套类零件的编程方法.docx
《套类零件的编程方法.docx》由会员分享,可在线阅读,更多相关《套类零件的编程方法.docx(10页珍藏版)》请在冰豆网上搜索。
套类零件的编程方法
2.5套类零件的编程方法
一、教学目标:
1掌握套类工件的加工工艺。
2编程尺寸的计算方法。
3典型套类加工的编程方法。
二、教学重难点
教学重点:
套类的计算方法教学难点:
不同套类的编程方法
三、4课时
四、教学过程
、创设情景导入新课
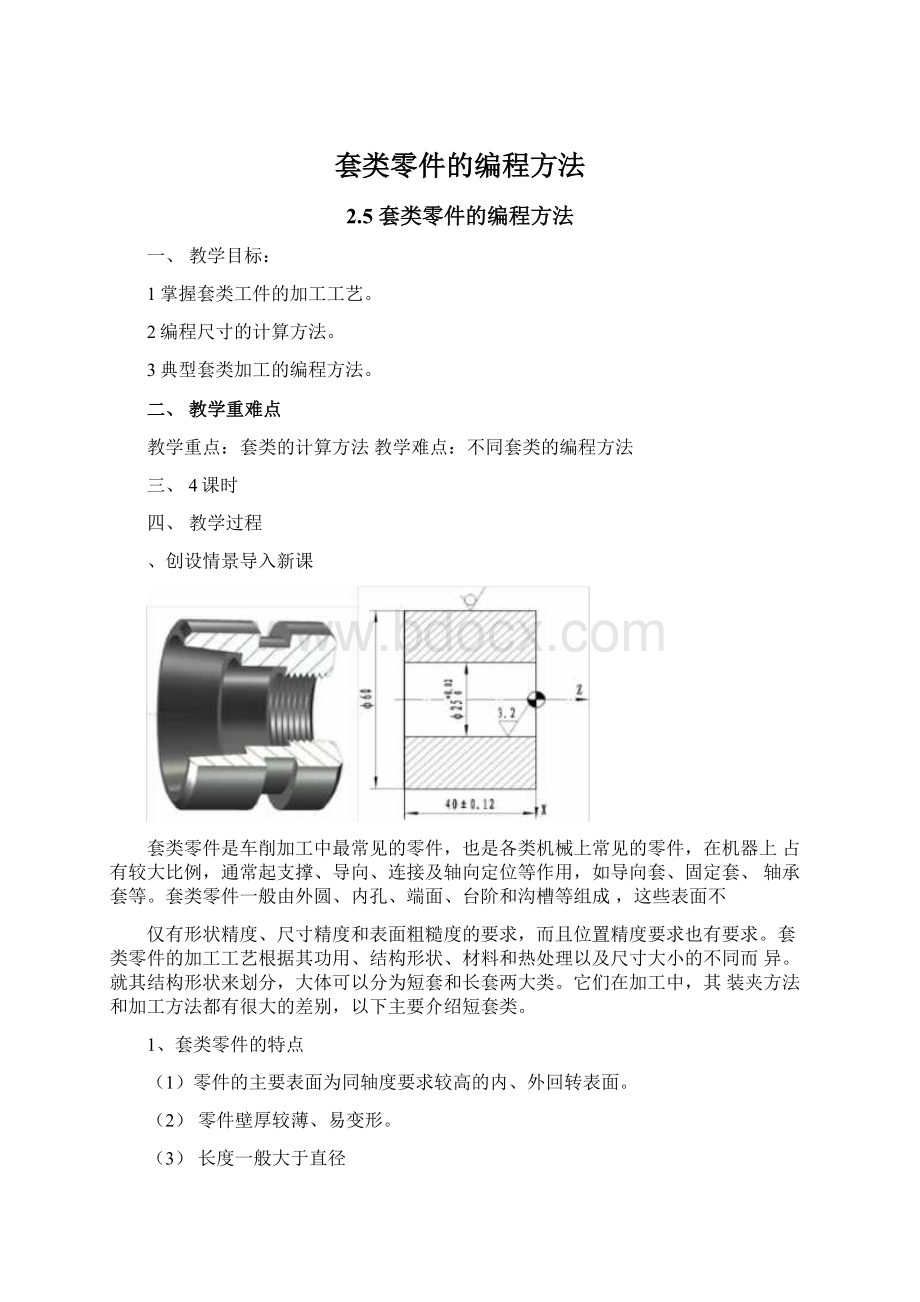
套类零件是车削加工中最常见的零件,也是各类机械上常见的零件,在机器上占有较大比例,通常起支撑、导向、连接及轴向定位等作用,如导向套、固定套、轴承套等。
套类零件一般由外圆、内孔、端面、台阶和沟槽等组成,这些表面不
仅有形状精度、尺寸精度和表面粗糙度的要求,而且位置精度要求也有要求。
套类零件的加工工艺根据其功用、结构形状、材料和热处理以及尺寸大小的不同而异。
就其结构形状来划分,大体可以分为短套和长套两大类。
它们在加工中,其装夹方法和加工方法都有很大的差别,以下主要介绍短套类。
1、套类零件的特点
(1)零件的主要表面为同轴度要求较高的内、外回转表面。
(2)零件壁厚较薄、易变形。
(3)长度一般大于直径
(4)当用作旋转轴轴颈的支承时在工作中承受径向力和轴向力。
(5)用于油缸或缸套时主要起导向作用。
2、加工孔的方法:
(1)钻孔
利用钻头将工件钻出孔的方法称为钻孔。
钻孔的公差等级为IT10以下,表
面粗糙度为Ra12.5ym,多用于粗加工孔。
在普通车床上钻孔如图6—1—7所示,工件装夹在卡盘上,钻头安装在尾架套筒锥孔内。
钻孔前先车平端面并车出一个中心坑或先用中心钻钻中心孔作为引导。
钻孔时,摇动尾架手轮使钻头缓慢进给,注意经常退出钻头排屑。
钻孔进给不能过猛,以免折断钻头。
钻钢料时应加切削液。
图&-7-1普通车床上钻孔心
钻孔注意事项:
1)起钻使进给量要小,待钻头头部全部进入工件后,才能正常钻削。
2)钻钢件时,应加冷切液,防止因钻头发热而退火。
3)钻小孔或钻较深孔时,由于铁屑不易排出,必须经常退出排屑,否则会因铁屑堵塞而使钻头咬死”或折断。
4)钻小孔时,主轴转速应选择快些,钻头的直径越大,钻孔速度应相应更慢。
5)当钻头将要钻通工件时,由于钻头横刃首先钻出,因此轴向阻力大减,这时进给速度必须减慢,否则钻头容易被工件卡死,造成锥柄在床尾套筒内打滑而损坏锥柄和锥孔。
(2)镗孔
在车床上对工件的孔进行车削的方法叫镗孔(又叫车孔),镗孔可以作粗加工,也可以作精加工。
镗孔分为镗通孔和镗盲孔,如图6-7-2所示。
镗通孔基
本上与车外圆相同,只是进刀和退刀方向相反。
粗镗和精镗内孔时也要进行试切和试测,其方法与车外圆相同。
注意通孔镗刀的主偏角为45O--75o,盲孔车刀
主偏角应大于90o。
3、车内孔时的质量分析
(1)尺寸精度达不到要求
1)孔径大于要求尺寸:
原因是镗孔刀安装不正确,刀尖不锋利。
2)孔径小于要求尺寸;原因是刀杆细造成让刀”现象,塞规磨损或选择不当,绞刀磨损以及车削温度过高。
(2)、几何精度达不到要求
1)内孔成多边形:
原因是车床齿轮咬合过紧,接触不良,车床各部间隙过大
造成的,薄壁工件装夹变形也是会使内孔呈多边形
2)内孔有锥度在:
原因是主轴中心线与导轨不平行,切削量过大或刀杆太细造成让刀”现象。
3)表面粗糙度达不到要求:
原因是刀刃不锋利,角度不正确,切削用量选择不当,冷却液不充分。
4、一般套类零件的技术要求较高,主要有以下几个方面:
1)直径精度和几何形状精度内孔是套类零件起只承和导向作用的主要表
面,它通常与运动着的轴、刀具或活塞配合,其尺寸精度一般为IT7级,形状精
度(圆度、圆柱度)控制在直径公差之内,形状精度要求较高时,应在零件图样上另行规定其允许的公差。
进行加工方案选择时可根据这些要求选择最合适的加工方法和加工方案。
2)相互位置精度轴类零件中的配合轴颈(装配传动件的轴颈)对于支承轴颈的同轴度是其相互位置精度的普遍要求。
普通精度的轴,配合轴颈对支承轴
颈的径向圆跳动一般为0.01〜0.03mm,高精度轴为0.001〜0.005mm。
此外,内外圆之间的用轴度一般为0.01-0.05mm,孔轴线与端面的垂直度一般取0.02-0.05mm,轴向定位端面与轴心线的垂直度要求等。
这就要求在一次安装中尽量加工出所有表面与端面。
3)表面粗糙度根据机器精密程度的高低,运转速度的大小,轴类零件表面
粗糙度要求也不相同。
支承轴颈的表面粗糙度Ra值一般为0.16〜0.63卩m,配合轴颈Ra值一般为0.63〜2.5卩m,—般要求内孔的表面粗糙度Ra为3.2-0.8卩m,要求高的孔Ra值达到0.05卩m以上,若与油缸配合的活塞上装有密封圈时其内孔表面粗糙度值Ra为0.4-0.2卩m。
5、在加工中结合套类零件的技术要求,工艺制定可采用以下方法。
1)保证位置精度的方法:
在一次安装中加工有相互位置精度要求的外圆表面与端面。
2)加工顺序的确定方法:
基面先行,先近后远,先粗后精,先主后次,先内后外,即先车出基准外圆后粗精车各外圆表面,再加工次要表面。
3)刀具的选择:
车削套类零件外轮廓时,应选主偏角90。
或90°以上的外圆车刀。
切槽刀则根据所加工零件槽宽选择,保证在刀具刚性允许的情况下一把刀
具加工出所有槽。
中心钻用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。
中心钻是用于轴类等零件端面上的中心孔加工。
选择切削轻快、排屑好。
中心钻有二种型式:
A型:
不带护锥的中心钻、B型:
带护锥的中心钻,加工直径d=1〜10mm的中心孔时,通常采用不带护维的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心锥(B型)。
根据零件的形状、精度选择相应尺寸的钻头。
通孔镗刀的主偏角为45°--75o,盲孔车刀主偏角为大于90°。
4)切削用量的选择:
在保证加工质量和刀具耐用度的前提下,充分发挥机床
性能和刀具切削性能,使切削效率最高,加工成本最低。
粗、精加工时切削用量的选择原则如下:
1粗加工时切削用量的选择原则:
首先尽可能大的选取背吃刀量;其次要根据机床动力和刚性等限制条件,尽可能大的选取进给量;最后根据刀具耐用度确定最佳的切削速度。
2精加工时切削用量的选择原则:
首先根据粗加工后的余量确定背吃刀
量;其次根据已加工表面的表面粗糙度要求,选取较小的进给量;最后在保证刀具耐用度的前提下,尽可能选取较高的切削速度。
5)量具的选用:
数控车削中常用的量具有游标卡尺、千分尺、百分表。
游标卡尺是一种中等精度的量具,可测量外径、内径、长度、宽度和深度等尺寸。
可选择用来检测精度要求较低的外圆及槽。
6)工件零点:
工件零点是人为设定的,从理论上讲,工件零原点选在任何位
置都是可以的,但实际上为编程方便以及各尺寸较为直观,数控车床工件原零点
一般都设在主轴中心线与工件左端面或右端面的交点处。
7)走刀路线:
CD首先按已定工步顺序确定各表面加工进给路线的顺序;
2所定进给路线应能保证工件轮廓表面加工后的精度和粗糙度要求;
3寻求最短加工路线(包括空行程路线和切削路线),减少行走时间以提高加工效率;
C要选择工件在加工时变形小的路线,对横截面积小的细长零件或薄壁零件
应采用“分几次走刀加工到最后尺寸”或“对称去余量法”安排进给路线。
⑤注意换刀点的安排
2.5.1通孔加工编程实例
实例1:
40+0.12
(一)刀具选择
1)有断屑槽的90°内孔机夹镗刀
2)45°端面刀。
3)©23麻花钻
(二)工艺分析
1)用三爪自定心卡盘夹持©60毛坯,车右端面。
2)掉头装夹©60工件毛坯外圆,车左端面并保证总长
3)用尾座手动钻©23通孔。
4)用90°内镗孔刀粗精车内孔。
(三)相关计算(参照阶梯轴)
2.编程尺寸的计算
编程应取极限尺
单件小批量生产时,精加工零件轮廓尺寸偏差相差较大时,寸的平均值,即:
本题:
©25的编程尺寸=25.01mm;长度L=40mm.
(四)参考程序
O1234;
G40G97G99;
M03S500;
T0101;
G00X23.0Z2.0;
G80X24.5Z-41.0F0.2;
M03S1000;
G00X25.01;
G01Z-41F0.1;
X24;
G00Z100;
X100;
T0100;
M30:
实例2阶梯孔加工编程示例如图2-37所示。
_一箔二山
(一)刀具选择
1)有断屑槽的90°内孔机夹镗刀。
2)45°端面刀。
3)©10麻花钻
(二)工艺分析
1)用三爪自定心卡盘夹持©60毛坯,车右端面。
2)掉头装夹©60工件毛坯外圆,车左端面并保证总长
3)用尾座手动钻©10通孔。
4)用90°内镗孔刀粗精车内孔。
(三)相关计算
(学生完成)
(四)参考程序
02011;
G40G97G99;
M03S600;
T0101;
G00X30Z2;
G71U1.5R0.5P10Q20X-0.5W0.1F0.2;
N10G01Z0F0.1;
Z-17;
X20;
Z-28;
X12;
Z-36;
N20G01X11;
G00Z100;
X100:
T0100
M30;
实例3内圆锥面加工编程:
用内径粗加工复合循环编制图6-8-1所示零件的加工程序:
要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。
退刀量为1mm,X方向精加工余量为0.4mm,Z方向精加工余量为0.1mm,其中点划线部分为工件毛坯。
图6—8-1
O1234;
%1234;
N1T0101;
N2G00X80Z80;
N3M03S400;
N4X6Z5:
程序:
(换一号刀,确定其坐标系)
(到程序起点或换刀点位置)
(主轴以400r/min正转)
(到循环起点位置)
G71U1R1P8Q16X-0.4Z0.1F0.2:
(内径粗切循环加工)
N5G00X80Z80:
N6T0202:
N7G00G42X6Z5;
N8G00X44:
N9G01W-20F80:
N10U-10W-10:
(粗切后,到换刀点位置)
(换二号刀,确定其坐标系)
(二号刀加入刀尖园弧半径补偿)
(精加工轮廓开始,到①44外圆处)
(精加工①44外圆)
(精加工外圆锥)
N11W-10;
(精加工①34外圆)
N12G03U-14W-7R7;
(精加工R7圆弧)
N13G01W-10;
(精加工①20外圆)
N14G02U-10W-5R5;
(精加工R5圆弧)
N15G01Z-80;
(精加工①10外圆)
N16U-4W-2;
(精加工倒2X45°角,精加工轮廓结束)
N17G40X4;
(退出已加工表面,取消刀尖园弧半径补偿)
N18G00Z80;
(退出工件内孔)
N19X80;
(回程序起点或换刀点位置)
N20M30;
(主轴停、主程序结束并复位)
三、复习小结
编程尺寸的计算,套类工件加工加工工艺,及程序的编制
四、布置作业
课本P55页
2.11
 升级会员
升级会员 