轮机金工实习报告09版工艺答案Word文件下载.docx
《轮机金工实习报告09版工艺答案Word文件下载.docx》由会员分享,可在线阅读,更多相关《轮机金工实习报告09版工艺答案Word文件下载.docx(19页珍藏版)》请在冰豆网上搜索。
5
6
7
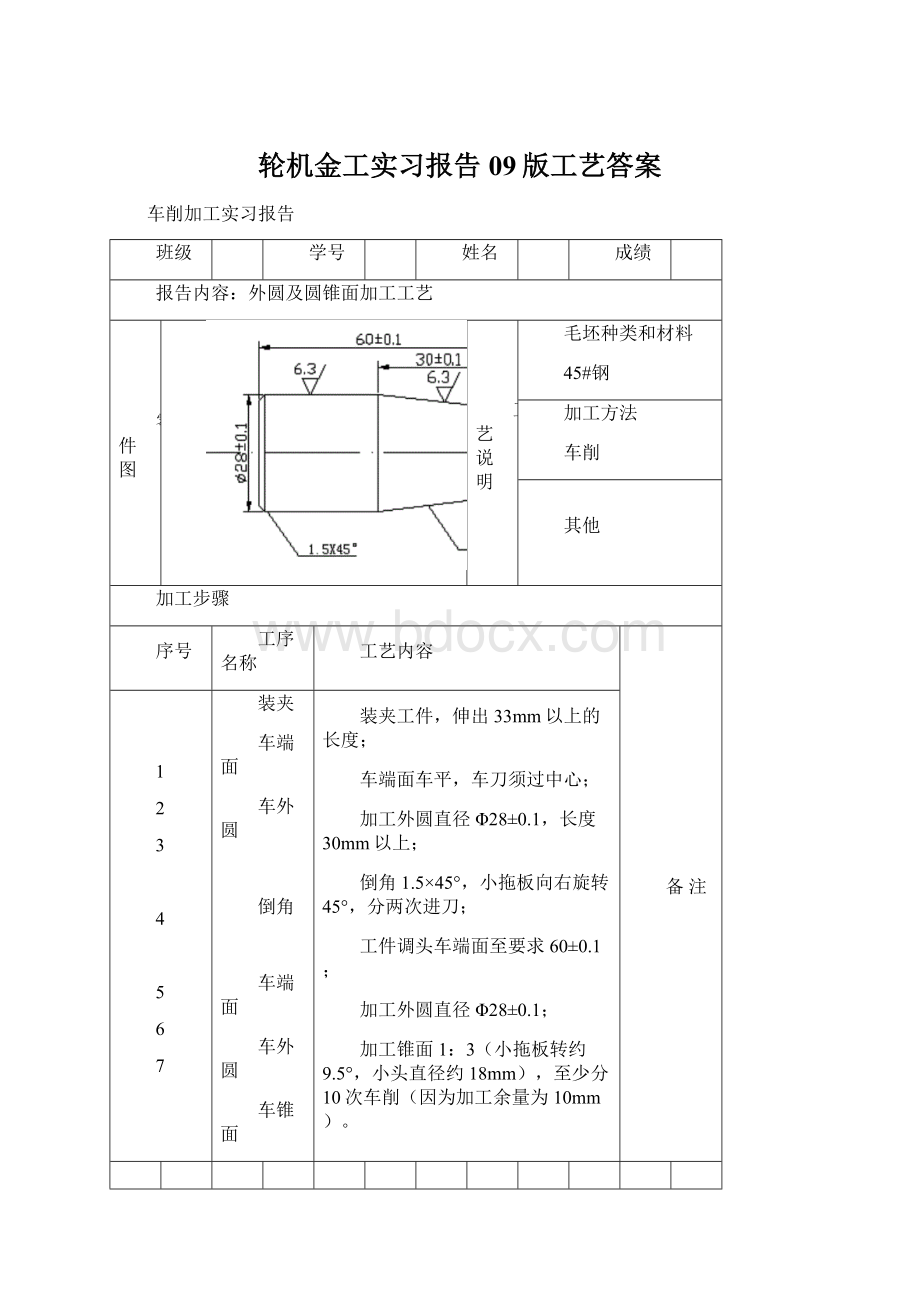
装夹
车端面
车外圆
倒角
车锥面
装夹工件,伸出33mm以上的长度;
车端面车平,车刀须过中心;
加工外圆直径Φ28±
0.1,长度30mm以上;
倒角1.5×
45°
,小拖板向右旋转45°
,分两次进刀;
工件调头车端面至要求60±
0.1;
加工锥面1:
3(小拖板转约9.5°
,小头直径约18mm),至少分10次车削(因为加工余量为10mm)。
报告时间:
年月日车削加工实习报告
车外圆及切槽加工工艺
车端面、钻中心孔
切槽
切断
夹持工件,伸出20mm以上的长度;
车端面,钻中心孔,转速为675r/min(625r/min);
夹持工件,至少伸出53mm长度。
一夹一顶:
①车削外圆至Φ25±
0.1mm,长度50mm以上;
②加工直径Φ16±
0.1mm长度至20±
0.1mm;
车Φ16处的1.5×
倒角,小拖板右旋45°
沟槽加工4×
2,宽4mm,深2mm,转速220r/min(190r/min)(注意刀具等高,刃口与轴线平行);
工件调头装夹在直径Φ25处,车零件总长50±
车Φ25处1.5×
,分两次进刀。
年月日
螺栓加工工艺
车螺纹
装夹工件伸出35mm以上的长度;
车端面钻中心孔,转速675r/min(625r/min);
一夹一顶,加工①外圆
,长度为35mm,②外圆
,长度为20mm;
车
处1.5×
车M16螺纹,长度为20mm,转速为66r/min(60r/min);
工件调头,车总长至要求45mm,加工外圆Φ24至要求长度10mm;
外圆车削及孔的加工工艺
钻孔
车外圆、切断
装夹工件,伸出40mm以上长度;
车端面,钻中心孔;
钻Φ10长度20mm的孔,转速410r/min(450r/min);
加工外圆Φ20±
0.10长度至40±
0.10,台阶垂直,注意最后一刀沿端面退出;
车Φ20处1.5×
工件调头车Φ28±
0.10的外圆长度至尺寸要求,保证总长60±
0.10mm;
车Φ28处1.5×
法兰工艺
8
9
10
11
12
钻中心孔
扩孔
镗孔
车厚度
装夹工件至少留出9mm厚度,三点校正至一个尺寸要求;
加工端面,转速520r/min(450r/min),进给量0.12;
钻中心孔,转速675r/min(625r/min);
钻孔,转速410r/min(450r/min);
扩孔,转速225r/min(190r/min);
加工直径Φ75±
0.1的外圆,转速520r/min(450r/min),手动进给;
镗孔直径至
,转速225r/min(190r/min),进给量0.1;
宽刀法倒角,内孔中拖板退50格(40格),外圆中拖板进25格(20格),刀架朝卡盘方向转约45°
;
工件调头装夹,校正三点读数为一致;
端面车平测量,保证平行度的要求;
车厚度至尺寸要求;
宽刀法倒角,刀架朝卡盘方向转约45°
。
轴套加工工艺
装夹、切断
修毛刺
装夹工件留出22mm的长度,校正后夹紧;
车端面,钻中心孔,钻孔转速410r/min(450r/min),扩孔转速225r/min(190r/min);
加工
的外圆,长度超过20mm,转速675r/min(625r/min),
,转速225r/min(190r/min),进给量0.1,每次12.5小格(10小格)一进;
倒角2×
,加工圆锥的方法,小拖板右旋45°
,50小格(40小格)一次,进两次;
工件调头装夹,车总长至尺寸要求。
修毛刺,用锉刀。
接头加工工艺
45#钢管
13
装夹工件,留出长度35mm,校正后夹紧;
加工端面,钻中心孔,转速675r/min(625r/min);
加工外圆直径Φ24,长度至33mm,转速675r/min(625r/min),进给量0.12;
加工外圆直径Φ18,长度至25mm;
钻直径Φ12,深度15mm的孔,转速450r/min(410r/min);
加工60°
的圆锥面,小拖板向右旋转60°
修毛刺(用锉刀);
工件调头靠肩夹紧,车端面,钻中心孔,转速675r/min(625r/min);
钻直径Φ8的孔,贯通,转速410r/min(450r/min);
车总长度为42mm;
加工外圆直径Φ18,长度9mm;
加工4×
的圆锥面,小拖板向右旋转45°
,分四次进刀。
钳工加工实习报告
管材锯割工艺
锉削
划线
锯削
先将一段长于60mm的管子一端锉平,保证此端面与管壁垂直。
在管子上取60mm及61.5mm处划线。
将管子放在台钳上夹住,注意轻重,沿所划线垂直锯下。
修理毛刺。
钳工加工实习报告
钻孔工艺
①在毛坯上选择两个相互垂直的面作为基准面,以其中一个为基准,划30mm及15mm的线;
②以另一个基准面为基准,划30mm及15mm的线,找出两条15mm线的交点为中心点。
③在中心点处打眼,以此为圆心,划半径为5.1mm的圆。
装夹工件,选择直径为10.2mm钻头,钻直径为10.2mm的圆。
套丝工艺
准备
套丝
检查工件尺寸,正确装夹工件。
在距离工件端面30mm及32mm处划线。
倒2×
20°
角。
选择板牙进行套丝,保证板牙与工件轴线垂直,中心线同轴,在套丝过程中注意润滑油的使用。
圆心定位
将法兰置于V型铁上,用铝块或其他物品填上孔以便划线。
①用高度划线尺找出法兰最高点,往下37.5mm划线
②转90度,按以上方法进行划线
③找出法兰的中心点,打眼,以25mm及26mm为半径划圆,
④在半径为25mm的圆与工件的中心线交点上打眼,并以此为中心划半径为4mm的小圆。
用中心钻或者3mm以下的钻头,在
孔的圆心上进行定位。
选择直径为8mm的钻头进行钻孔,修理毛刺,要求工件与钻头垂直。
保证对角孔距42,相邻孔距27.4。
对接套锉缺口工艺
上色,将毛坯置于V型铁上
①用高度划线尺找出对接套最高点,减去对接套半径尺寸处划线,
②以此线为中心线,加上5mm划线
③以此线为中心线,减去5mm划线
④再将工件平放在平板上划高度为10mm及5mm两条线,在5mm的那条线上求与上述中心线的交点。
以上面求得的交点为圆心,钻直径为8mm的孔。
锯掉多余的部分
用锉刀将缺口加工成宽为10mm,深为10mm的缺口,注意锉削时保证其垂直度,不能上宽下窄。
修毛刺。
管接头螺母工艺
倒角并修理毛刺
先将零件上色,平放在V型铁上:
①用高度尺取得零件的最高处尺寸,减去零件外圆的半径尺寸,划出零件的中心线;
②以中心线尺寸加上10.4,在外圆上划出上弦;
③以中心线尺寸减去10.4,在外圆上划出下弦;
④连接上弦,下弦及中心线上的六个交点,使之成为六边形。
将多余部分锉掉,保证六个平面间成120度夹角,并且与两端面垂直。
加工30度倒角。
螺栓螺母工艺
攻螺纹
倒角并修理毛刺
先将毛坯锉平,然后上色划线:
①用高度尺取得毛坯最高处位置,往下15mm划出毛坯的中心线;
②再将毛坯转90度按上述方法进行划线;
③找出毛坯的中心点,以此点为圆心,14mm为半径划圆,求得该圆与其中一条中心线的2交点;
④以其中一交点为圆心,14mm为半径划线,求得与圆的2交点;
⑤同样,找出另外2交点,连接该6点使之成为六边形。
划六顶点之间的连线,重新找出中心点,以8mm为半径划圆。
选择钻头,钻M16孔。
攻出M16的内螺纹。
焊接加工实习报告
钢板对接工艺
45#钢板
电焊
确定焊件;
清理焊缝;
将两钢板装配到一起;
定位后正反两面焊接,确定焊条直径牌号,电弧大小,控制焊接的速度、长度和角度;
清理,去飞溅,检查焊缝。
法兰焊接工艺
45#钢板、钢管
焊前清理管子与法兰的污物;
装配管子和法兰,注意管子与法兰的垂直度,管子不能超出法兰底部,并左右定位;
焊接,注意起焊点不能在螺纹孔处,控制好焊接角度,电弧调节正确,接头平稳,头尾相交要焊透;
清除焊渣并检查焊缝。
年月日焊接加工实习报告
轴对接工艺
气焊
将管路接头处清理干净;
点火,调节火焰大小、种类;
将两管件定位,点固;
焊接,控制好焊接角度,送丝速度、焊缝宽度,接头平稳,头尾相交要焊透;
检查焊缝。
碳钢的气割工艺
按图纸尺寸确定圆心,敲洋冲;
调节圆规半径;
点火,调节火焰大小;
切割工件;
复查半径尺寸;
清理,去氧化物。
管子的气焊补漏工艺
清理漏孔周围污垢氧化物;
确定焊条直径牌号;
焊接;
管子对接工艺
检查工件并清理焊缝;
将两管件定位、点固;
焊接,控制好焊接角度、送丝速度、焊缝宽度、接头平稳,头尾相交要焊透;
检查焊缝;
钢板对接。
年月日
 升级会员
升级会员 