机械加工工序卡.docx
《机械加工工序卡.docx》由会员分享,可在线阅读,更多相关《机械加工工序卡.docx(13页珍藏版)》请在冰豆网上搜索。
机械加工工序卡
机械制造与自动化专业
机械加工工序卡片
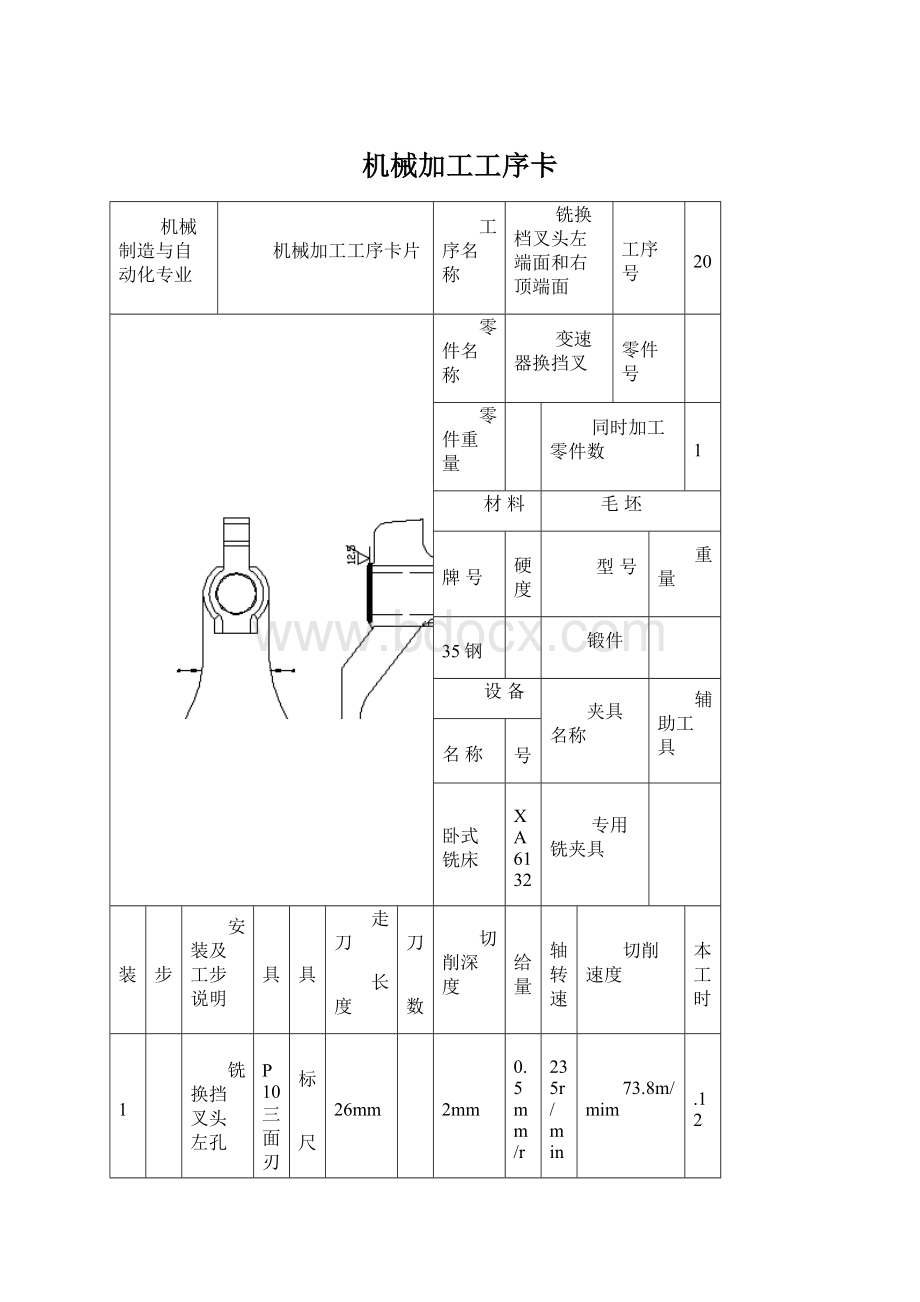
工序名称
铣换档叉头左端面和右顶端面
工序号
20
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
铣换挡叉头左孔口端面
P10三面刃铣刀
游标
卡尺
26mm
1
2mm
0.5mm/r
235r/min
73.8m/mim
0.12
2
铣换挡叉头右顶端面
15mm
1
2mm
0.5mm/r
235r/min
73.8m/mim
0.13
设计者
指导教师
程雪利
共10页
第1页
机械制造与自动化专业
机械加工工序卡片
工序名称
钳:
校正换挡叉
工序号
30
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
钳工台
专用钳夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
校正换档叉
设计者
指导教师
程雪利
共10页
第2页
机械制造与自动化专业
机械加工工序卡片
工序名称
钻、扩、铰Φ15.81F8孔
工序号
40
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
立式钻床
Z525
专用钻夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
钻φ15.8F8(+0.043+0.016)孔至φ15
麻花钻14mmP10
孔用塞规
42.9mm
1
0.36mm/r
392r/min
18.9m/mim
0.57
2
扩φ15.8F8(+0.043+0.016)孔至φ15.75
42.9mm
1
0.375mm
0.48mm/r
392r/min
19.4m/mim
0.72
3
铰φ15.8F8(+0.043+0.016)孔
42.9mm
1
0.025mm
0.28mm/r
195r/min
9.7m/mim
1.55
4
孔口倒角C0.4
2
760r/min
0.11
设计者
指导教师
程雪利
共10页
第3页
机械制造与自动化专业
机械加工工序卡片
工序名称
铣换档叉脚两端面,厚5.9
工序号
50
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
立式铣床
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
铣换档叉脚外凸端面
齿面铣刀
游标
卡尺
41mm
1
1.9mm
0.43mm/r
150r/min
58.9m/mim
0.63
2
铣换档叉脚内平端面
44.5mm
1
1.6mm
0.43mm/r
150r/min
58.9m/mim
0.69
设计者
指导教师
程雪利
共10页
第4页
机械制造与自动化专业
机械加工工序卡片
工序名称
铣换档叉脚内侧面,保证51mm
工序号
60
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
铣换档叉脚内侧面及叉脚两端面倒角1.1×45゜
P10三面刃铣刀
游标
卡尺
25mm
1
4.25mm
0.2mm/r
235r/min
73.8m/mim
0.35
设计者
指导教师
程雪利
共10页
第5页
机械制造与自动化专业
机械加工工序卡片
工序名称
铣叉头两侧面,保证9.65mm
工序号
70
`
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
粗铣换档叉头两端面,保证9.65(0-0.25)mm
P10三面刃铣刀
游标
卡尺
25mm
1
4.25mm
0.2mm/r
235r/min
73.8m/mim
0.35
设计者
指导教师
程雪利
共10页
第6页
机械制造与自动化专业
机械加工工序卡片
工序名称
粗铣操纵槽
工序号
80
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
铣操纵槽(槽平面段两边倒角0.8×45゜)
P10圆弧槽铣刀
游标
卡尺
30mm
1
7.1mm
0.2mm/r
235r/min
73.8m/mim
0.64
设计者
指导教师
程雪利
共10页
第7页
机械制造与自动化专业
机械加工工序卡片
工序名称
铣未攻螺纹孔端面
工序号
90
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
铣未钻螺纹孔端面
P10三面刃铣刀
游标
卡尺
35mm
1
1.3mm
0.3mm/r
150r/min
47.1m/mim
0.78
设计者
指导教师
程雪利
共10页
第8页
机械制造与自动化专业
机械加工工序卡片
工序名称
钻φ8mm孔深8mm
工序号
100
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
钻床
Z525
专用钻夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
钻φ8mm孔,深8mm,对称面距操纵槽
对称面3.1(+0.1-0.1)mm
麻花钻φ8mm机用
游标
卡尺
8mm
1
4mm
0.05mm/r
835r/min
21m/mim
0.5
设计者
指导教师
程雪利
共10页
第9页
机械制造与自动化专业
机械加工工序卡片
工序名称
攻螺纹孔M10×1-7H
工序号
110
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35钢
锻件
设备
夹具名称
辅助工具
名称
型号
钻床
Z525
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴转速
切削速度
基本工时
1
1
攻螺纹孔M10×1-7H达图要求
机用丝锥
 升级会员
升级会员 