铸造铸件常见缺陷分析Word文档下载推荐.docx
《铸造铸件常见缺陷分析Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《铸造铸件常见缺陷分析Word文档下载推荐.docx(12页珍藏版)》请在冰豆网上搜索。
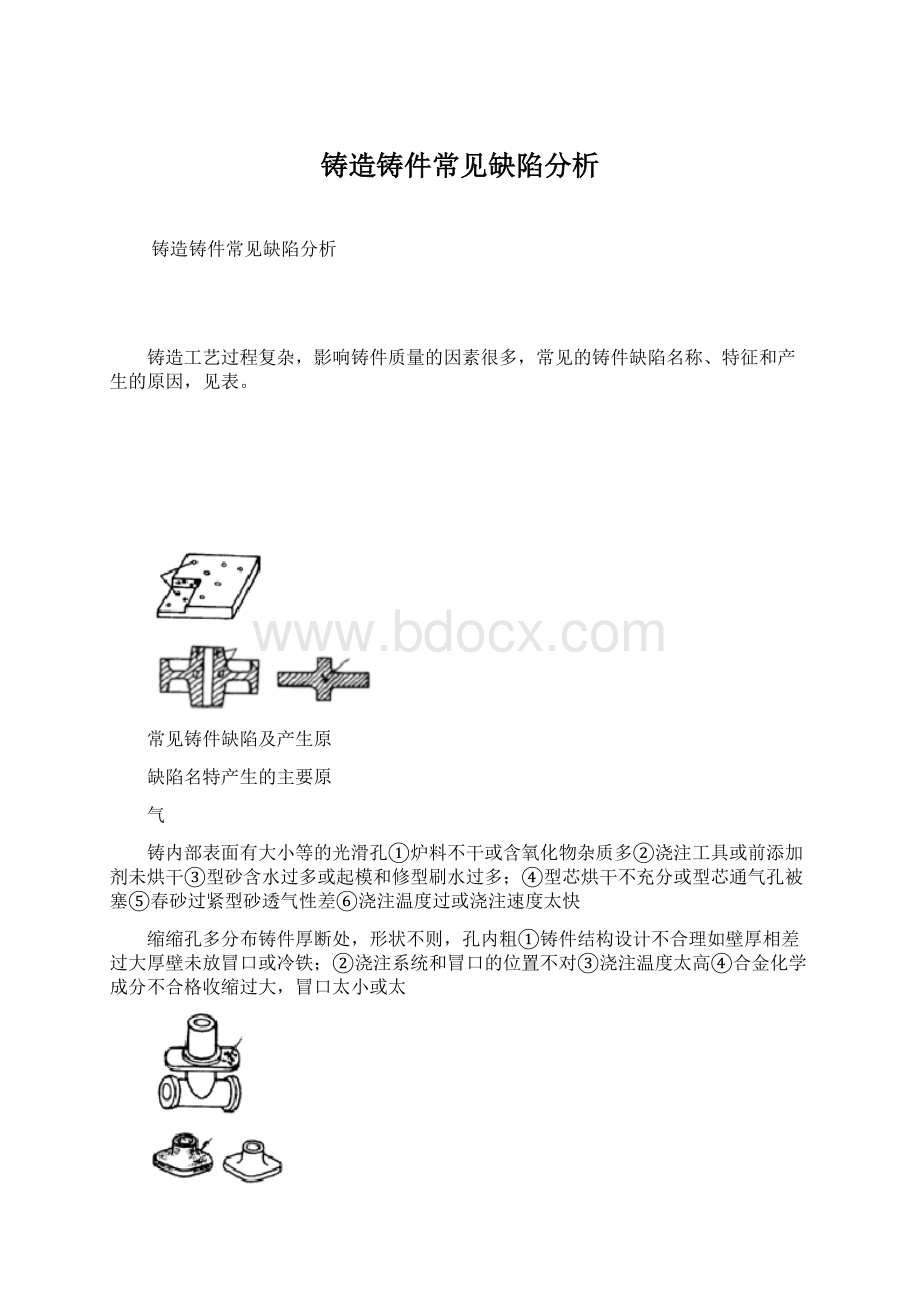
铸造工艺过程复杂,影响铸件质量的因素很多,常见的铸件缺陷名称、特征和产生的原因,见表。
常见铸件缺陷及产生原
缺陷名特产生的主要原
气
铸内部表面有大小等的光滑孔①炉料不干或含氧化物杂质多②浇注工具或前添加剂未烘干③型砂含水过多或起模和修型刷水过多;
④型芯烘干不充分或型芯通气孔被塞⑤春砂过紧型砂透气性差⑥浇注温度过或浇注速度太快
缩缩孔多分布铸件厚断处,形状不则,孔内粗①铸件结构设计不合理如壁厚相差过大厚壁未放冒口或冷铁;
②浇注系统和冒口的位置不对③浇注温度太高④合金化学成分不合格收缩过大,冒口太小或太
砂
在铸件内部表面有型砂塞的孔①型砂强度太低或砂型和型芯的紧实度不够故砂被金属液冲入型腔②合箱时砂型局部损坏浇注系统不合理内浇口方向不对金属液冲坏砂型;
④合箱时型腔或浇口内散砂未清理干
粘
铸件表面糙,粘有一砂①原砂耐火度低或颗粒度太大;
②型砂含泥量高耐火度下降③浇注温度太高④湿型铸造型砂中煤粉含量太少⑤干型铸造时铸型未刷涂或涂料太
夹
铸件表面产的金属片状起物,在金片状突起物铸件之间夹①型砂热湿拉强度低型腔表面受热烘烤而膨胀裂②砂型局部紧实度过高水分过多水分烘后型腔表面开裂③浇注位置选择不当型腔表长时间受高温铁水烘烤而膨胀开裂④浇注温度高,浇注速度太
一层型
错
铸件沿分型有相对位置①模样的上半模和下半模未对准②合箱时上砂箱错位;
③上下砂箱未夹紧或上箱未加足够铁,浇注时产生错
冷
铸件上有未全融合的缝或洼坑,其接处是圆滑①浇注温度太低合金流动性差②浇注速度太或浇注中有断流③浇注系统位置开设不当或内道横截面积太小④铸件壁太薄⑤直浇(含口杯高度不够⑥浇注时金属量不够型腔未浇不
铸件未被浇
裂铸件开裂,裂处金属表①铸件结构设计不合理壁厚相差太大冷却不匀②砂型和型芯的退让性差或春砂过紧③落
有氧化砂过早④浇口位置不当致使铸件各部分收缩均
铸件质量与气孔的关系
1)合理选定铸造合金和铸件结2)合理制定铸件技术要求(允许缺陷,具有规
定)。
3)模型质量检验(模型合格—铸件合格)4)铸件质量检验(宏观,仪器)
5铸件热处理:
消除应力,降低硬度,提高切削性,保证机械性能,退火,正火
1破坏金属连2较少承载有效面积
3气孔附近易引起应力集中,机械4弥散孔,气
侵入气孔,砂型材料表面聚集的气体侵入金属液体中而形成气体来源,造型材料中水分,粘结剂,各种附加物等.
气孔的特征:
多位于表面附近,尺寸较大,呈椭圆形或梨形孔的内表面被氧气孔形成过程:
浇注---水汽(一部分由分型面,通气孔排出,另一部分在表
 升级会员
升级会员 