塔类压力容器制造工艺文件全套Word格式文档下载.docx
《塔类压力容器制造工艺文件全套Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《塔类压力容器制造工艺文件全套Word格式文档下载.docx(37页珍藏版)》请在冰豆网上搜索。
检查结果
检查员/日期
厂内
监检
用户
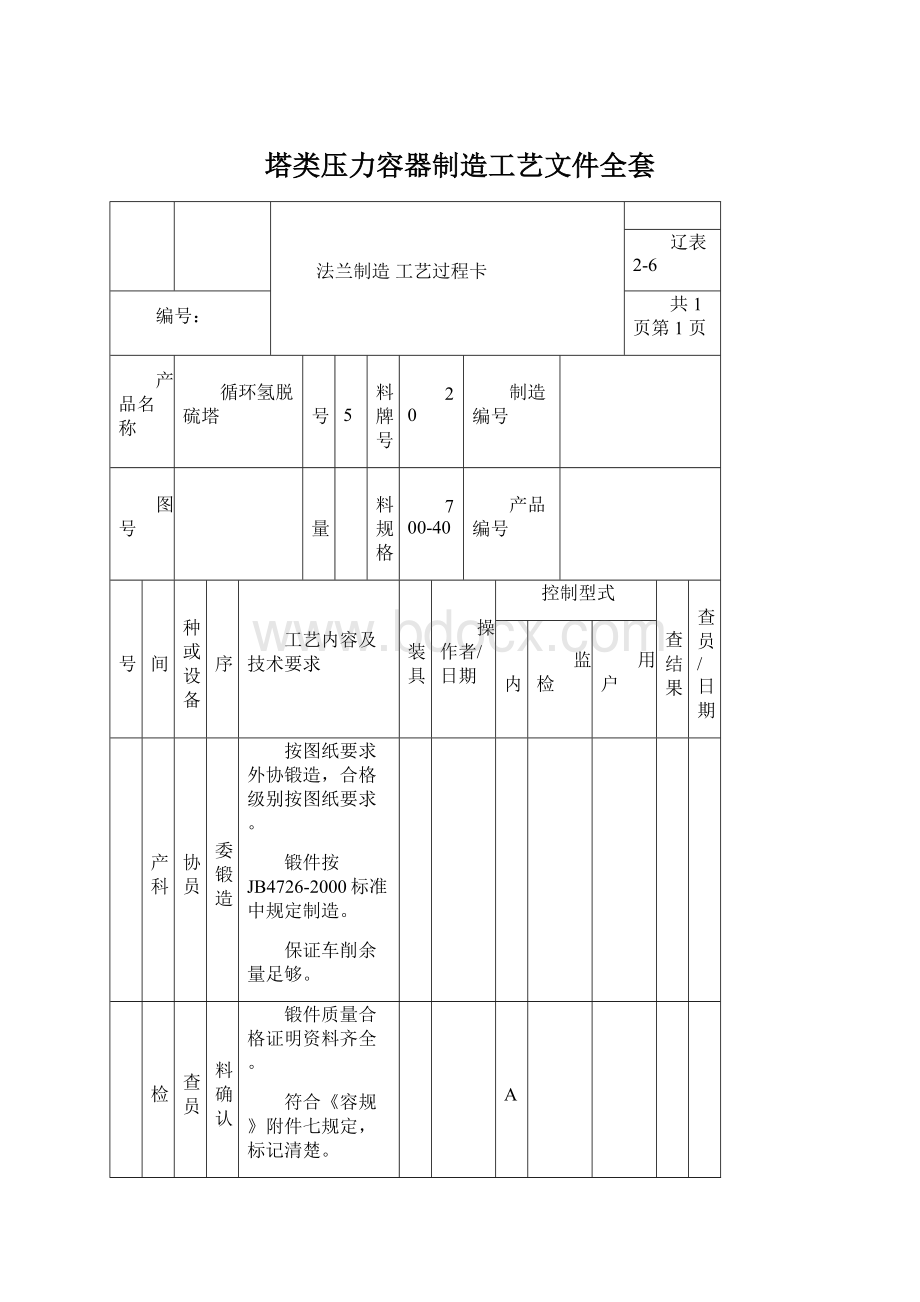
生产科
外协员
外委锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
按图车削外圆、内孔及密封面、坡口等结构。
公差及光洁度符合图纸及标准要求。
自检合格进入下工序。
自检
4
钳工
划线
按图样对螺栓孔位置进行划线并打冲眼。
中心圆直径及相邻两孔弦长允差为±
0.3mm。
任意两孔弦长允差为±
0.5mm。
检查合格下转。
检B
5
钻孔
依冲眼钻孔并去毛刺。
0.6mm。
1.5mm。
自检合格下转。
6
检查
对机加工后的工件几何尺寸及表面质量进行检查。
符合图纸及标准要求为合格。
合格后刷防锈油并入库备用。
11-4
20II
200-2.5
通用
厚壁管制造工艺过程卡
锻件按JB4726~4728-2000标准中规定制造。
锻件检验证明资料齐全,符合《容规》附件七,并保证车削余量足够。
铆焊
铆工
号料
锻件质量合格证明资料齐全,标记清楚。
锻件按JB4726~4728-2000标准中规定要求及图纸要求进行验收。
注:
对Ⅲ、Ⅳ级锻件粗车端面后,进行100%UT复验,合格后方可使用。
检D
机加工
按图纸尺寸加工外圆及内孔等结构。
详见通用工艺。
合格下转。
对加工成型后成品,按图纸尺寸进行检查,公差及光洁度符合图纸要求。
合格备用。
法兰盖制造工艺过程卡
16
20III
按图车削外圆及密封面等结构。
7
11-6
20R
δ=36
板材质量合格证明资料齐全,标记清楚,符合GB6654-1996标准要求。
(注:
δ>50mm用正火板。
)
法兰盖采用整体下料,余量详见通用工艺要求。
按本厂规定进行材料标记移植。
经检查员确认合格进入下工序。
水焊工
下料
根据切割工艺规程进行下料。
采用半自动火焰切割。
切割后去除氧化物及渣瘤等杂物。
自检合格后转机加车间。
下封头制造工艺过程卡
共2页第1页
8
δ=14
材料检查员
材料
确认
材料必须符合GB6654-1996标准及图样要求,质量证明资料齐全;
经检查员确认合格后方可使用。
备料
按展开尺寸φ930进行划线。
按规定进行标记移植。
检查合格进入下工序。
划规
按切割工艺规程进行切割。
乙炔焰切割。
切割后清除切口表面氧化物及熔渣等杂质。
生
产
科
外委加工
依图纸外委加工成型,符合JB4746-2002标准要求。
加工前应将材质、规格、编号等标记清楚。
齐边后交货。
合格后返厂,封头合格证明资料要求齐全。
质检科
检查确认
对返厂封头几何尺寸及表面质量和标记进行检查。
具体要求详见通用工艺QB/PXSSJ1-2005表7第5工序要求。
6
坡口加工
在封头切割胎上进行切割,并切割出焊接工艺要求的坡口。
用火焰切割。
切割后清理切口氧化物等并修磨坡口。
检C
共2页第2页
打压班
表面处理
按通用工艺QB/PXSSJ1-2005表7第7道工序要求进行表面处理。
号孔位
按图纸对封头上开孔大小及位置进行划线。
检查合格并经责任师确认后下转。
H
E
9
开孔
按切割工艺进行开孔并切割出焊接工艺要求的坡口。
筒体制造工艺过程卡
共2页第1页
10
材料符合GB6654-1996标准要求,标记清晰,质量证明资料齐全。
按展开尺寸及板面实际尺寸进行划线。
详见通用工艺要求。
并按本厂规定进行标记移植。
选用乙炔焰切割。
切割后清除氧化物及熔渣等杂物。
对板表面进行打砂或砂轮抛光处理,除掉氧化皮等杂物。
合格进入下工序。
刨边机
按焊接工艺要求刨坡口。
坡口表面不得有裂纹及分层等缺陷。
球罐
油压机
压头
展开料两端压头。
压头长度≮300mm;
外坡口。
分次压成,确保胎板轴线与板料中心线垂直。
压头时圆弧半径用R350mm内样板检查,样板弦长≮300mm。
检查合格后进入下工序。
滚床
滚圆
清除板料上杂物。
在滚床上卷筒,注意材料标记及筒节编号等必须在筒节外面。
滚制时筒节展开长度方向与辊垂直,多次滚制成形。
滚制过程中不断用弦长≮300mm的内样板检查。
组对纵缝,错边量≤3.0mm;
端口不平度<0.5mm;
组对间隙见焊
接工艺;
定位焊,检查合格后进入下工序。
焊工
焊接
筒节两端点焊引弧板,并依焊接工艺对A类缝施焊。
焊后清理药皮等,并打焊工钢印。
共2页第2页
铆
焊
找圆
清理筒内外焊瘤、飞溅等杂物并调整滚床进行找圆。
找圆时,保证筒节轴线与辊轮中心线平行并用弦长大于1/6Di且≮300mm的内样板检查,并随时清理氧化皮。
棱角度E≤3.4mm;
椭圆度e≤7.0mm。
组对
根据排版图将筒节进行组对。
纵缝排列及筒节编号以排版图为准。
保证每节四条方位线重合。
组对间隙见焊接工艺。
组对错边量≤3.5mm。
清理焊道两侧50mm范围内油锈等杂物。
依焊接工艺对筒节B类焊缝施焊。
焊后清理,并打焊工钢印。
11
按图纸及排版图对筒体上开孔大小及位置进行划线。
12
探伤员
无损检测
对筒节A、B类焊缝按图纸要求进行100%RT检测,按JB/T4730.2-2005中有关规定II级合格。
N
A
13
对筒体几何尺寸、壳体直线度及表面质量、焊工钢印及材料标记等进行检查。
检D检C
补强圈制造工艺过程卡
材料必须符合GB6654-1996标准要求。
质量证明资料齐全;
M/H
按展开尺寸φ480/φ277进行划线。
按规定进行标记移植,并标记件号和产品编号。
内孔放样切割,并切割出焊接工艺要求的坡口。
按图纸要求加工外圆至尺寸。
钻气密检查孔并攻丝。
压形
压形。
曲率与筒体或封头外表面紧密贴合。
压形时考虑螺孔应至于补强圈的最低处,卧式容器在补强圈相对轴线两侧的最低处;
立式容器在补强圈相对轴线的最低点。
对压形后补强圈的曲率及标记等进行检查。
检查合格备用。
开口2
δ=16
按展开尺寸φ300/φ172进行划线。
接管制造工艺过程卡
11-1
φ273×
钢管质量合格证明资料齐全,标记清楚。
钢管符合GB/T8163-1999标准要求。
根据图纸确定接管长度。
长度方向留3~5mm机加工余量,切割余量自定。
按本厂规定进行标记移植。
切割
采用乙炔焰进行切割。
切割后去除氧化物或毛边。
平端面并车削坡口。
坡口角度为30±
2.5°
,钝边2±
0.5。
检查合格转铆焊车间班组。
 升级会员
升级会员 