进货检验流程和规范Word格式文档下载.docx
《进货检验流程和规范Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《进货检验流程和规范Word格式文档下载.docx(13页珍藏版)》请在冰豆网上搜索。
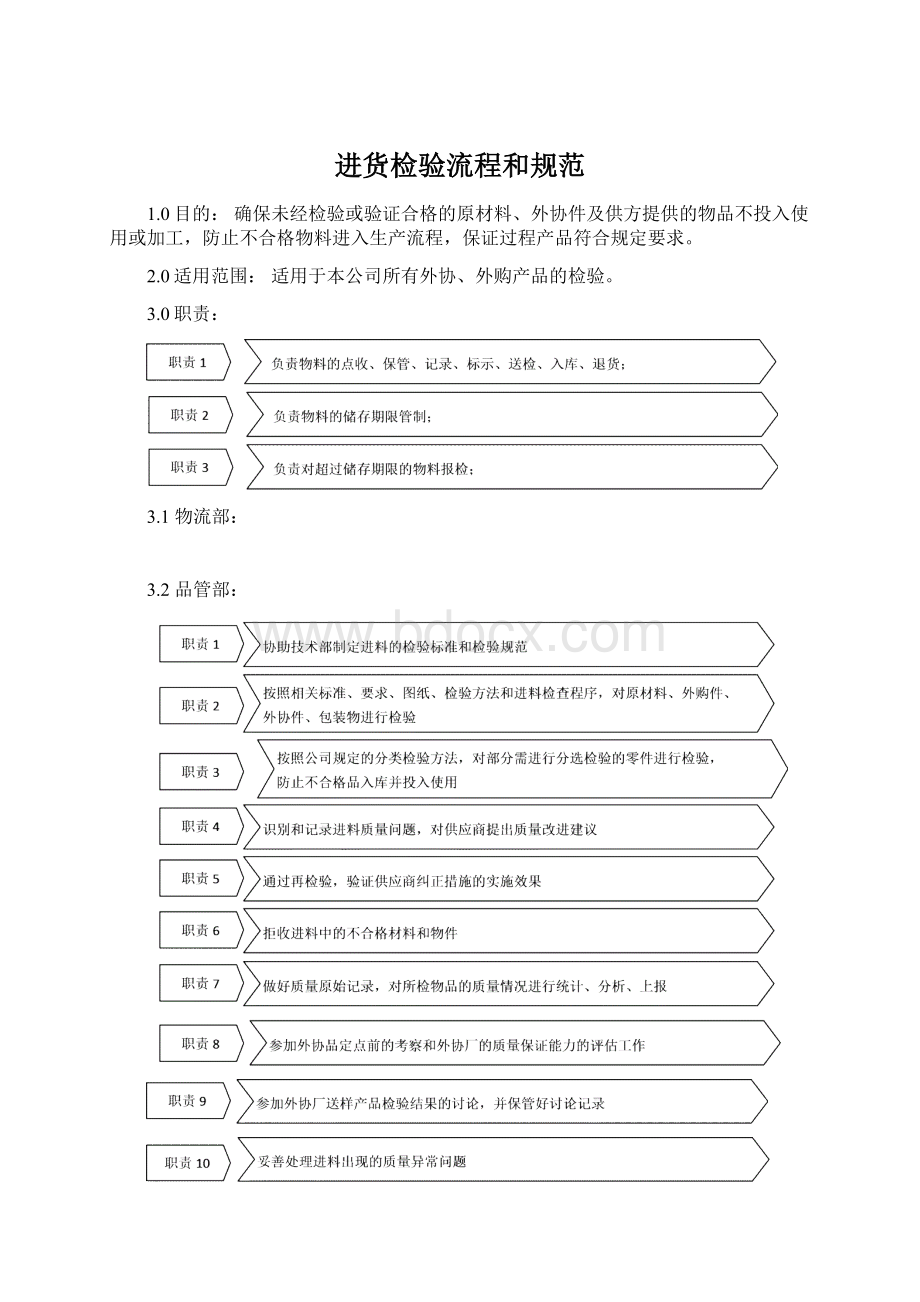
无《化学成分报告》不合格
报告、联络
物理性能报告
每批次进料供应商必须提《物理性能报告》
无《物理性能报告》不合格
数量验证
不允许少于送货单数量
数量少不合格
包装/产品防护确认
按采购合同要求/满足产品搬运、运输防护等要求
不符合合同订单、防护要求不合格
外观检验验证
不允许有麻点,色差、锈迹、裂纹、油污、碰伤、字迹清楚、破损、缩水、水纹、变形等
图纸或者比对标准样品
尺寸检测验证
按图纸或者品管部检验规范
超出公差不合格
性能测试
超出标准不合格
5.1入库送检:
物流部在规定时间完成物料点收(含质量证明文件或检测报告)、标识,填写《送检单》,填写内容要求完整,物料到库半小时内送品管部报检。
5.2进货检验流程:
5.2.1品管部收到《送捡单》(含质量证明文件或检测报告)半小时内回复检验及完成时间。
5.2.2标准确认:
来料检验员根据具体来料标识卡、物流部报检单,查找相对应来料检验标准。
5.2.3抽样:
根据来料数量按《产品抽样检验管理办法》确定抽样方案并取样。
5.2.4测量/实验:
5.2.4.1进料检验进行来料标识确认:
送货单位、产品名称、规格型号、日期、是否环保等内容标识完整;
标识卡内容不完整或者无物流标识,物流部负责纠正,品管部进行跟踪验证。
5.2.4.2检测实验报告及其他质量证明文件的确认、点收:
确认无误按《文件控制程序》归档备查,如送货单位无检测实验报告及其他质量证明文件,内部联络采购部,依《不符合、纠正和预防措控制程序》处理。
5.2.4.3产品包装防护确认:
目测检查产品包装外箱是否满足搬运、运输及储存要求,不符合要求,内部联络采购部,依《不符合、纠正和预防措控制程序》处理。
5.2.4.4外观检查:
不允许有麻点,色差、锈迹、裂纹、油污、碰伤、字迹清楚、破损、缩水、水纹、变形等,按品管部检验标准执行。
5.2.4.5尺寸测量:
按品管部图纸及检验标准执行。
5.2.4.6性能实验:
5.2.4.7报告填写:
依据来料标识及《报检单》填写《来料检验报告》抬头栏:
供应商名称、来料日期、数量、客户名称、合同编号、检验员、检验日期及抽样方案Ac-----接收数Re------拒收数等。
依据检验标准完整填写检测项目、标准要求,测量/实验工具或者方法及实际测量结果。
5.2.5判定:
5.2.5.1测量/实验结果同标准要求比对,超出标准在判定栏画“X”、未超出标准范围内在判定栏画“∨”完成判定,签字确认后,报品管部经理审核,如不合格,填写《不合格处理单》按《不合格控制程序》处理,最终不合格评审意见及时通知生产部、采购部联络供应商,填写《供应商纠正预防措施表》,按《纠正预防措施控制程序》处理。
5.2.6标识:
来料检验员根据《不合格处理单》评审最终处理意见做好来料状态标识。
5.3处置:
5.3.1合格:
入库,物流部检查物料有无质量状态标识,如无质量状态标识,品管部进料检验立即纠正,物流部仓管验证后办理入库,安排适当的位置存放,标识。
5.3.2不合格:
物流部负责将其隔离,生产部根据《不合格品评审处置表》最终评审意见组织挑选,返工,品管部进料检验进行验证及质量状态标识。
5.3.2.1挑选:
品管部来料检验负责现场挑选员工培训督导,并签限度样品,标识产品质量状态,进行不合格,合格统计,及时填写《供应商纠正预防措施表》具体按《纠正预防措施控制程序执行》;
生产部负责组织挑选事宜,严格执行品质部挑选标准。
5.3.2.2返修:
生产部按《不合格处理单》最终评审意见组织返修,品管部制程验对返修进行检验、验证、标识。
5.3.4退货:
品管部来料检验对来料不合格产品进行统计、标识及记录《进货检验产品记录表》,仓库办理退货事宜,及记录。
5.4到期及超过储存期限进料的重检:
5.4.1物流部按规定监管物料储存期限,对到期和超过储存期限的物料组织报检。
5.4.2品管部按规定检验.,不合格按《不合格品控制程序》处理。
5.4.3确认合格物料,物流部重新粘贴物料标识卡,检验标识质量状态及检验时间,并签字确认。
5.4.4处置按本规定5.3执行。
5.5进料数据统计分析及反馈:
5.5.1进料检验按检验批次填写《供应商不合格品统计表》、《进料检验统计表》,根据《进料检验统计表》制作《进料质量月报》。
5.5.2品质部根据《质量月报》定期召开《品质检讨会议》,制定改善措施,并追踪、验证改善措施效果。
5.6供应商调查及评价
5.6.1供应商连续3批次进料不合格,根据需求对供应商重新调查及评价,按附件流程进行。
6.0相关文件
6.1《不合格品控制程序》HY/CX-13-2009
6.2《不符合、纠正和预防措控制程序》HY/CX-14-2009
6.3《标识和可追溯性管理规定》HY/PG-12
6.4《产品抽样管理规定》HY/PG-11
6.5《监视和测量控制程序》HY/CX-12-2009
7.0相关记录
7.1《外购外协件质量检验报告》HY/CX-12-01
7.2《进货产品检验记录表》HY/CX-12-02
7.3《不合格品评审处置表》HY/CX-13-01
7.4《纠正和预防措施单》HY/CX-14-01
7.5《供应商综合评价表》
7.6《外协厂商质量检查表》
7.7《供应商不合格品统计表》
附件1进料检验流程
附件2检验状态标识流程
附件3供应商评价流程
附件1进货检验流程:
附件2检验状态标识流程:
附件3供应商评价流程:
三、需要填写的记录、表格、文件
1、进货检验记录表
2、材料不良改进通知表
编号:
日期:
年月日
供应商
品名
规格(料号)
交货日期
交货单号
交货数量
检验方法
□全检
□抽检
不良数
检验数
不良率
%
前批不良率
不良内容
项次
不良项目
备注
(图示)
1
2
3
4
本公司应急措施
执行责任者
防止再发对策
预定完成时间
改善品标识
提出人员
主管
批准
说明:
1.就被判定拒收或特别采用的检验批向供应商发出。
2.供应商应限期回复。
3、进货检验统计表
外协厂商质量检查表
填写日期:
供应商类别
□协作厂商□试用厂商□原料供应商□外协加工厂商
厂商名称
制程有否按规定的标准操作
□是□否
厂商的地址电话
制程有否按规定的检查标准检查
□有□没有
供应的原料、加工品名称
制程检查记录是否保存
经办人员姓名、职称
制程中发现不合格品的处理
有无质量管理组织表
本企业供料储存情况
质量管理负责人姓名、职称
产成品检验如何实施
□全检□抽检□不检验
质量管理部门是否独立存在
被退货时所采取的措施
□改换包装再送
□等催货急时再送回
□全检后再送回
检验人员共计人,其中
进料验收人员人,制程检验人员人
成品检验人员人,其他人员人
本企业要求的水平和厂商生产能力比较(厂商的意见)
□要求过高
□要求过低
□要求适中
检验人员是否兼作其他工作
不良率能否降低
□照规定
□打算降低
对于不良反应是否有人负责处理
现有接受本企业订购事项的进度情况
进料时,有无检验
检验方式
□全检□抽检
□其他
其他
进料时发现不合格品的处理
□批退□选退
□重购□照用
需要本企业协助事项
进料验收单是否保存
检验主管:
检验人员:
5、供应商不合格品记录表
年度:
月份:
编号:
规格
批量
数量
单位
检验结果
不合格率
《不良通知单》的编号
备注
6、供应商物料拒收月统计表
月份:
日期
交货单
编号
料名
料号
交货日
处理方法
合计
主管:
制表:
7、供应商综合评价表
供应商的
基本情况
名称
计划承接企业产品
厂址
涉及加工工艺过程
联系人
职务
电话
传真
主要生产设备
主要检测工具
评审内容
优
良
中
差
劣
得分
5
综合项
1.质量政策是否明确,目标是否量化
2.特殊岗位的操作人员是否得到适当的培训
3.工作场地是否清洁、整齐,定置摆放
检验与
试验
1.进料检验是否有检验规范、检验记录
2.过程检验是否有检验规格、检验记录
3.最终检验是否有检验规范、检验记录
4.是否有标识来标明检验与试验状态
5.不合格品是否有处理程序并按程序处理
6.质量出现异常时是否有信息反馈,是否有纠正措施
7.计量器具是否有检定管理制度,现场使用状况是否良好
过程控制
1.是否对承制产品具备足够的工序能力
2.是否制定制造流程图和作业指导书
3.产品是否有适当的标识
4.机械设备是否定期保养、润滑、清洁
5.工装、工具是否适当保存,现场使用状态是否完好
6.搬运工具是否能适当地避免产品损坏
出货安排
1.仓库是否整洁、标识清楚、账物相符
2.产品出货前是否进行出货检验,并按客户要求作标识
3.生产计划是否依次排定交付期,以确保按期交付
4.有无适当的紧急订单的处理方式与能力
现场评审分数达到70分以上为合格
得分合计
评审结论
□评审合格□评审不合格□改善后再评审□保留资料暂不列入名单
采购部
技术开发部
质量管理部
 升级会员
升级会员 