产品特殊特性矩阵图Word格式.docx
《产品特殊特性矩阵图Word格式.docx》由会员分享,可在线阅读,更多相关《产品特殊特性矩阵图Word格式.docx(14页珍藏版)》请在冰豆网上搜索。
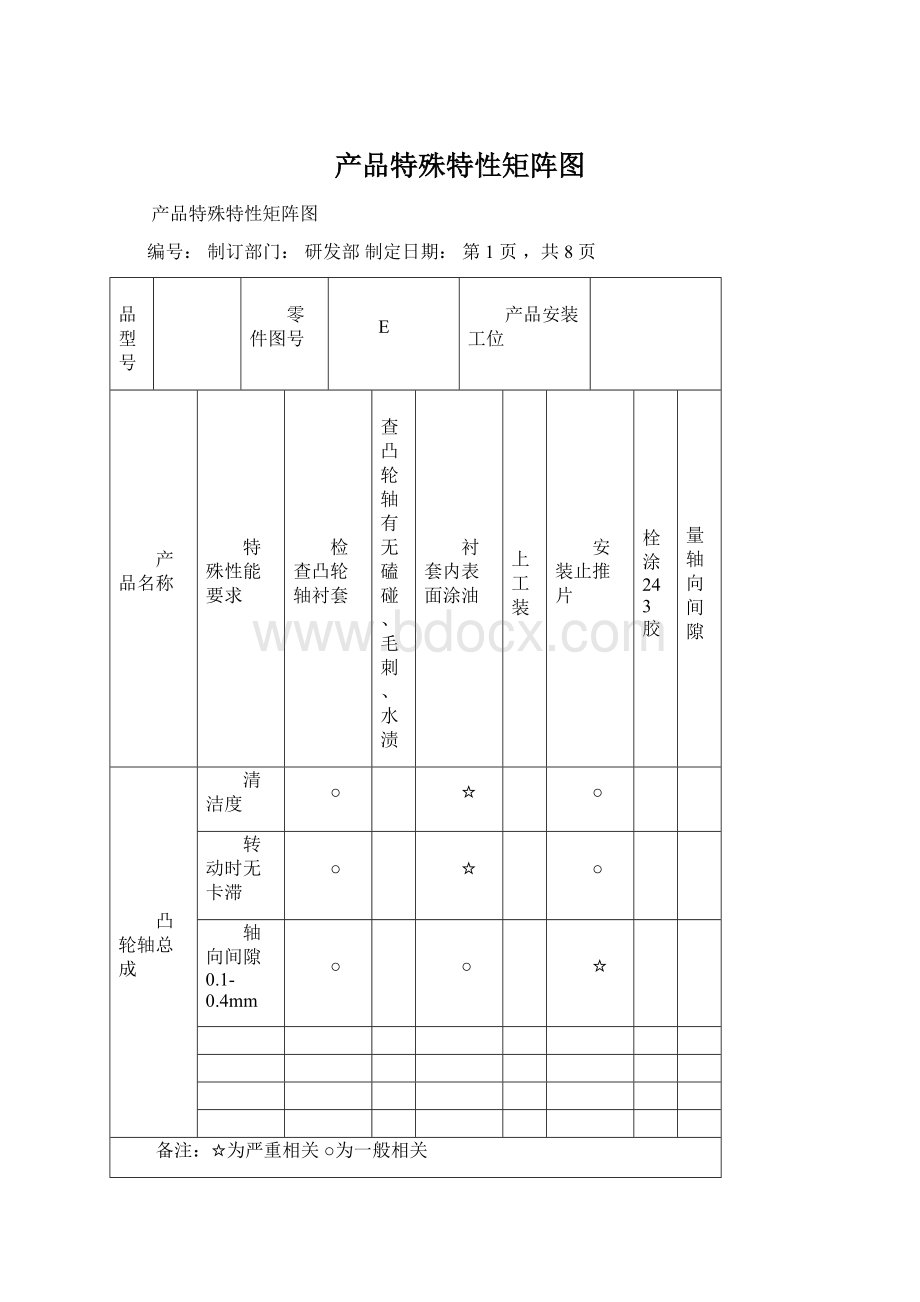
衬套内表面涂油
按上工装
安装止推片
螺栓涂243胶
测量轴向间隙
凸轮轴总成
清洁度
○
☆
转动时无卡滞
轴向间隙0.1-0.4mm
备注:
☆为严重相关○为一般相关
编制:
审核:
批准:
FR(DL)-PD-009-029-01制订部门:
技术研发部制定日期:
2012.9-15第2页,共8页
FR6A340N-30
FR6A340N-30-2000E
预装
检查曲轴、主轴承座、缸体
装主轴瓦
涂机油
装止推片
装后油封
拧紧主轴承螺栓
检查曲轴轴向间隙
曲轴总成
后油封不漏油
曲轴转动灵活
回转力矩≤50N.m
主轴承螺栓拧紧力矩260~320N.m
轴向间隙
0.07~0.25mm
殷健审核:
朱云峰批准:
虞顶飞
2012.9-15第3页共8页
总装一
检查活塞连杆序列号
装连杆瓦
装活塞环
并调整环口位置
活塞销表面涂油
装活塞销及挡圈
装入缸体
拧上连杆螺栓
检查轴向间隙
活塞连杆总成
无卡滞
连杆轴向间隙
0.15~0.35mm
连杆螺栓拧紧力矩
160~250N.m
活塞环开口方向
活塞挡圈安装方向
2012.9.15第4页共8页
总装二
检查齿轮室表面有无毛刺刮痕
安装机油泵
在缸体结合面涂胶
安装齿轮室
安装中间齿轮轴
安装气泵齿及气泵
安装水泵
安装皮带轮及减震器
齿轮室总成
不漏油漏水
气泵齿拧紧力矩120N.m
机油泵中间齿拧紧力矩
70N.m
中间齿盖板拧紧力矩
100~125N.m
皮带轮拧紧力矩
涨紧轮拧紧力矩
60N.m
2012.9.15第5页共8页
检查缸盖表面有无刮痕、毛刺
装火花塞衬套
装气门阀杆及密封套
安装气门弹簧及气门帽
检查气门下沉量
安装缸盖
拧紧缸盖
调节气门间隙
缸盖总成
气门下沉量
进气门0.75~1.17mm
排气门1.08~1.48mm
缸盖主螺栓拧紧力矩280N.m,副螺母拧紧力矩130N.m
气门间隙
进气门0.3mm,排气门0.4mm
2012.9.15第6页共8页
检查进排气管有无毛刺、铁屑
安装进气歧管
安装出水管总成
安装排气管
安装增压器
安装机油标尺
安装机油滤总成
进排气管总成
排气管螺栓涂防咬胶
增压器进油口加油
机油滤座涂胶
2012.9.15第7页共8页
安装调压器支架及发电机
安装调压器
安装混合器总成
安装节气门总成
安装废气旁通阀总成
安装各传感器
安装火花塞
安装线束总成
电控总成
起动机齿间涂固体润滑脂
燃气接头涂554燃气密封胶
火花塞间隙0.35~0.4mm
火花塞拧紧力矩30N.m
线束连接正常、无拖挂
2012.9.15第8 页,共8页
试车车间
检查随机记录卡是否填写完整
加入机油
发动机落座台架
磨合试验
性能试验
检查三漏
检查后油封
拧紧机上紧飞轮螺栓
发动机
发动机无漏装、错装
运动件充分润滑
发动机径向窜动量0~0.4mm
功率点:
230-254kw991-1095N.m
扭矩点:
184-203kw1256-1388N.m
气耗:
小于200g/kw.h
无漏水、漏油、漏气
后油封密封良好
 升级会员
升级会员 