KLP扶梯装配工艺过程卡Word文件下载.docx
《KLP扶梯装配工艺过程卡Word文件下载.docx》由会员分享,可在线阅读,更多相关《KLP扶梯装配工艺过程卡Word文件下载.docx(31页珍藏版)》请在冰豆网上搜索。
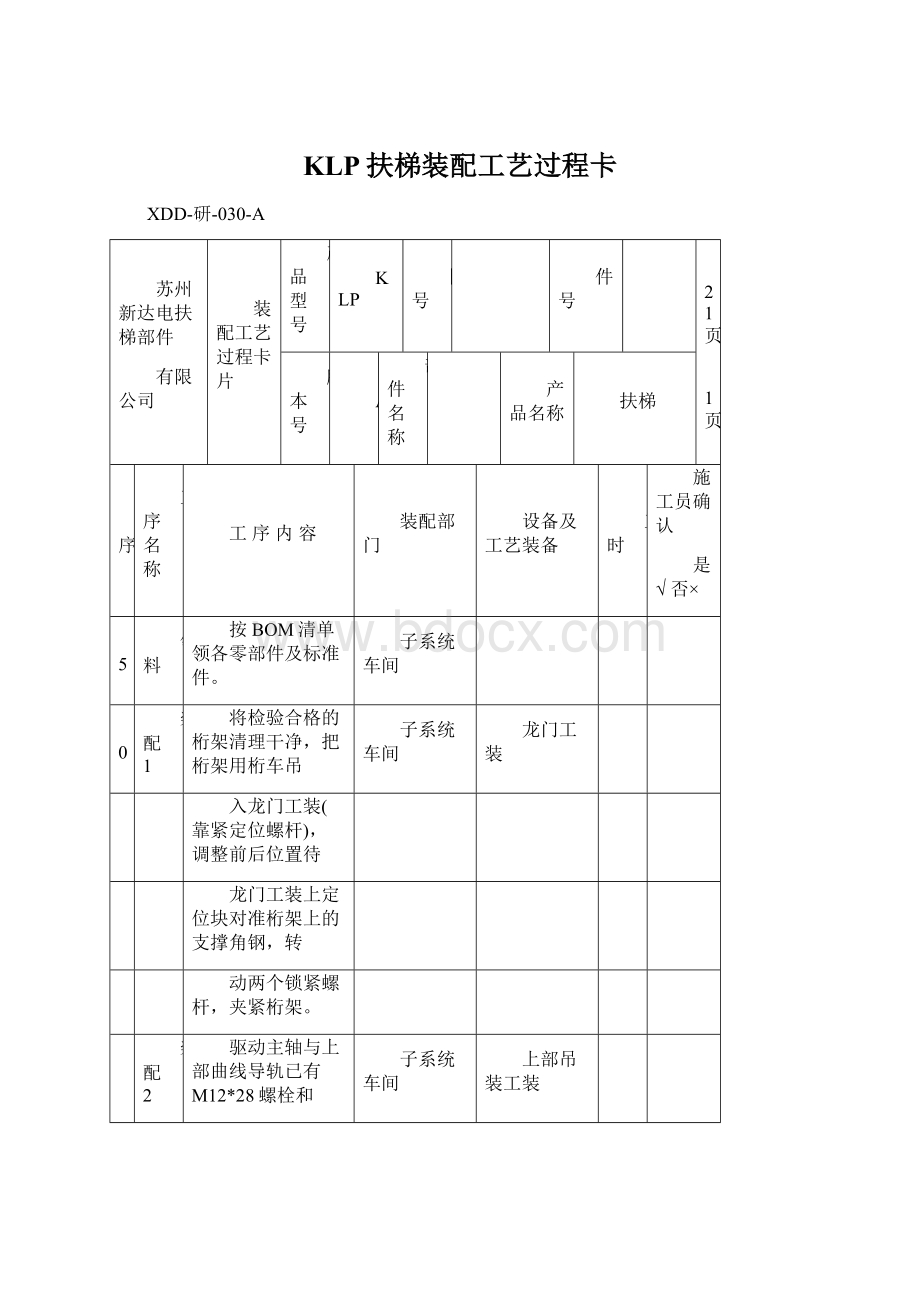
领料
按BOM清单领各零部件及标准件。
子系统车间
10
装配1
将检验合格的桁架清理干净,把桁架用桁车吊
龙门工装
入龙门工装(靠紧定位螺杆),调整前后位置待
龙门工装上定位块对准桁架上的支撑角钢,转
动两个锁紧螺杆,夹紧桁架。
装配2
驱动主轴与上部曲线导轨已有M12*28螺栓和
上部吊装工装
长度为15、25的套连成一体。
复检梯级链轮的
齿槽底与上下分支的切向导轨是否接平。
用上
部吊装工装把检验合格后的上部导轨部件用桁
施工员签字
编制(日期)
审核(日期)
批准(日期)
李晓飞2012-8-1
标记
处数
更改文件号
签字
日期
第2页
车吊入龙门工装,起吊平稳,不得左右前后倾
斜,调整前后位置,测量转向壁与副轮导轨连
接处到桁架上部横向角钢距离符合图纸要求
(保证主轴中心到基线连接处水平距离
为1459)固定,把上横支架两端通过连接板
焊。
接到焊架支撑角钢上,把横向支架通过
连接板焊接到桁架支撑角钢。
用螺栓M16*65,
平垫圈16,弹簧垫圈16,把支撑板和支撑座
连接在一起,再用螺栓M12*45,螺母M12固
第3页
定支撑座两侧,装入圆柱销φ8*40,用螺栓
M16*65,顶紧主轴两端,螺母M16拧紧固定。
拆掉M12*28螺栓和套,使之驱动主轴能转动。
装配3
移动龙门工装上的定位部件,定位导轨支撑板
后用螺栓M12*30,锁紧垫圈12,螺母M12
固定,安装完成后,焊接固定。
装配4
用下部吊装工装把下部导轨部件用桁车吊入
下部吊装工装
龙门工装,调整位置,测量上部的副轮导轨与
下部副轮返轨距离满足图纸要求(保证横向管
第4页
中心到桁架夹角的水平距离为:
1036),同时
测量上、下部曲线导轨法线之间的距离,使其
两侧长度的相对误差控制在1mm范围内,对
角线相对误差控制在1mm范围内,通过连接
板焊接下横支架、横向支架到桁架支撑角钢
上。
在桁架下部左右两侧装入下部导轨部件滑
轨,螺栓M10*30、螺母M10、锁紧垫圈10
固定。
检查无误,焊接固定。
第5页
装配5
移动龙门定位工装,定位玻璃支撑件,玻璃支
撑件位置固定后,螺栓M12*20、锁紧垫圈12.4
、螺母M12紧固。
15
检验
按图检测上部导轨部件位置尺寸,下部导轨部
质检部
件位置尺寸。
20
按BOM清单领:
紧固板、梳齿板托架、导轨
扶手带涨紧件挂钩、线夹。
25
把梳齿托架工装放在上部导轨上,前后调节
梳齿托架工装
位置,将其定位孔用定位柱卡在侧板定
第6页
位孔中,调整其在桁架中间,装上紧固件。
然后把梳齿板托架分别与桁架和紧固件
焊接拼装。
把梳齿托架工装放在下部导轨上,调节前后
把裁好的链轮返轨从上部依次用导轨夹紧件、
第7页
夹紧螺钉部件固定在导轨支撑板上,连接部
分焊接,打磨;
把裁好的副轮返轨从上部部依
次用菱形螺母固定在导轨支撑板上,连接部
把裁好的链轮导轨从上部依次
用菱形螺母固定在导轨支撑板上,连接部分
焊接,打磨;
把紧急导轨固定在桁架上图纸要
求位置。
把扶手带涨紧件挂钩、线夹等小件按图纸要求
焊接固定在桁架上。
第8页
补漆
把以上步骤中焊接部分打磨清理,然后补油漆
注:
导轨连接部分不补漆
30
按BOM清单领:
轮弧形件、滚轮架部件、前
OEM车间
沿板导轨、安全开关支架、梯级照明灯支架
静电刷等物料。
35
把滚轮弧形件、滚轮架部件,用螺栓M12*35、
螺母M12、锁紧垫圈12.4固定在桁架上,左
右各一;
用螺栓(φ12圆钢)将前沿踏板导轨,固定于
第9页
前沿板底座;
在装配1、2步同时,由电气安装员装梯级下
陷安全开关支架、日光灯支架;
按图纸要求位置在扶梯上装入两个静电刷;
玻璃夹紧件拼装,从上部把第一段玻璃夹紧件
放在玻璃托架中,调节其端部伸出第一个玻璃
托架距离为28mm,依次放入各段拼接固定,
连接处焊接,磨光机打磨,光滑平整;
另一侧
相同安装。
第10页
装配6
装围裙板支架,先左后右,从上至下,螺栓
M10*35、螺母M10、锁紧垫圈10紧固;
装配7
装托辊轮支架,先左后右,从上至下,螺栓
M10*25、螺母M10、锁紧垫圈10.2紧固;
装配8
梯级链条用桁车吊入桁架中部,放在链轮导轨
上,两操作员从两侧将其平铺在导轨上,后吊
入第二段,同样展开后,把两段连接在一起,
依次放入各段后,头尾连接,调节下部涨紧杆
上的螺母,将其涨紧;
第11页
装配9
从桁架下部开始装围裙板,取第一块围裙板固
定于围裙板支架上,测量其前端到桁架下部横
向角钢距离为832mm+L(L为桁架下部增加
量),附合图纸要求后连接螺栓、螺母M8、
锁紧垫圈8紧固,依次取各段固定在围裙板支
架,要求各段围裙板连接处平滑过渡;
装完一
侧后,另一侧同样方法安装。
装配10
在已经安装完成的围裙板上安装围裙板毛刷。
在倾斜段,毛刷固定架最下缘与梯级前缘连线
的垂直距离应在25mm和30mm之间;
在过渡
第12页
区段和水平段,毛刷固定架最下缘与梯级表面
最高位置距离应在25mm和55mm之间。
装配11
装入扶手带,放入托辊轮支架中;
装配12
把上部前沿踏板,装入前沿板导轨,测量前沿
踏板工作面边缘到围裙板前端距离为210mm,
符合图纸要求后螺栓M10*50从两侧顶紧,螺
母M10紧固。
下部前沿板安装方法相同。
装配13
在扶梯上部,把副轮通过副轮压轨上的开口
装入副轮导轨,把梯级上的卡爪固定于梯级链
条轴套上,调整其到两侧围裙板距离相同,
第13页
夹紧环锁紧。
装配14
装梳齿板,把梳齿板依次装在前沿踏板上,
调整梳齿位于梯级槽中间,然后沉头六角螺钉
M8*16固定。
装配15
装玻璃扶手,从桁架下部一侧开始安装,在玻
璃夹紧件中放入两个塑料垫,然后把玻璃缓慢
放玻璃夹紧件中,两端压住塑料垫,调整位置,
使玻璃向上端位于其相邻夹紧件的中部位置,
螺母固定,然后依次放入各块玻璃,玻璃中间
第14页
用橡胶垫隔开。
另一侧相同安装。
装配16
在玻璃扶手上放橡胶垫,把端部扶手转向架
装在上下部玻璃扶手端部,从下端开始依次放
入各段扶手带支架,各段间用连接板相连。
装配17
把扶手带下端套入下部扶手带支架,向上部
拉动扶手带至扶手带完全套入支架中。
装配18
点焊玻璃托架,固定位置。
装配19
装入扶手带压轮,螺栓M12*20、锁紧垫圈12.4
紧固。
第15页
装配20
在玻璃夹紧件内侧套入橡胶卡条,测量下部
围裙板端头到第一段内盖板末端距离为:
595mm,装入第一段内盖板,内盖板一端装
入橡胶卡条,一端与围裙板螺柱连接,依次
装入各段内盖板,两侧安装方法相同。
装配21
在玻璃夹紧件外侧套入橡胶卡条,测量下部
围裙板端头到第一段外盖板末端距离为:
595mm,装入第段外盖板,外盖板一端装入
橡胶卡条,外盖板底部卡槽与玻璃托架上的
第16页
外盖板支架螺栓M6*15连接,依次装入各段
外盖板,各段外盖板之间连接板连接。
两侧安装方法相同。
装配22
将检验合格后的曳引机与底座按图纸要求紧
固,整体吊入桁架上头部,测量两链轮中心距
(当Z1=17齿时,a0=843;
当Z1=19齿时,
a0=850;
Z1=21齿时,a0=740),调整底座,使
驱动链轮的中心面与梯级链轮的中心面重合,
用M20螺栓紧固底座。
装入(立式主机为92
图
 升级会员
升级会员 