PLC实训课题Word格式文档下载.docx
《PLC实训课题Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《PLC实训课题Word格式文档下载.docx(12页珍藏版)》请在冰豆网上搜索。
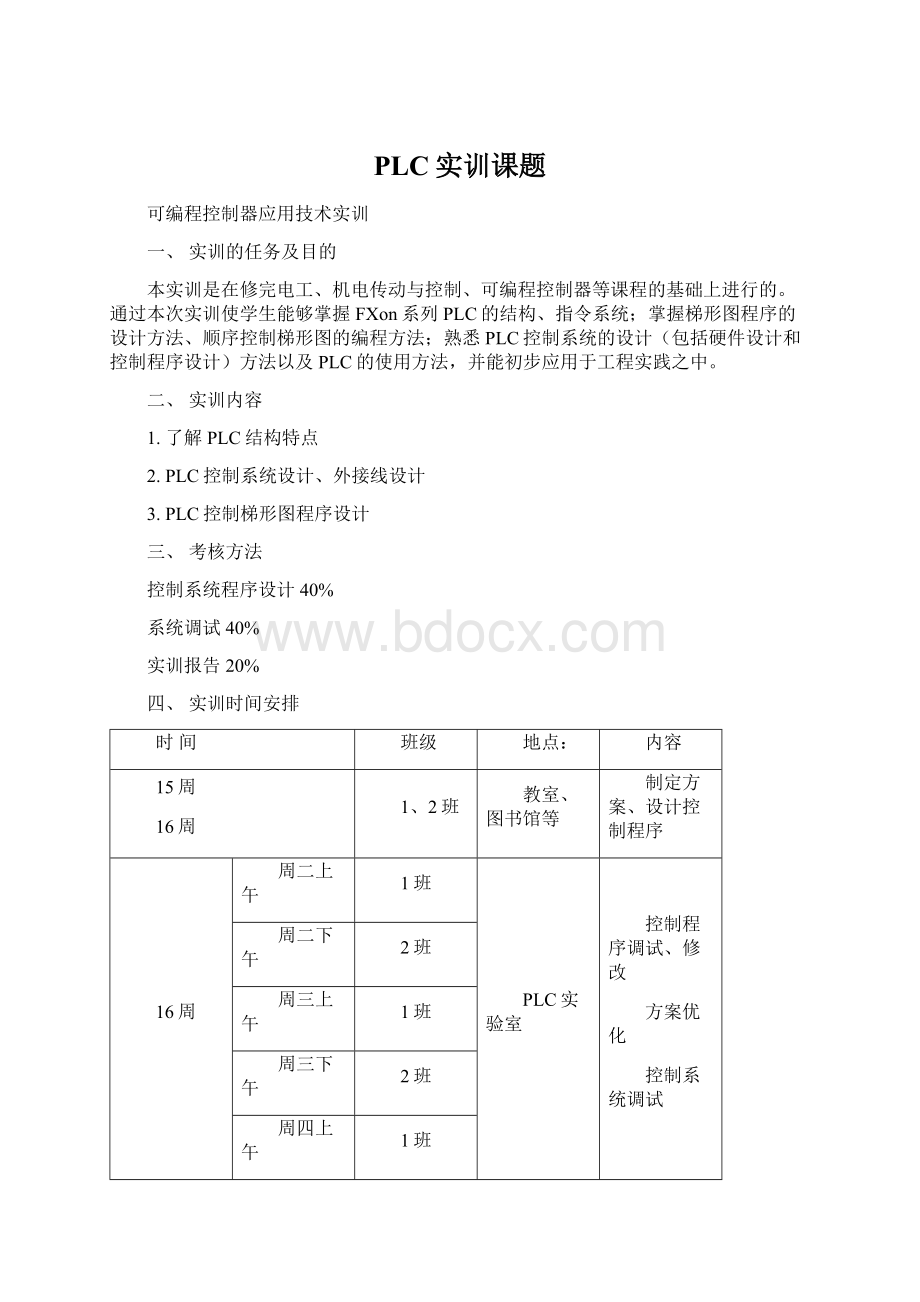
控制系统调试
周二下午
2班
周三上午
周三下午
周四上午
周四下午
周五
整理控制程序、编写实训报告等
实训及指导时间:
上午9:
00——12:
00
下午14:
30——17:
30
指导地点:
指导老师:
秦展田、王灿
实训课题一分支状态转移图的编程与调试训练
一、实训的目的
(1)掌握分支流程状态转移图的编程原则和编程方法
(2)掌握状态转移程序调试的手段。
(3)掌握顺序控制程序的设计方法。
二、实训内容及指导
1.编程原则与编程方法
1)编程原则先集中进行分支状态处理,再集中进行汇合状态处理。
2)编程方法分支状态处理,应先进行分支状态的驱动处理,再按分支的顺序进行转移处理。
汇合状态处理,应先进行汇合前状态(分支状态——汇合状态之间的中间状态)的处理〔含这些状态的驱动和转移),再依分支顺序进行由各分支到汇合状态的转移(各分支最后一个状态到汇合状态的转移)。
2.编程注意事项
1)严格遵守编程原则:
集中处理分支和汇合。
2)进行汇合前驱动时.每个分支中间状态的驱动和转移处理不能遗漏。
3)严格按分支顺序进行编程,即第—分支、第二分支……,分支数不能超过8个。
3.程序的调试及运行
SFC(状态转移图)具有良好的可读性,可先阅读SFC预测其结果,然后再上机运行程序,观察运行结果,看是否符合控制要求。
若状态不能正常转移,故障可能有以下几种情况:
1)转移条件为ON没有任何状态元件动作,则表明编程或写人时软元件编号错误(移条件或状态元件的编号)。
2)状态元件发生跳跃动作,则表明编程或写人时出现混乱。
3)状态元件动作顺序错乱或分支错乱或汇合错乱,则表明编程时,编程原则和编程方法使用不当,应严格检查程序。
4.训练考核题
1)1、6组
一个三台电动机顺序控制系统,启动顺序M1一M2一M3,间隔10s,SB1为启动按钮;
停车顺序相反M3一M2—M1,间隔为5s,SB2为停车按钮。
若只启动M1,SB2接通则M1停;
若只启动M1和M2,SB2接通则M2停,再间隔5s后M1停;
2)2、7组
一个四台电动机顺序控制系统,启动顺序M1一M2一M3一M4,间隔5s,SB1为启动按钮;
停车顺序相反M4—M3一M2—M1,间隔为5s,SB2为停车按钮。
若只启动M1、M2和M3,SB2接通则M3停,间隔5s后M2停;
再间隔5s后M1停。
3)3、8组
一个四台电动机顺序控制系统,启动顺序M1一M2一M3一M4,间隔3s,SB1为启动按钮;
停车顺序为M4和M3(同时)一M2—M1,间隔为1s,SB2为停车按钮。
若只启动M1和M2,SB2接通则M1停,间隔为1s后M2停;
若只启动M1、M2和M3,SB2接通则M3停,间隔为1s后M2停;
再间隔1s后M1停。
4)4、9组
某控制系统有六台电动机M1~M6,分别受Y1~Y6控制,其控制要求如下:
按下启动按钮SBl,M1启动,延时5s后M2启功,M2启动延时5s后M3启动;
M4与M1同时启动,M4启动延时10s后M5启动,M5启动延时10s后M6启动。
按下停车按钮SB2,M4、M5、M6同时停车;
M4、M5、M6停车后,再延时5s,M1、M2、M3同时停车。
5)5、10组
按下启动按钮SBl,M1启动,延时10s后M2启功,M2启动延时5s后M3启动;
M4与M1同时启动,M4启动延时5s后M5启动,M5启动延时10s后M6启动。
按下停车按钮SB2,M5、M6同时停车;
M5、M6停车后,再延时5s,M3、M4同时停车,再延时2s,M1、M2同时停车。
5、实训步骤
1)理解控制过程,分配I/O端口;
2)编制状态转移图;
3)编制控制梯形图程序,体会选择性分支编程的原则和方法。
4)将程序写入PLC,调试运行,观察运行结果,判断其正确性。
实训课题二电机控制程序设计
(1)掌握计数器、定时器的使用方法;
(2)掌握程序选择执行的编程方法;
训练考核题一
实验箱的仿真区有一电机,其控制功能如下:
DJTD、DJZF是电机控制端:
“1”
“0”
DJTD
转盘转
停
DJZF
顺时针
逆时针
控制要求:
按第一下按钮SB1,电机启动顺时针转5s,然后逆时针转10s停止;
按第二下按钮SB1,电机启动逆时针转10s,然后顺时针转10s停止;
按第三下按钮SB1,电机启动顺时针转5s,停止。
能重复运行。
按第一下按钮SB1,电机启动顺时针转10s,然后逆时针转;
按第二下按钮SB1,电机继续逆时针转5s,然后顺时针转;
按第三下按钮SB1,电机停止。
按第一下按钮SB1,电机启动顺时针转5s,停止5s,然后逆时针转;
按第二下按钮SB1,电机继续逆时针转10s,然后顺时针转;
训练考核题二
有六个彩灯,可以实现不同的点亮方式。
按第一下按钮SB1,灯1~6顺次点亮1s,全灭2s,然后全点亮;
按第二下按钮SB1,灯全灭2s,然后6~1顺次点亮2s,,然后全点亮,重复;
按第一下按钮SB1,灯全点亮2s,全灭2s,然后1~6顺次点亮1s,重复;
按第二下按钮SB1,灯全灭2s,再全点亮2s,然后全熄灭;
实训步骤
2)分配好定时器、计数器;
3)编制控制梯形图程序,体会顺序控制编程的原则和方法。
提示:
用计数器记录按钮按下次数;
把按钮接通信号转化为脉冲信号。
实训课题三五相步进电动机控制的模拟(1、6组)
一、实训目的
1、熟练使用编程指令;
2、了解并掌握移位指令在控制中的应用及其编程方法;
3、练习设计PLC应用控制程序。
二、控制要求
要求对五相步进电动机五个绕组依次自动实现如下方式的循环通电控制:
按第一下按钮SB:
A~B~C~D~E;
各通电时间为1秒;
按第二下按钮SB:
A~AB~BC~CD~DE~EA,各通电时间为0.5秒;
按第三下按钮SB:
AB~ABC~BC~BCD~CD~CDE~DE~DEA;
按第四下按钮SB:
EA~ABC~BCD~CDE~DEA,各通电时间为2秒。
A、B、C、D、E分别接主机的输出点Y1、Y2、Y3、Y4、Y5;
SB接主机的输入点X0。
小灯的点亮与熄灭用以模拟步进电机五个绕组的导电状态,各通电1秒。
三、分析整理实训梯形图及语句指令表
1、根据程序画出梯形图。
2、仔细观察实训现象,认真记录实训中发现的问题、错误、故障及解决方法。
实训课题四全自动洗衣机模拟程序设计(2、7组)
(1)熟练掌握并运用可编程控制器的各项指令;
(2)掌握小型PLC系统的设计方法;
(3)掌握程序选择执行的编程方法;
二、实训内容:
根据全自动洗衣机的运行模式编制其运行框图及控制梯形图,并画出系统硬件接线图,利用转盘和混料实验区模拟调试程序。
三、控制要求:
1、按下启动按钮及水位选择开关,开始进水直到设定水位(高、中、低),停水。
2、3秒后开始洗涤:
正转(逆时针)转10秒,停2秒,然后反转(顺时针)转10秒,停2秒。
如此反复5次后开始排水,排空后脱水10秒(电机逆时针转10秒)。
3、开始漂洗,重复步骤2,漂洗两遍。
4、漂洗完成,报警3秒并自动停机。
若按下停车/暂停按钮,可手动排水(不脱水)和手动脱水(不计数)。
实训课题五混料罐控制(3、8组)
一、实训目的:
1.熟悉PLC编程原理及方法
2.掌握液位控制技巧
3.了解传感器原理及使用方法
二、实训内容
使用PLC数字量输入、输出控制混料罐液位。
INPUT00接高液位报警HLS1;
INPUT01接中液位报警HLS2;
INPUT02接低液位报警HLS3;
OUTPUT00接HL1(表示进料泵1);
OUTPUT01接HL2(表示进料泵2);
OUTPUT02接HL3(表示混料料泵);
OUTPUT03接HL4(表示出料泵);
进入PLC程序先开进料泵1
中液位报警进料泵1关,进料泵2开;
高液位报警进料泵2关,混料泵开;
3秒后,关混料泵,出料泵开
低液位报警出料泵关,进料泵1开;
三、分析整理实验梯形图及语句指令表
1.写出I/O分配表、程序梯形图、清单。
2.仔细观察实训现象,认真记录实训中发现的问题、错误、故障及解决方法。
实训课题六检瓶控制(4、9组)
2.了解检瓶工艺和控制方法
使用PLC数字量输入、输出控制检瓶实验。
INPUT00接JPS1(检查有无包装瓶“1”有瓶;
“0”无瓶);
INPUT01接JPK8(检查包装瓶是否空“1”满瓶;
“0”空瓶);
INPUT02接PO10启动信号;
INPUT03接JP5代表检出的空瓶装箱未满(料欠)
OUTPUT00接SD1(代表传送带启动)
OUTPUT01接JP2(代表机械手伸出);
OUTPUT02接JP1(代表机械手动作);
OUTPUT03接JP3(代表机械手旋转);
实训接线说明
传感器1传感器8
传送带1机械手
装瓶箱
传送带2
编程要求:
按启动键后接包装箱料欠信号,启动皮带,检测包装瓶,发现空瓶,传送带停止转动,机械手动作,抓走空瓶。
编程提示:
JPS1、JPK8
11
10
01
状态
无瓶
满瓶
空瓶
2.仔细观察实训现象,认真记录实训中发现的问题、错误、故障及解决方法。
实训课题七冲压控制(5、10组)
2.了解自动压模具的基本原理
使用PLC数字量输入、输出控制自动冲压机。
INPUT00接(启动)按键PO10输出插孔;
INPUT01接(工位1到位信号)ZJS1;
INPUT02接(工位2到位信号)ZJS2;
INPUT03接(工位3到位信号)ZJS3;
OUTPUT00接ZJ1(代表进料传送电机);
OUTPUT01接ZJ5(代表出料传送电机);
OUTPUT02接ZJ2(代表进料机械手控制阀);
OUTPUT03接ZJ3(代表进料吸盘控制阀);
OUTPUT04接ZJ4(代表冲压模具控制阀);
OUTPUT05接ZJ6(代表出料机械手控制阀);
OUTPUT06接ZJ7(代表出料吸盘控制阀);
OUTPUT07接传送带启动信号SD1
按下启动键
进料传送带电机转动,直到工件到工位1停止;
进料吸盘吸住工件;
进料机械手将工件送入加工台,直到工件到工位2停止;
;
进料吸盘放下工件;
进料机械手退出加工台;
进料机械手后退到位后,冲压模具下降,完成冲压后上升;
出料机械手进入加工台;
出料吸盘吸住工件;
出料机械手退出加工台,直到工件到工位3停止;
出料吸盘放下工件;
出料传送带电机转动,运走工件;
进料传送带电机转动,运送下一个工件,直到工件到工位1停止;
实训课题七电梯模型控制(选做课题)
2.掌握电梯控制基本技巧
使用PLC数字量输入、输出控制电梯升降,电梯门的开关。
●实验方法:
将PLC实验箱与电梯模型按照以下方法连接。
INPUT00接PO8电梯实验启动信号
INPUT01接传感器输出S2(第三层到达信号);
INPUT02接传感器输出S3(第二层到达信号);
INPUT03接传感器输出S4(第一层到达信号);
INPUT04接(第三层请求下)按键PB3输出插孔PB3;
INPUT05接(第二层请求上)按键PB4输出插孔PB4;
INPUT06接(第二层请求下)按键PB5输出插孔PB5;
INPUT07接(第一层请求上)按键PB6输出插孔PB6;
INPUT08接(到第三层)按键3输出插孔PC3;
INPUT09接(到第二层)按键2输出插孔PC2;
INPUT10接(到第一层)按键1输出插孔PC1;
INPUT11接(开门信号)按键输出插孔;
INPUT12接(关门信号)按键输出插孔;
INPUT13接传感器输出S1(第四层到达信号);
INPUT14接(第四层请求下)按键PB1输出插孔PB1;
INPUT15接(第三层请求上)按键PB2输出插孔PB2;
INPUT16接(到第四层)按键4输出插孔PC4;
OUTPUT00接第三层到达指示灯FL3;
OUTPUT01接第二层到达指示灯FL2;
OUTPUT02接第一层到达指示灯FL1;
OUTPUT03接FMQ(蜂鸣器)(电梯开门);
OUTPUT04接LED指示灯(电梯关门);
OUTPUT05接电机通、断(电梯启、停)TD;
OUTPUT06接电机正、反转(电梯升、降)ZF;
OUTPUT07接(第三层请求下)指示灯PBO3;
OUTPUT08接(第二层请求上)指示灯PBO4;
OUTPUT09接(第二层请求下)指示灯PBO5;
OUTPUT010接(第一层请求上)指示灯PBO6;
OUTPUT011接(到第三层)按键指示灯PCO3
OUTPUT012接(到第二层)按键指示灯PCO2
OUTPUT013接(到第一层)按键指示灯PCO1
OUTPUT014接第四层到达指示灯FL4;
OUTPUT015接(第四层请求下)指示灯PBO1;
OUTPUT016接(第三层请求上)指示灯PBO2;
OUTPUT017接(到第四层)按键指示灯PCO4
如果用数码显示到达第几层,分别将0—2、014输出端接到数码显示端子上:
OUTPUT00接数码显示端1
OUTPUT01接数码显示端2
OUTPUT02接数码显示端4
OUTPUT014接数码显示端8
●编程要求:
接到请求信号,停到相应的楼层,开门(开门时蜂鸣器响)。
按下关门键关门或经延时门自动关闭。
为了消除信号的抖动引起的误动作,可以对输入信号加去抖处理。
实训报告:
 升级会员
升级会员 