通用焊接工艺卡Word格式文档下载.docx
《通用焊接工艺卡Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《通用焊接工艺卡Word格式文档下载.docx(26页珍藏版)》请在冰豆网上搜索。
SMAW-II-1G-12-F3J
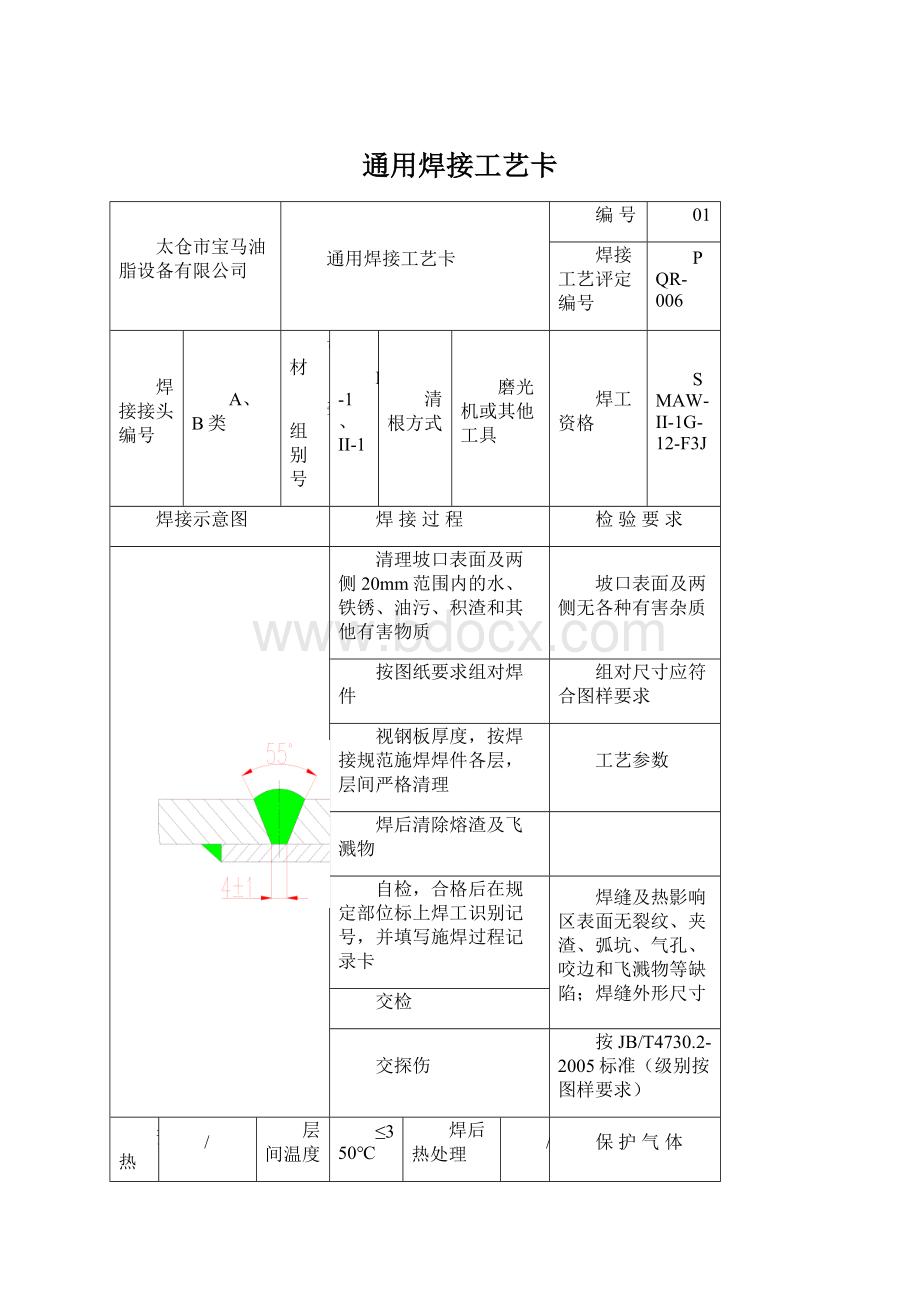
焊接示意图
焊接过程
检验要求
清理坡口表面及两侧20mm范围内的水、铁锈、油污、积渣和其他有害物质
坡口表面及两侧无各种有害杂质
按图纸要求组对焊件
组对尺寸应符合图样要求
视钢板厚度,按焊接规范施焊焊件各层,层间严格清理
工艺参数
焊后清除熔渣及飞溅物
自检,合格后在规定部位标上焊工识别记号,并填写施焊过程记录卡
焊缝及热影响区表面无裂纹、夹渣、弧坑、气孔、咬边和飞溅物等缺陷;
焊缝外形尺寸
交检
交探伤
按JB/T4730.2-2005标准(级别按图样要求)
预热温度
/
层间温度
≤350℃
焊后热处理
保护气体
焊接工艺参数
气体种类
尾部气体流量
层次
焊接
方法
焊接材料
焊接电流
电弧电压(V)
焊接速度(cm/min)
烘焙温度(℃)
保温(h)
气体流量
背面气体流量
牌号
规格
极性
电流(A)
定位
SMAW
J427
φ3.2
DC-RP
95~130
21~25
350
1
1-4
9-11
φ4.0
135~160
23~26
12-15
处数
文件号
签字
日期
高建东
徐晓红
2011.1.20
编制
审核
日期
02
母材钢号类组别号
I-1
SMAW-II-1G-12-F3J
外1-3
9~11
12~15
内1
03
PQR-006/008/012/013
磨光机或碳弧气刨
SMAW-II-1G-12-F3JSAW-1G(K)-07/09
按图纸要求组对焊
按焊接规范施焊焊件反面、正面清根后施焊
自检,合格后在规定部位做焊工识别标记,并填写施焊过程记录卡
内1-5
外
SAW
H08A
φ3.2-4.0
380~580
29~34
40-55
2011.1.13
04
PQR-012
母材钢号
磨光机
SAW-1G(K)-07/09
按焊接规范施焊焊件
内
05
C类
SMAW-I/II-2FG-12/57-F3J
自检,合格后填写施焊过程记录卡
外1-2
06
PQR-006/008/007
D类
φ2.6
65~85
18~23
7-9
07
1-2
08
PQR-001
VII-1
SMAW-IV-1G-12-F4
≤60℃
A102
85~125
20~25
150~200
130~150
22~26
09
130~155
10
PQR-009/014
SMAW-IV-1G-12-F4SAW-1G(K)-07/09
自检,合格后在规定部位标上焊工识别记号
 升级会员
升级会员 