服装1Word下载.docx
《服装1Word下载.docx》由会员分享,可在线阅读,更多相关《服装1Word下载.docx(16页珍藏版)》请在冰豆网上搜索。
11
3201-10000
200
14
15
10001-35000
315
21
22
35001-150000
500
150001-500000
800
500001以上
1250
拉链检验
检验范围
尺寸,外观,颜色,色牢度,拉力测试,缩率,验针,耐腐蚀测试,其它客人要求的测试.
1尺寸
测量方法:
将拉链拉自然平放在台面上,用钢尺测量其长度.
尺寸接受范围(单位:
mm)
拉链长度
50以下
51-60
61-75
76-90
91-110
111-130
130以上
可接受范围
无特殊要求牛仔裤(裙)门襟拉链上止口布不低于15mm,下止口布不低于12mm
2外观
外观检测:
将链平放台上,无波浪,无弯曲,链齿光亮整洁,无污渍,带布无抽纱上下止口无毛头,链齿啮合完好,180度翻转拉动拉链顺畅无卡齿感,特别是上下止处拉动顺畅并试其链锁是否有效.
3颜色
标准光源下对板目测.
接受范围:
布带,拉头,链牙颜色3级以上.
4色牢度
检测方法:
将拉链放于80度的温水中浸泡15分钟,取出后自然干燥.(客人有其它特殊要求的要委托第三方检测并有报告。
接受禁标准:
测试后色差3级以上.
5拉力测试
链牙啮合受力测试:
完全完闭合拉链,在拉链中段垂直于链布,向相反方向各均衡施力45N、15秒.
拉锁强力测试:
闭合拉链使拉链处于自锁状态,分开两带布,呈现60度角,向两边各施力45N、10秒.
下止强力测试:
拉头拉至下止,完全分开拉链,拉链两边呈180度,分别向两边各均衡施力40N、15秒.
拉瓣强力测试:
闭合拉瓣,拉头处于锁状,垂直于拉瓣均衡施力50N、10秒.
6缩率测试
测试方法:
取两条拉链,一条沾水浸湿后烘干后测量长度,另一条200度干烫后再测试长度计算出缩率
缩率接受范围:
缩率不可超过2%.
7验针
能顺利通过1.0MM验针卡的验针机。
8耐腐蚀测试
将拉链放于80度浓度3%的Nacl溶液中180秒.取出自然干燥,目测有无锈斑、蚀痕。
洗水中会有其它腐蚀元素的要按大货洗水方法洗水测试。
9其它要求
按客人要求竞用偶氮染料或其它元素如硫、铅、镍、镉等元素的得要委托第三方检测。
检验完成后出具报告表,并上报,判定是否达到订够要求,是否收货。
工字钮、撞钉的检验
检验范围:
型号尺寸、颜色、性能、表面质量、材质、有害物质
1扣件的型号与尺寸:
钮扣的型号(L)与钮扣直径的关系如下
钮扣直径(mm)=0.635L
使用钮扣卡尺,或钮扣大小测量孔尺.
2钮件的颜色
检验方法:
对比确认样板的颜色.
3扣件的性能
主要是指装订好后拉力的承受。
收到扣件后使用相应的模具按正确大货的位置正确装订后进行拉力测试.正确装订后固定扣件用拉力测试仪对测试扣件均衡作用90N拉力,并保持15秒.扣件的上下两部份(如扣帽和扣座)都要被测试到.如果扣件的任何部位松弛、脱落或面料破损,都视为扣件装订不合格。
4耐腐蚀性如客果户不提出特别的测试标准,则采用GB5926—5945—86《轻工产品金属镀层和化学处理的测试方法》为依据进行第三方测试。
若是树脂扣件应用200度、2秒的熨烫测试。
4扣件的表面质量
检验方法:
目测,表面形状完整,同样板,LOGO花纹正确,色泽正常,无起、脱皮、裂纹、毛刺、斑点等不良外观。
5一般扣件的材质
主要使用的为金属扣件,都采用铜或铝为材料,可用磁铁测试。
6有害物质
按客人要求禁止重金属、铅、镍、镉,偶氮染料进行第三方测试。
商标检验
织制密度、手感、外观、皱缩、卷曲和歪斜、吸色、耐洗
1织制密度
验方法:
通过密度镜检查,达到原样密度要求,不能有暴露底色纱线,字迹图案清晰。
2手感外观
上浆处理合适,软硬合适,跟客人要求,文字图案正确,外观平整。
3皱缩、卷曲和歪斜
190度热定型处理,不能有皱,卷,弯曲,印字退色等不良现象。
4吸色、耐洗
商标必需经过抗整理工序,一般按大货洗水要求洗水测试。
吊牌(腰卡)检验
1纸牌类吊牌,用纸要正确,用厚度仪或称重方法测验.
2图案的颜色、结构正确,对照原板样,印墨不掉色、均匀,可用放大镜观测。
3条形码正确,条码不粘不断,要清晰,并用试码器扫描有试别通过声。
4覆膜光亮、无气泡,粘连紧密,裁切口整齐。
粘合衬的检验及测试
最佳粘合条件测试,剥离强有力测试,耐洗测试。
最佳粘合条件:
不同粘合衬为同面料粘合条件不同,为了保证粘合效果最佳必须通边试烫,记录数据。
(检验记录表)
压烫条件参考
条件
HDPE
LDPE
PA
EVA
PES
PA/PES
压烫温度
165-175
145-155
110-120
压烫压力(mpa)
2.0-3
2.0-2.8
1-3
0.5-0.8
压烫时间(s)
15-18
10-18
8-12
10-15
剥离强度测试
测试方法及标准:
粘贴好后剪5cmX10cm方块进行剥离,剥离力应不小于18N.
洗水测试:
方法:
粘合后好按使用大货洗水方法进行洗水测试.
标准:
洗水测试完成后,粘合衬要完好,无脱落,无透胶.
粘合衬使用中常见的病疵及产生的原因
1正面渗胶-----压力过大,温度过高,粘合料选用不当.
2布面起泡-----面料和粘合衬热收缩不一样,粘合衬质量底劣,如涂层不均,压烫温度、压力不均匀,粘合后未冷确就将粘片卷曲、折叠。
3粘合牢度不够-----压烫温度过低、压力过小,压烫温度过高使胶粒泳移,粘合衬的的热熔类型不适合所用面料。
4洗后起泡-----压烫条件不当导制粘合强力不够,热熔胶类型不耐洗,衬布和面料缩水率不一样。
四
工作时效性
辅料到仓后一个工作日内完成;
注:
工字钮、撞钉到仓后必须在两小时内配好相应的模具送到相送部门调试、审批。
缝线的检验
1线色:
标准光源下对照染色品,不能有色差。
2色牢度:
牛仔洗水服特别注意洗水后变色,要洗水测试。
3线的夫格:
与原样对比纱线股数。
4线的强度:
牛仔拷边、拼缝用细线最少能承受20N拉力,面线粗线最少能承受50N拉力。
5缝线外观整结,无毛刺。
6对染料中芳香胺、气味或客人要求的其它测试刚委托第三方测试。
裁床验片与绣、印花检验
检验裁片
一概述
裁片检验是对面料分割后的小面积细致检验,对裁剪效果的检验;
确保进入车缝车间的布片没的质量问题,不会对后面工序和产品质造成不良影响。
检验方法及标准:
每床货都要求100%查片,主要检查裁片的外观,包括破洞、抽纱、横条、污渍等一系列布庛问题;
检验时每一刀要抽查裁片质量,最上一片和最一下片大小不能相超过0。
3CM,检查有没有漏打剪口,剪口深不能超过0。
3CM。
查出的次片需记好编号,交由配片员配片,配好后检查颜色、布纹、大小无误后重新把好编号放回次片原始位置,并保存好次片
绣花、印花的检验
绣、印花一般都是由外发工厂进行生产加的,在生产过程中不能进行全程监督,不能准确控制不良产品,所以绣、印花回厂后进行100%检验,不让不良品流如下一道工序,影响生产。
1绣花:
绣花片回厂后第一时间检验数量,捆扎有无错误。
核对样板,绣花的颜色,位置,尺寸,花型效果,对绣花的周边进行拉扯,看绣线及外露线头是否散脱,是否有断线、漏针,是否有隐形针洞(洗水时会烂),对贴布周边进行拉扯,是否的绣花包边不良造成隐行爆口。
2印花:
印花片回厂后第一时间检验数量,捆扎有无错误。
核对样板,检验颜色、位置花型效果,检验手感,太粘(易粘尘)不行,硬的是否会断,正常洗衣动作测试是否会脱落,用白布擦拭检验耐磨擦色牢度是否合格,拉伸印花是否断裂,外观是否发泡,搭色、缺花、漏点、裁片污渍等。
缝制车间(半成品)检验
检验缝制车间半成品各部位的工艺、绣花印花,解决生产中的问题,控制疵点的最低机率发生,使疵点造成的返工率降低。
主要检查车缝品质,及时在操作初期发现问题,找出原因并分析解决,防止疵点连续发生或产生链式反映,把发生或可能发生的疵点问题控制在初始阶段.每天完整的填写检验分析报告相关负责人签字确认并上报。
检验方法及标准(牛仔裤、裙)
1每天检查缝线张力。
2每道工序生产前向操作人员说明质量要求,解释可能出现的疵点,提出相关的防范措施.
3每位操作工的新工序首包(扎)大货检验.
4不间断寻查,对每位操作工的产品进行抽查,对发现有疵点或可能对下一道工序有影响的的产品进行督导返修,查根解决,坚决不可以流入下一道工序.
5认真填写检验报告,分析病疵出现的原因,提出解决意见.
6每道工序线迹,不可有浮线或起珠,缝线张力适中,线色线号是否正确.
7前袋:
袋型、袋布正确,袋布帖无漏拷边,袋口止口不反吐,表袋做法、位置正确,运反袋布圆顺,左右袋布形状一致,袋口松位0。
5CM。
8
门襟:
襟边顺直,压线准确,拉枣压死线头,拉链边距门襟1/2"
,拉链不起拱,里襟必须完全盖住拉链牌,落拉链双线,搭位1/4"
小浪不起皱,注意拼小浪缝头不能大小。
9
育克:
按要求控制好缝位,检验缝线张力,针距,若专机埋夹特别注意内止口,注意机针不可有倒钩或无针尖,完成后不起皱,不起豆角,对位准确性。
10
后浪:
后浪不可拉长或因缝线张力过大使其变短,针距统一;
完成后不可有扭,起豆角,跳针等现象。
11后袋:
袋花正确,分清左右,烫袋形状正确,若烫圆角袋要求用拷贝纸或袋布包烫,单线贴袋袋内缝头拷边,双线贴袋袋内缝头修至1CM,贴袋位置准确,放松位0。
3CM,压线圆角处圆顺,切记袋口处打倒针不可超出袋边;
完成后左右袋大小高低一致,无驳线,压线大小、针距一致,袋角无毛头,有袋盖的完全盖住袋口。
12外侧缝:
拼缝缝头按纸样,五线拷边不可铲切,特别座围处吃势正确;
控制腰围、坐围尺寸,压线缝线张力适中;
完成后左右育克、袋口、保险线高低长短一致,观察外侧缝顺直、不扭斜、不起波浪,不皱、不翘;
测量坐转尺寸。
13
内侧缝:
拼缝缝头按纸样,五线拷边不可铲切,拼缝手势正确(因为是斜纹容易变型),浪底对位准确,压线缝线张力适中,不压线的底浪打枣;
完成后观察裤型,不可有扭腿扭脾现像。
测量坐围、脾围、内长、脚口尺寸。
14
脚口:
车脚前看脚口是否平顺,不平顺的要先修剪,车脚内含缝头1CM,缝线张力适中针距统一,驳线在内侧缝;
完成后脚口平顺,不起扭,不起豆角,中间无驳线,无浮线无跳针
15上腰前确认唛头订法和位置,横纹或斜纹腰头内要加粘合衬或织带,做腰头宽窄一致,上腰要先点位,含缝头大小一致,若专机拉腰头,封嘴驳线一定在耳鼻子下,并且平车线要压牢专机线;
完成后腰头圆顺,宽窄一致左右对称,腰嘴离拉链上止1/8”,左右高底一致,育克左右一样高,测量腰围尺寸。
16裤耳做法按要求,完成后位置准确,长短一致不偏不斜并保持0.2CM的松位.
17
成件检查:
检查有无漏、错工序,检查裤型,测量洗水前尺寸。
18
所有产品合理堆放,待检、合格、返工产品按标识分开堆放。
、
四工作时效性
所有工作在当班次内完成。
洗水检验
管理洗水品质,协助洗水厂记录洗板、头缸的冼水工艺,拿到相关数据,在大货洗水过中程中跟踪管理使大货洗水效果达到要求;
洗水完成后判定洗水是否合格。
二工作内容
洗水前检验洗水前尺寸,洗水中根据记录的板、头缸的冼水工艺检验,检验大货的洗水工艺,检验手工、洗水色,洗后尺寸,大货手感等;
负责记录粘合衬洗水测试。
每天完整的填写检验分析报告,和测试记录报告。
1每次洗水前先做好洗前尺寸记录,包括样板、首件、大货。
2检验有无车缝不良或其它工序操作不符要求影响或可能影响洗水效果的,若有提出解决意见并上报。
3检验记录手工效果。
4记录样板(头缸)洗水方法,顺序,记录烘干时间。
5根据之前的样板(头缸)的洗水工艺记录检验大货的洗水工艺,并在烘干过程中多次测量大货尺寸。
6洗水完成后检验大货洗水手工、颜色、手感、大货尺寸并做报告判定大货的洗水质量。
要求所有的手工、洗水工艺跟板,颜色可接爱一个色,但一定要分开,手感跟样板,尺寸可接爱范围见:
《尺寸表公差范围》.
7若熨烫时归拉尺寸的,在熨烫过程中跟踪检验尺寸,分别要在刚烫好后测量,烫后半小时后测量,烫后4小时后测量。
8粘合衬洗水测试时做好各项数据记录。
所有工作在当班次内完成。
后整(成品)检验
成品检验是产前入箱前的最后一次检验,是产品质量的最后一关,经过成品检验合格的产品直接反映该批大货或该工厂的品质情况。
对产品的外观和功能进行100%的检验,包括产品的板型,面料,辅料,工艺,洗水,尺寸等;
确认包装物料及使用方法。
每天完整的填写检验分析报告相关负责人签字确认后并上报。
检验流程:
检查洗水——检查前幅——检查腰头——检查后幅——检查脚口——检查外侧缝、内侧缝——检查外观效果——检查内身——试身——检查包装物料、包装方法——验针
检查洗水:
对照样板检查洗水效果,包括手工工艺,不可有缺漏和与样板做法效果不同;
洗水色,对照样板颜色可以接受一个色色差(PT标准色),但要分开放置、装箱。
洗水手感跟样板。
2检查前幅大片:
有无布次、洗水痕、污渍、线毛等,检查前袋:
检查袋口有无磨破或断线、跳针,检查撞钉有无缺漏或脱落、图案方向是否正确,表袋无缺漏,左右袋对称;
翻出袋布检查袋内有无毛球线头、异物如洗水石砂等。
3检查拉链:
打开生链快速反复拉动拉链5次以上检验拉链拉动是否顺畅,拉锁是否有效,门襟要直,门襟线有无松脱,有无漏、错打枣;
检查凤眼有无断线或毛口,扣好工字钮检查工字钮位置是否准确,工字钮方向或图案,用力拉拽检查有无脱落或松动。
4检查腰头:
检查腰嘴高低,腰头宽窄一致,检查唛头位置有无缺漏和脱落,检查腰牌方向、位置,检查耳鼻子有无缺漏,位置,打枣无缺漏,无偏斜,整洁,无污渍,所有线迹无跳针断线。
度量腰围尺寸。
5检查后幅:
检查育克压线,有无跳针或洗水磨断线,针孔有无起毛球,对位准确;
检查后袋,检查撞钉有无脱落松动,袋花线有无松断,左右高低一致,手伸入袋内检查有无异物毛头等,检查有无破洞、布次、洗水痕、污渍、线毛等物。
6检查脚口:
脚口有无洗水磨破,无起扭,无断线跳针,检查左右脚口大小;
度量尺寸。
7检查内外侧缝:
检查拼缝有无爆口,有无漏压线、打枣,有无断线跳针,比较左右长度。
8外观检查:
提起腰头侧位,观察整件板型,有无扭脾,裤腿起翘;
观察有无其它疵点。
9检查内身:
翻转(裤、裙),检查有无毛头、爆口、污渍疵点。
10试身:
试穿模特,观察上身效果。
11度量尺寸。
尺寸接受范围见《尺寸表公差范围》
12工字钮拉力测试:
90N,15秒。
13检验包装物料:
检查挂牌等其它物料:
检查挂牌、价钱牌、条形码、士啤袋所有物料使用方法和装订位置是否正确,有尺码的核对尺码。
14检验包装方法:
折叠、包装方法是否正确,纸箱尺寸及箱唛填写是否正确,装箱不可太紧纸箱也不可有空隙。
15验针检验:
包装入好胶袋后进行100%过验针机,验针后每两小时通过的货分开堆放,验针机每两小时用1。
0MM的测试卡进行灵敏度测试。
16填写检验分析报告,初步判定大货品质。
开始包装前完成工艺和尺寸报告,对不合格产品进行分类、整理记录分析。
终检
总检是摸拟客户验货,对大货品质做内控的最后评判,对之后生产控制做出正确的建议和意见。
按客户验货方法和标准进行抽检大货,分析总结疵点原因并做详细品质报告。
(操作手法可见半《成品、成品检验方法及标准》)
1生产前检查:
核对资料,参加产前会议。
2生产时检查:
确定车间第一件或第一批大货出成品后检查,检验内容:
洗水前尺寸、手工,如有问题反映到相关部门,头缸洗水完成后果检验洗水。
3初次开箱检验:
大货包装20%时开箱抽验,初步判定大货品质标准,如不合格,提出问题要求整改的翻箱整改,出具验货报告并上报。
4尾期检验:
大货包装80%时开箱抽验做最后做质量判诂,如不合格要求翻箱整改,出具验货报告并上报处理意见。
检验标准:
AQL2。
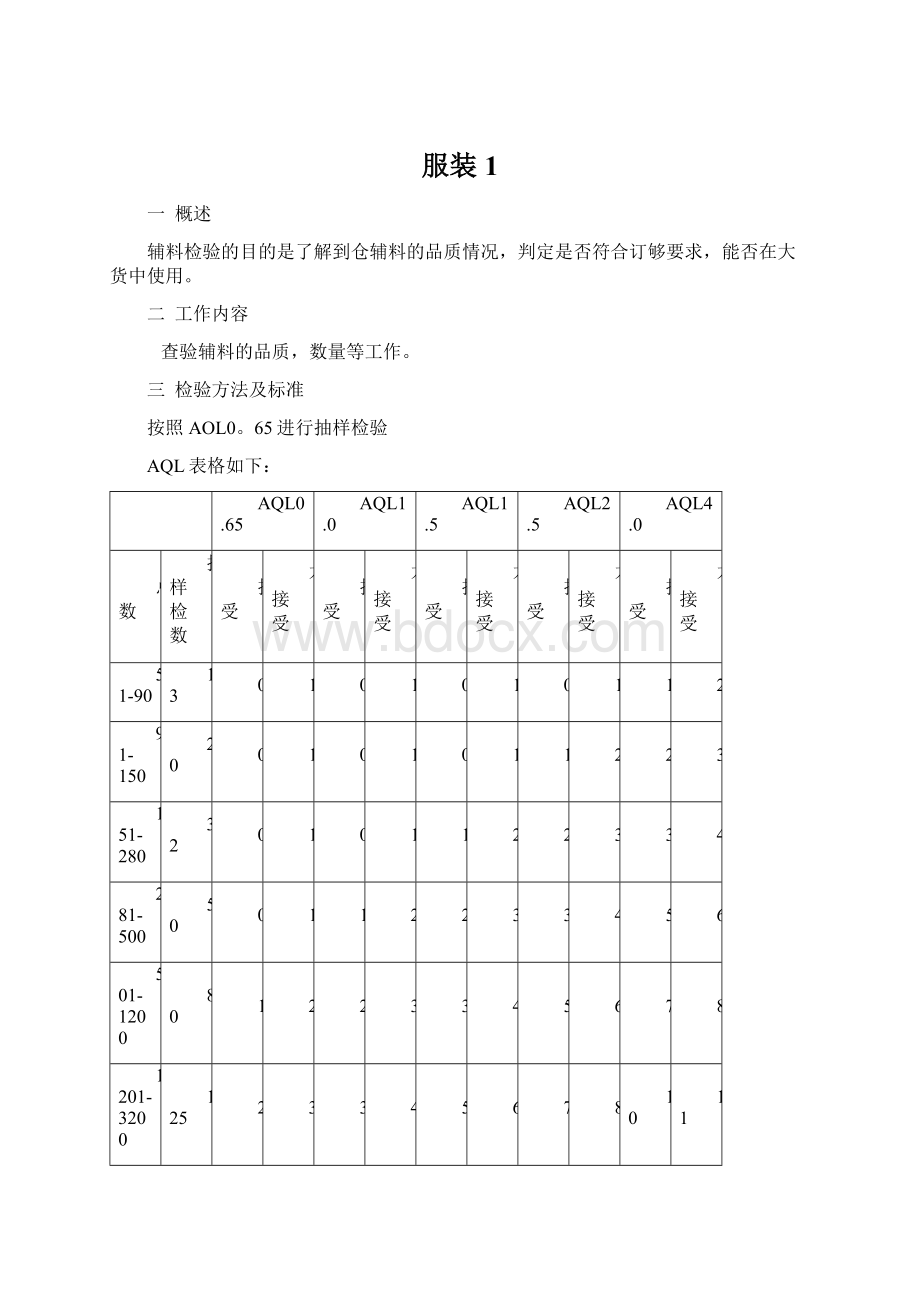
5国际标准
一.AQL查检概述
AQL:
是英文averagequalitylevel的缩写,即平均质量水平,它是检验的一个参数,不是标准。
验货的时候根据:
批量范围、检查水平、AQL值决定抽样的数量和合格与不合格产品的数量。
服装质量检查采用一次抽样方案,服装批量的合格质量水平(AQL)为2.5,检查水平为一般检查水平,检查的严格度为正常检查。
其抽样方案见表:
AQL
0.65
二查检项目
1.尺寸外形检查:
----- 尺寸公差表(附表2)
关键尺寸点---腰围,坐围,前、后浪,内长,脾围,膝围,脚围,门襟开口。
2.疵点检查:
外观、外形、辅料,找出的疵点都分别规类。
三.评分标准
AQL是百件衣服内最大的疵点积分数,它是根据抽样检查后,达到合格判定数(件),认为此服装批量(件)平均加工水平为满意。
达到不合格判定数(件),认为此服装批量(件)平均加工水平为不能接受的水平。
对于检查过程中评分的标准以下为标准记分:
1).一般疵点---从订单的组织规格和质量标准出发,它将没有达到产品的表现性能,影响成衣的外观和内在。
一般疵点.返修能消除疵点对成衣的外观和内在的影响。
如果在此疵点基础进行返修的成衣工厂,出货前一定要要做100%的再检查,检查者可以限定检查的特定规格、颜色、尺寸等。
两个一般疵点折算为一个严重疵点。
2).严重疵点---影响成衣的外观、外形。
当消费者购买时,看到这类疵点不会再买这件衣服,或者这类疵点将导致第一次或洗后穿着不适服,消费者会退回衣服。
如破损、斑渍、色条、破洞、关键尺寸点。
严重疵点。
发现一个严重疵点,则判定此件衣服不合格或不可接受。
疵点列表
1).外观相关连的疵点
*疵点影响衣服的
*在此基础返工的,客户要求重新查看这些衣服原因这些自然特性
*在此内容与关键疵点结合,一起用布
*成衣的布颜色超过规格要求范围,或者讲超过对照卡上的允许范围
*色差的片子/线/可见的附件,影响成衣外观
*缺色少色
*断纱,断头(纱),少针导致破洞
*在布上有永久性的水平,垂直纹路,包括针迹
*油,污,影响外观
*错经,错纬(梭织)敷料,备件
*未批准的辅料用入或代替
*任何特殊备件的少、损坏不能使按原要求使用
*任何组织结构反向影响衣着的外表
2).扣件
*扣件漏掉
*破,损坏,缺陷,反倒
*不符规格要求
*不能通过拉力测试
3).拉链
*任何功能不全
*拉链车的太紧或太松以至拉链凸起和口袋等不平
*拉链边带不平直
*口袋拉链不够平直,以至鼓起口袋
4).商标
*商标必须全部可见,位置误差+-1/4“
5).车线
*针距每寸+1/-0。
5超过要求,或者符规格不合适
*针迹的形状,型式,不符要求或不合适,例拷边没有足够牢固
*车线到头时,(遇到没有连接或转换的)没有打倒回针此至少打2-3针
*明线不接受驳线
*链式针迹,(埋夹)断掉,少,跳针
*套结长度、位置、宽度、针迹的密度不符要求或漏掉
*线迹由于张力过大导致扭曲和起皱
*针迹不牢开口
*严重扭曲,两边针迹拷拢时,放着不够平直以至裤子不平,裤脚扭曲
*线头长于1/8“
*所有的车线需对衣服平直,而不可扭曲和歪斜
6).成品包装
*没有烫,折,挂,胶袋,包和搭配不符要求
*烫的不好包括色差,极光,色变,任何其它疵点
*尺寸贴纸,价格牌,不符
 升级会员
升级会员 