煤气鼓风机检修作业标准Word文件下载.docx
《煤气鼓风机检修作业标准Word文件下载.docx》由会员分享,可在线阅读,更多相关《煤气鼓风机检修作业标准Word文件下载.docx(13页珍藏版)》请在冰豆网上搜索。
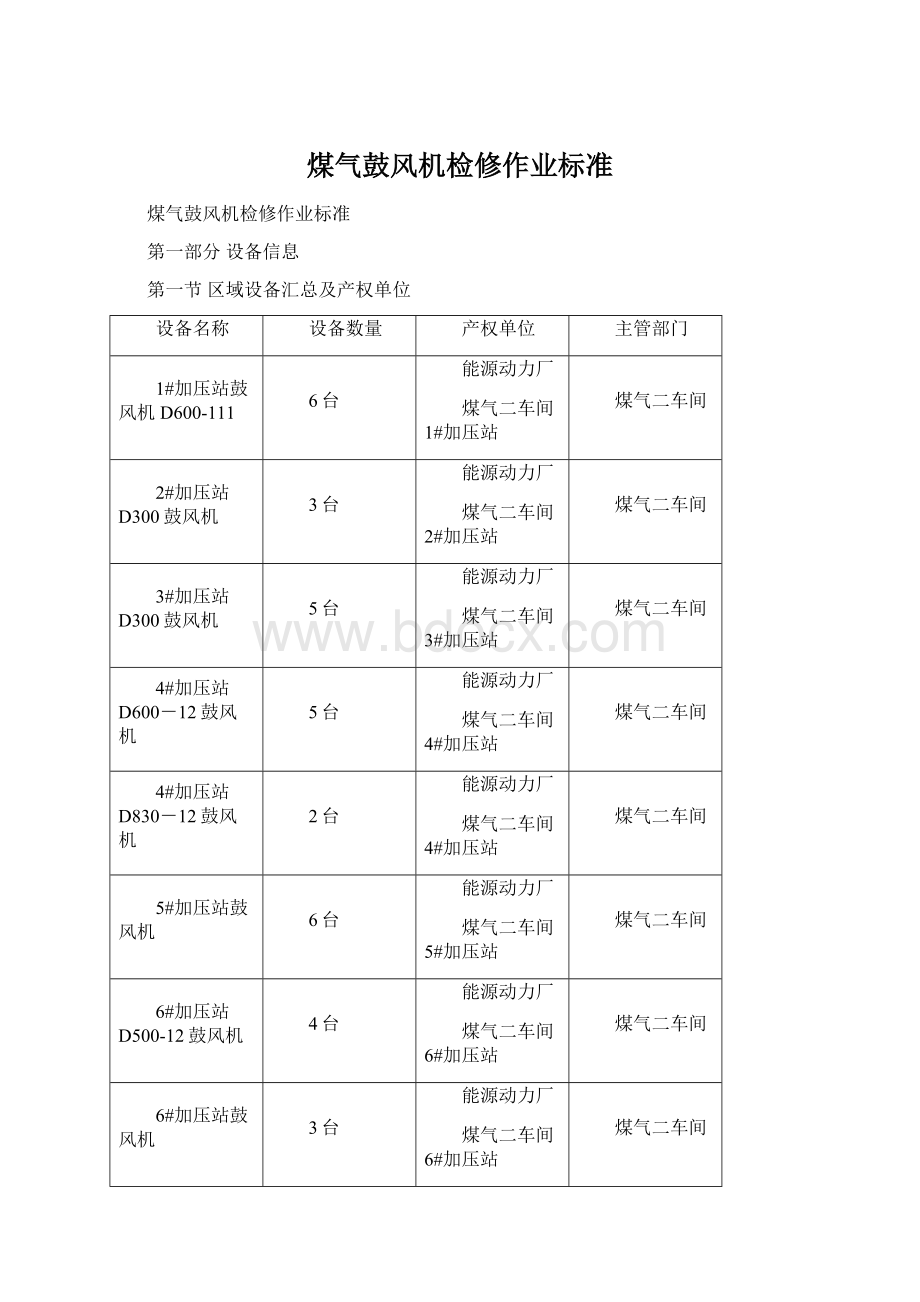
8#加压站—60/压缩机
7台
煤气二车间8#加压站
8#加压站压缩机
第二节设备基本信息
D600-111煤气鼓风机是能源动力厂煤气二车间1#加压站设备,同类型设备共计6台,技术主管单位为煤气二车间。
设备用途是:
主要是将一炼铁高炉区域内的净化煤气与转炉车间的转炉煤气在1号加压站前经过混合后,经加压机加压,分别送到1号、2号、3号、4号球团竖炉,供生产用户使用。
1.2.1设备工作原理以及工艺流程。
工艺流程:
入口压力4Kpa
出口压力32KPa
设备介绍:
加压机是高速旋转设备,通过叶轮高速旋转将机械能转化为气体分子动能,形成32KPa压力的混合气体,分别送到1号、2号、3号、4号球团竖炉供用户使用。
1.2.1设备主要部件及其作用
该设备主要范围两大类:
电机和风机。
电机是为电气部分,现不祥述。
风机为悬臂式离心式鼓风机,主要包括一下部分:
风机壳体:
转子支撑及控制气体流向、密封等。
叶轮:
气体升压的主要部件,通过旋转将机械能转化为动能。
主轴:
叶轮固定及传动装置,与叶轮一起旋转。
轴承:
减少摩擦部件。
气封:
降低高低压气体间流窜,确保机壳能高压气体压力。
氮气密封:
防止煤气泄漏。
冷油器:
降低润滑油温度。
超声波除尘器:
清除叶轮集灰。
排污管:
排除机体内因长期旋转积留的污水、污泥等。
弹性联轴器:
电机和风机的连接部件,起到轴向和径向补偿作用。
锁紧螺母及止动垫片:
防止轴承、叶轮等部件脱轴。
第三节设备技术参数
序
项目
设计
1
入口气封间隙
20-40
6
联轴器轴向间隙
400-600
2
背板密封与轴套间隙
25-30
7
自然接触间隙小于
8
3
背板密封端面间隙
25-35
轴承径向紧力
1-3
4
联轴器同轴度小于
5
9
轴承轴向间隙
5-10
联轴器端面斜度
3-5
10
轴承座与主轴中心线
小于2
第四节设备运行参数
参数
型式
单级悬臂型离心式
传动方式
弹性联接传动
进口容积流量
600m3/min
轴承
角接触球轴承46122
进口压力
kgf/cm2(绝)
润滑油油冷却水量
2500kg/h
进口尺寸
φ562
11
电机型号
YB400S-2
出口升压
28KPa
12
电机机功率
400KW
出口尺寸
φ650
13
电机转速
2950rpm/min
风机转速
14
电机工作电压
380V
第五节设备检修参数
方向
参数μm
机壳振动
水平
80
电机前轴承
60
垂直
风机前轴承
电机后轴承
风机后轴承
电机频率
风机电流
第二部分设备检修作业流程
第一节设备检修前期准备
2.1.1工机具准备及人员配备
检修项目
检修工具
人员配备
大盖螺栓拆装
46套筒,密封胶,1.5m钢丝绳,天车
4人
联轴器螺栓拆装
30套筒,手锤,液压拉马
2人
油箱盖拆装
30-32梅花扳手,19-22呆扳手,密封胶
进出口管道连接螺栓拆装
30-32梅花扳,活扳手,密封胶
氮气密封板及其管道拆装
17-19呆扳手,12-14、19-22呆扳手,φ8内六角扳手
转子拆装
200T立式压力机,大锤,0.5m撬棍,手锤,扁铲
3人
轴承拆装
气割,铜棒,手锤,扁铲,加热器,砂纸,汽油,润滑油
机体及各部清灰
专用工具
2.1.2设备检修条件
风机设备检修前必须对检修条件进行确认,确保检修人员安全及检修工作顺利进行。
这部分属于检修前准备工作,一般由生产单位提前进行,然后由我车间负责人员现场确认开工与否。
满足以下检修条件方可施工:
2.1.2.1管道内及检修现场无煤气。
2.1.2.2切断电机电源。
2.1.2.3关闭冷却水阀门。
2.1.2.4现场施工时,地面无杂物、油污,平台护栏要牢固。
2.1.2.5现场确认并填写安全确认单。
2.1.2.6办理非重复作业卡。
2.1.3材料备件准备
检修主要材料备件:
入口气封,迷宫密封圈,石面橡胶板,毛毡,密封胶,黄油,润滑油,轴承等。
第二节流程简述
2.2.1小修项目细则:
2.2.1.1鼓风机解体,清扫进出口管道、机体等处的积灰。
2.2.1.2叶轮清灰做动平衡校正。
2.2.1.3检查疏通排污管,保证管道畅通,阀门灵活好用。
2.2.1.4电机检查处理缺陷。
2.2.1.5组装鼓风机,同时调整测量轴承和各部密封间隙,并做好记录。
2.2.1.6检查各工艺阀门,处理缺陷。
2.2.1.7仪表系统检查处理缺陷。
中(项)修项目细则:
2.2.2.1全部小修项目并进行下列项目为中(项)修。
2.2.2.2检查机前翻板,清灰并处理处理缺陷。
2.2.2.3更换轴承及各密封部件。
2.2.2.4转子进行动、静平衡校正。
2.2.2.5进出口管道和机体排污管道进行检查,必要时进行焊补或者更换。
2.2.2.6组装鼓风机,同时测量轴承、各密封间隙,并调整至要求范围内。
2.2.2.7机械密封检修,更换易损件。
2.2.2.8电机转子吹扫清灰,更换轴承,加注润滑油。
2.2.2.9鼓风机、电机找正,不同轴度小于0.05mm。
2.2.2.10仪表系统校正,更换损坏件。
2.2.3大修项目细则:
2,2.3.1全部中修项目并下列项目之一为大修。
2.2.3.2更换机前翻板,处理缺陷。
2.2.3.3更换鼓风机叶轮。
2.2.3.4检查轴承座,并更换或处理缺陷。
2.2.3.5检查主轴,视情况处理缺陷或更换。
2.2.3.6基础系统检测并处理缺陷。
2.2.3.7组装加压机,并测量轴承各密封间隙,调整至要求范围之内。
第三节设备检修流程详述
设备检修主要流程包括现场确认,设备拆检,设备组装,试车等四大部分,根据风机设备具体情况确定检修具体内容,现将所有检修内容具体检修步骤说明如下。
2.3.1现场确认。
包括本部分详细参照本指导书设备检修条件。
停机,插盲板,打开放散,通氮气,开人孔,测量煤气含量。
2.3.2设备拆检。
在现场确认后即可实施拆检工作,主要包括以下拆卸程序:
2.3.2.1螺栓拆卸。
螺栓拆卸是设备拆卸工作的主体部分,包括:
进出口管道螺栓,大盖四周螺栓,油箱盖螺栓,联轴器螺栓,轴承两端端盖螺栓,氮气密封背板螺栓,氮气密封管道螺栓及超声波除尘器管道螺栓等。
具体检修工具详见:
工机具准备。
拆卸过程中一般按照以下步骤进行:
首先,为了避免大盖起吊是灰尘落入油池,先对轮壳拆吊,然后逐步拆吊。
拆卸影响机壳吊卸螺栓,包括氮气密封背板螺栓、氮气密封管道螺栓及超声波除尘器管道螺栓、进出口管道螺栓、大盖四周螺栓四部分,这些螺栓拆卸完毕后即可对叶轮大盖进行吊卸,吊之前一定要拧紧顶丝,有间隙后方可起吊。
其次,联轴器螺栓和油箱盖螺栓同时拆卸。
在拆油箱盖时,轴承端盖上半部螺栓完全拆卸,下部螺栓松动即可,防止拆卸后润滑油泄漏。
在起吊油箱盖之前,要用顶丝顶出缝隙后方可起吊。
最后,将轴承盒上的排油管拆卸,吊出转子,拆卸完毕。
当电机需要检修时,电机地角螺栓也需要拆卸。
电机吊下后,其底座垫片要放在相应位置,以免丢失或者错位带来不必要的麻烦。
其余螺栓均匀不用拆卸。
2.3.2.2转子拆卸。
转子拆卸一般在我中心检修厂房进行,其中包括叶轮拆卸,联轴器拆卸,轴承及轴承盒拆卸。
首先,拆卸叶轮锁紧螺母及止动垫圈。
螺母旋转方向根据叶轮旋转方向确定,螺母松动的方向与叶轮旋转方向相同。
确定方向后,用撬棍及大锤进行拆卸,松动后尽量用手松开螺母,即将脱落时防止轧伤。
其次,叶轮拆卸。
因叶轮与转子为过盈配合,叶轮拆卸需要在特制200T立式压力机上进行,在起吊前应该将锁紧螺母安装上,防止因为叶轮与轴长期频繁装配产生间隙脱落砸伤。
最后,拆卸联轴器及前后轴承。
联轴器拆卸用液压拉马即可拆卸,部分联轴器配合过盈量较大时,可用气割加热拆卸,防止硬拉造成主轴划伤。
在拆卸轴承时,先确认锁紧螺母旋向再卸,然后气割加热后用手锤敲下。
2.3.2.3机壳清灰及排污管道疏通。
清除上下机壳内壁积灰,减少气体在机体中传输时能量损失。
如果下机壳内积水,必须疏通排污管道。
入口翻板阀及出口导向板清灰,并检查各自磨损情况。
2.3.2.5润滑油检查。
查看润滑油油质,视情况更换。
2.3.2.6检查联轴器螺栓及橡胶圈的损坏情况,视情况更换。
2.3.2.7拆检后记录设备零部件损坏情况,统计检修需要材料,分析设备检修原因。
此部分应当由班长亲自检查统计,确定临时检修方案,以免遗漏影响工期。
2.3.3设备组装。
根据记录统计,领取需要跟换的零部件及材料、零部件清洗装配、叶轮清灰做动平衡、入口气封更换。
2.3.3.1首先用汽油将光轴清洗,然后清洗轴承并旋转查看轴承有无缺陷,清洗轴承盒。
2.3.3.2将选好轴承四盘用加热器加热,加热时间调整到40秒,加热后的轴承两两反装,两轴承内圈间加距离环。
2.3.3.3安装轴承锁紧螺母及锁紧垫片,等到轴承完全冷却后方可锁紧,以免轴承冷却松动。
2.3.3.4轴承盒装配。
按照先对中,后装入原则,然后缓慢旋转,用铜棒敲入。
同时对照技术参数调整间隙。
2.3.3.5油箱端盖及氮气密封装配,必须在装配联轴器及叶轮前先装配。
油箱端盖直接装入即可,氮气密封槽内需嵌入毛毡方可安装。
2.3.3.6联轴器安装。
联轴器用气割加热,测量当孔径与轴配合部位达到间隙时即可安装。
2.3.3.7叶轮安装。
叶轮先放在压力机上,天车吊轴与叶轮主轴孔配合对中,然后启动压力机将主轴压入孔内,然后水平放置,锁紧螺母锁紧。
在吊转子前将锁紧螺母旋上,以免破坏主轴螺纹。
2.3.3.8转子吊入。
在吊起后,移动天车时要扶着转子,以免碰撞。
转子放入机座前将轴承盒定位,确保测温孔向上,以便扣盖后测温表插入。
同时用距离垫调整转子轴向位置。
2.3.3.9调整油位。
扣盖前确保油位正常,以轴承内圈为接线,浸泡轴承滚珠为宜,不易过多。
加油前要拧紧两端盖螺栓,避免润滑油从端部泄漏。
2.3.3.10扣油箱盖。
调整好轴向距离后即可扣盖,先在结合面上涂密封胶,防止煤气泄漏。
油箱盖放好后插入温度表,查看表孔是否对中,以便扣盖前调整。
2.3.3.11扣机壳。
在扣壳前,先在结合面上涂密封胶。
吊机壳时用两更钢丝绳,避免机壳摇晃。
在落机壳前用定位杆先定位,然后落下机壳,此时要有专人指挥,以免碰撞叶轮引起振动。
在拧紧螺栓前一定要旋转转子,确认旋转顺畅。
2.3.3.12紧固螺栓。
螺栓包括:
进出口管道螺栓,大盖四周螺栓,油箱盖螺栓,联轴器螺栓,轴承两端端盖螺栓,氮气密封背板螺栓,氮气密封管道螺栓,联轴器盖螺栓及超声波除尘器管道螺栓等。
其中进出口管道螺栓,轴承两端端盖螺栓,氮气密封背板螺栓,氮气密封管道螺栓及超声波除尘器管道螺栓等处需要密封垫,防止煤气泄漏。
2.3.3.13复查中心。
在连接联轴器螺栓前,对电机-鼓风机中心找正。
2.3.3.13现场清理。
设备检修完毕后,清理现场油污、破布、机壳积灰等。
2.3.4试车。
煤气鼓风机试车包括三部分,一是空负荷试车;
二是负荷试车;
三是用户回访。
2.3.4.1空负荷试车。
空试前要做准备工作,包括联系送电,打开油箱冷却水阀门,旋转转子查看是否有卡死或者旋转困难等现象,旋紧排污阀门等。
试车过程中测试有无泄漏点。
2.3.4.2负荷试车。
负荷试车前准备工作,包括关闭人孔,打开入口翻板,打开眼睛阀送煤气,确认无煤气泄漏(煤气报警仪、测漏仪或泡沫水),然后即可试车投运。
2.3.4.3用户回访。
设备负荷试车运行24小时后,我中心负责回访,及时了解设备运行状况,即便及时处理。
第三部分煤气风机检修作业验收标准
积于机体内部和转子各处的灰尘必须清扫干净。
入口气封间隙为-0.40mm;
背板密封Ⅰ(轴端密封)与轴套间隙:
为-0.30mm,背板密封端面间隙为-0.35mm,
鼓风机电机找正,对轮中心度偏差小于0.05mm,扒口-0.05mm(视联轴器大小),对轮轴向间隙4-6mm。
扣盖后,大盖螺丝尚未扭紧时,自然接触间隙不应大于0.08mm。
鼓风机轴承径向紧力为-0.03mm;
前后轴承的轴向间隙为-;
鼓风机的轴承座中心线与主轴中心线要重合,其偏差不大于0.02mm
第四部分:
煤气鼓风机检修作业工作工期及保质期
检修作业工期
保质期
8人*5工作日
半年
4个月
3个月
一年
8人*10工作日
 升级会员
升级会员 