平尺精度等级区分Word文档格式.docx
《平尺精度等级区分Word文档格式.docx》由会员分享,可在线阅读,更多相关《平尺精度等级区分Word文档格式.docx(7页珍藏版)》请在冰豆网上搜索。
≥10
≥80
800
1000
40
≥12
≥100
50
≥16
≥180
1250
1600
1600*
45
≥14
≥150
60
≥24
≥300
2000
2000*
80
≥26
≥350
2500
2500*
≥200
90
≥32
≥400
3000
3000*
55
≥20
≥250
100
4000
4000*
≥280
≥38
≥500
5000
110
≥40
≥550
6300
120
≥50
≥600
注:
带“*”尺寸,建议制成II字型平尺
4
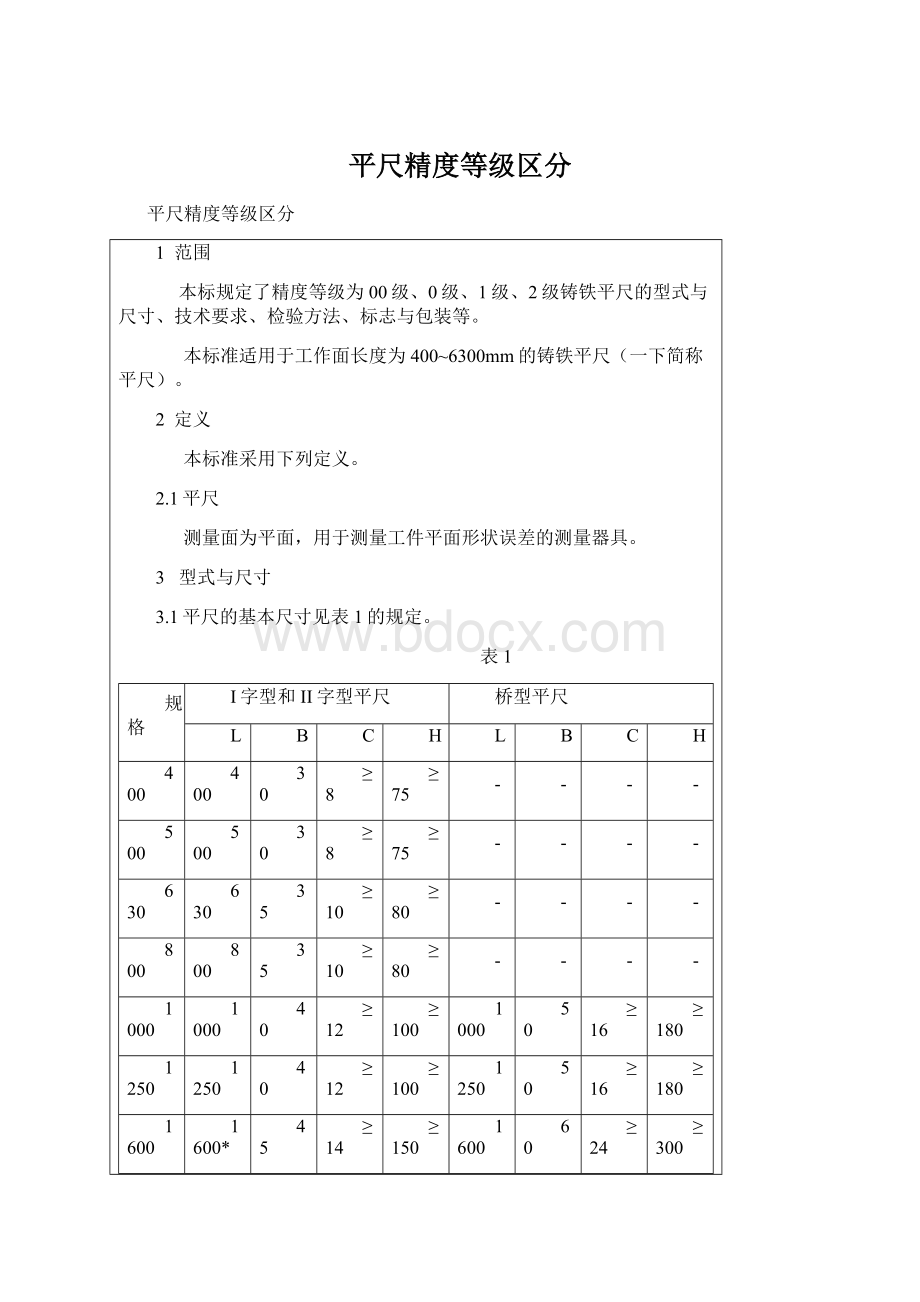
技术要求
4.1平尺工作面和侧面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松等缺陷。
4.2
平尺的铸造表面应清除型砂,且平整,涂漆牢固;
机械加工表面不得有严重影响使用性能的划痕、碰伤、锈迹等缺陷。
4.3平尺应采用优质细密的灰口铸铁或合金铸铁等材料制造,其工作面和侧面硬度应为170~220HB。
4.4平尺工作面应采用刮削工艺。
对采用机械加工的1级、2级平尺侧面,其表面粗糙度Ra的最大允许值为2.5um。
4.5平尺工作面的直线度公差及任意200mm的直线度公差见表2的规定。
表2
规格mm
精度等级
00
1
2
直线度公差值um
1.6
2.6
5
1.8
3.0
6
2.1
3.5
7
2.5
4.2
8
5.0
10
20
3.6
6.0
12
24
4.4
7.4
15
5.4
9.0
18
36
6.6
11.0
22
44
7.8
13.0
26
52
17.0
34
68
21.0
42
84
105
任意200
1.1
4
表中数值均按标准温度20°
C给定。
计算公式:
00级:
0.6×
(1+L/250)um
1级:
2×
(1+L/250)um
0级:
1×
2级:
4×
式中:
L-平尺工作面长度,mm。
距工作面边缘0.01L(最大为10mm)范围内直线度公差不计,且任意一点都不得高于工作面。
4.6平尺工作面采用刮削工艺应进行涂色对研检验。
对研后显示的接触点面积的比率见表3的规定;
或者按25mm×
25mm正方形面积中的接触点数见表3的规定,且任意25mm×
25mm中的接触点数之差不大于5点。
若有争议,则以接触点面积的比率为评定依据。
4.7I、II字型平尺上工作面与下工作面的平行度公差、桥型平尺工作面与支承脚支承面的平行度公差、平尺侧面对工作面的垂直度公差见表4的规定。
表3
测试项目
25mm×
50mm单位面积内接触点面积的比率
≥20%
≥16%
≥10%
25mm面积内接触点数
≥25
距工作面边缘0.01L(最大为10mm)范围内接触点面积的比率或接触点数不计,且任意一点都不得高于工作面。
表4
mm
上工作面与下工作面(或支承面)的平行度公差
侧面对工作面的垂直度公差
um
2.4
3.9
8.0
25
2.7
4.5
9
15.0
3.2
5.3
11
10.5
18.0
3.8
6.3
12.5
7.5
25.0
30.0
11.1
23
22.0
37.0
75
150
8.1
13.5
27
54
27.0
45.0
180
9.9
16.5
33
66
33.0
55.0
220
11.7
19.5
39
78
39.0
65.0
130
260
25.5
51
102
85.0
170
340
31.5
63
126
105.0
210
420
158
525
平行度公差值为表2中直线度公差值的1.5倍;
垂直度公差值为表2中直线度公差值的5倍。
4.8
I、II字型平尺支承点从表准支承位置移至最大支承距离位置时,平尺的自然挠度叫表5的规定。
4.9
平尺应进行去磁和稳定性处理。
4.10
I、II字型平尺侧面应有标准支承位置的标记,平尺端部应有存挂或吊装装置,且装置应尽量原理标准支承位置。
表5
自然挠度um
16
平尺的自然挠度应不大于10um/m。
5
检验方法
5.1
工作面的直线度
将I、II字型平尺用等高块支承在距平尺两端2L/9的标准支承标记处,根据平尺工作面长度选择适当的桥板(一般按8~10个跨步,跨距在50~500mm之间);
然后将桥板置于平尺的一端把反射镜或水平仪固定在桥板上;
桥板按跨距逐步地从平尺的一端移至另一端,每移动一个跨距从分度值为1”(或0.005mm/m)的自准直仪或分度直为0.001mm/m的电子水平仪(工作面长度大于500mm的1级平尺可用分度值为0.01mm/m的合像水平仪,2级平尺可用分度值为0.02mm/m的框式水平仪)上读取该位置读数;
其最大值与最小值之差即为平尺工作面的直线度误差。
工作面任意200mm的直线度误差,可选择50mm或100mm的桥板,按上述方法在任意200mm内进行检验确定。
对工作面宽度大于60mm的平尺,应按平面度要求进行检验,其平面度公差值应不大于表2所规定的直线度公差值。
5.2
接触点面积比率
将被检平尺工作面涂上显示剂,在不低于其精度的平板或平尺上研合,在被检平尺工作面上显示出明显的接触点。
然后用一个在50mm×
25mm范围内刻划有25.mm×
2.5mm的200个小方格的透明薄板(如有机玻璃板),置于被检平尺工作面的任意位置上,依次观察每个方格内包含接触点所占面积的比例(以1/10为单位)。
求上述比例数之和,除以2即为所检测部位的接触点面积的比率。
5.3
侧面对工作面的垂直度
将平尺放置在平板上使装有分度值为0.001mm千分表的表座通过标准圆棒在标准直角尺上对零。
然后以同样的方式是表座靠平尺的一个侧面,此时千分表的读数即为该侧面的垂直度误差。
同理检测另一侧面的垂直度误差,取最大误差值。
5.4
上工作面与下工作面的平行度
将平尺以工作面为基面放在精密平板上,用装在表架上的分度值为0.001mm的千分表在其工作面上测出不少于三处的高度差值,即为平行度误差。
当不具备适用的平板时,允许将平尺侧面放在某一支承面上,用分度值为0.002mm的杠杆千分尺或带分度值为0.002mm千分表的检具测平尺的高度差。
5.5
自然挠度
将平尺用等高块支承在距平尺两端2L/9的标准支承标记处并置于基准平面上,用分度为0.001mm的指示表或比较仪,在工作面长度中间测量读数;
然后将等高块移至最大支承距离位置(平尺两端),稳定10min后由指示表或比较仪读数;
两次读数值之差Y即为平尺的自然挠度。
6
标志与包装
6.1
平尺上应标志:
a)
制造厂厂名或注册商标;
b)
产品名称;
c)
规格和精度等级;
d)
产品序号和制造日期;
e)
本标准的标准号。
6.2
平尺的包装箱上应标志:
防振、防水、防潮等标记。
6.3
平尺在包装前应经防锈处理并妥善包装,不得因包装不善而在运输过程中损坏产品。
6.4
平尺经检定符合本标准要求后,应附有产品合格证;
产品合格证上应有本标准的标准号和产品序号。
浏览与镁铝平尺|花岗石平尺|直角尺|燕尾尺相关的内容
 升级会员
升级会员 