.5
90°外圆车刀、游标卡尺
315
22.68
0.4
3
1
0.64
0.9
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
2
页
车间
工序号
工序名称
材料牌号
机加
7
粗车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
车槽3×Φ14、粗糙度12.5
切槽刀
2
粗车SΦ36至SΦ33球面、粗糙度12.5
90°外圆车刀、游标卡尺
219
22.68
0.5
1.5
1
0.517
3.5
3
粗车SΦ24至SΦ21球面、粗糙度12.5
90°外圆车刀、游标卡尺
344
22.68
0.5
1.5
1
0.274
0.7
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
3
页
车间
工序号
工序名称
材料牌号
机加
9
精车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精车Φ25外圆至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
464
34.992
0.3
0.5
1
0.31
2.7
2
精车Φ23外圆至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
507
34.992
0.3
0.5
1
0.48
0.5
3
车螺纹M22×1.5
60°硬质合金螺纹车刀,塞规
290
20
0.5
0.5
3
0.2
1.8
4
精车Φ19外圆至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
620
34.992
0.3
0.5
1
0.39
1.6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
4
页
车间
工序号
工序名称
材料牌号
机加
10
精车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精车SΦ33球面至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
445
34.992
0.3
0.5
1
0.462
2.5
2
精车SΦ21球面至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
636
34.992
0.3
0.5
 升级会员
升级会员 