全数字化逆变式气体保护焊机软件用户说明书Word文件下载.docx
《全数字化逆变式气体保护焊机软件用户说明书Word文件下载.docx》由会员分享,可在线阅读,更多相关《全数字化逆变式气体保护焊机软件用户说明书Word文件下载.docx(17页珍藏版)》请在冰豆网上搜索。
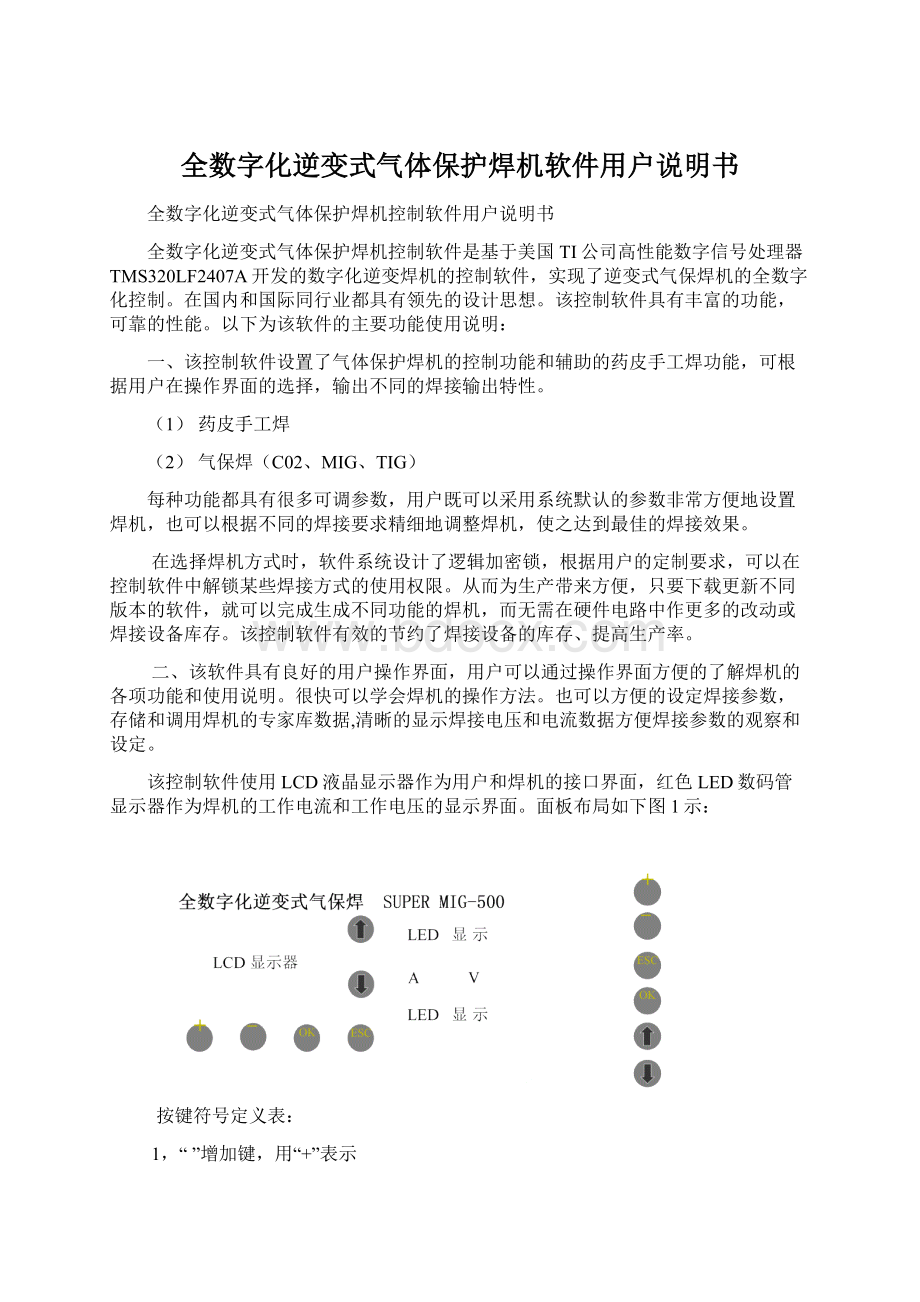
图1表1
采用了包括汉字在内的六种语言文字可选的菜单进行操作,方便、快捷、直观。
通过面板组合按键的操作,用户可以完成控制软件提供的丰富的功能,其主要操作如下:
打开焊机后部的自动空气开关,焊机得电,系统上电复位,初始化DSP处理器,初始化LCD液晶显示器,初始化系统设定变量、寄存器及相关标志位,并读取内部存储器数据,更新LCD及LED显示数据。
完成启动后,
LED显示电压、电流数据。
LCD显示器进入上次关机时所在的焊接方式,按下“ESC”键后回到主菜单中,显示如图2、图3。
按“↑”和“↓”键可以上下移动光标“”选择需要的焊接方式。
手工焊
氩弧焊
脉冲氩弧
氩弧点焊
图2
CO2气保焊
图3
如当光标位于手工焊时,按下“OK”键,可以进入手工焊的二级子菜单,按“↑”和“↓”键进一步调整在手工焊方式下所需要的焊接参数。
如图3、图4、图5。
将光标移动到第一行参数“焊接电流”项,按“+”和“-”键改变焊接电流设定值,之后再继续调整其它参数,调整完所有参数选项后,按“ESC”键退出二级子菜单,完成参数设定。
若在某选项下按下“OK”键则进入三级子菜单项,可以显示第三级子菜单的内容。
三级菜单分三种。
第一种是参数说明:
即能够显示每一个参数的含义、单位及调整说明。
当要求查询某一个参数的说明,只需将光标指向该参数按“OK”键即可。
如果说明内容较多,可用上、下键进行翻阅,退出时按“ESC”键即可。
第二种是参数存储与调用:
即用户可以将调整好的参数存入某个参数存储区,也可以从某个参数存储区调入参数,省去了每次调整参数的麻烦。
焊机每次开机后自动调入上次焊接的参数,进入上次焊接的方式,所以用户如果想用和上次一样参数进行焊接,开机后不需任何调节即可开始焊接。
参数存储:
用上下键将光标调到“存储焊接参数”项,然后按“OK”键进入存储焊接参数菜单,然后用加减键将存储区号调整到用户想要存储的区号,然后按“OK”键,此时焊机会提示用户“参数已存储,按ESC键退出后,再按ESC键退出即可。
整个操作过程在液晶显示器上都有汉字提示,用户根据提示操作即可。
参数调用:
用上下键将光标调到“调用焊接参数”项,然后按“OK”键进入调用焊接参数菜单,然后用加减键将存储区号调整到用户想要调用的区号,然后按“OK”键,此时焊机会提示用户“参数已调入、再按“ESC”键退出即可。
第三种是显示焊机状态,即具有实时显示焊机状态的功能,可显示焊机软件版本号、输入电压值、焊机温度以及当前存储区号等等信息。
如用户想查看这些信息,只需进入“显示焊机状态“菜单即可,退出时按“ESC”键即可。
在三级菜单按“ESC”键即可中断当前操作退回到二级菜单。
三、灵活焊机参数设置,根据用户设定焊接参数,控制软件可以调整焊机的输出特性,使焊接电压/电流按要求输出,满足用户需求。
1、药皮焊条手工焊(MMA)
药皮焊条手工焊有8个可调参数:
进人主菜单选择手工焊,按下“OK”键进入手工焊二级子菜单,如图7所示
焊接电流120
电弧力10
断弧调节60
起弧电流220
图7
焊接电流120
图8
(1)、按“↑”和“↓”键将光标移在“焊接电流”项,按“+”或“-”键调整焊接电流值,可以根据工艺要求选择焊接电流值,完成焊接电流值的设定。
(2)、按“↑”和“↓”键使光标移到“电弧力”项,如图8所示,按“+”或“-”键调整电弧力值,电弧力是指短路过程中电流上升的斜率,为斜率,为每毫秒电流增加的安培数。
是根据焊条直径、设定电流大小及工艺要求而定。
通过软件调整电弧力大小,电弧力大则熔滴过渡快、不易粘条,但电弧力太大会使飞溅增大;
电弧力小则飞溅小、焊缝成型好,但有时会让人感觉电弧发软,或造成粘条,特别是粗焊条在小电流下焊接时应加大电弧力。
一般焊接时电弧力为10~40即可。
根据工艺要求选择电弧力值,完成电弧力的设定。
(3)、按“↑”和“↓”键使光标移到“断弧调节”项,如图9示,断弧调节为强制断弧的电压参数。
按“+”或“-”键调整电弧力值,软件通过该值可以调整熄弧特性,断弧调节大则不易断弧,适应于连续焊;
断弧调节小则容易拉断弧,适应于断续焊。
一般应设定到40以上。
根据工艺要求选择断弧调节值,完成断弧调节值的设定。
(4)、按“↑”和“↓”键使光标移到“起弧电流”项,如图10所示,,软件通过起弧电流调节来设定起弧瞬间的电流值。
通过“+”和“-”键调整起弧电流值,起弧电流大,起弧电流大容易起弧,根据焊接经验调整该参数。
根据工艺要求选择值,完成起弧电流的设定。
(5)、按“↑”和“↓”键使光标移到“起弧时间”项,如图11所示,软件通过起弧时间调节起弧电流持续时间。
通过“+”和“-”键调整起弧电流值,这个参数应根据焊接条件而定,起弧电流大、起弧时间长容易引弧,但在薄板焊接时容易烧穿工件。
一般焊接时起弧电流为焊接电流的1.5~3倍,引弧时间为0.02~0.05S即可。
根据工艺要求选择值,完成起弧时间的设定。
(6)、按“↑”和“↓”键使光标移到“把线长度”项,如图12所示,软件通过把线长度调节设定焊接回路电阻大小。
通过“+”和“-”键调整把线长度,焊把线和地线较长、较细时应加大此值,采用标准配置焊线和地线时,把线长度应设为零。
根据工艺要求和现场焊接电缆使用情况选择该值,完成把线长度的设定。
完成以上各项参数设置后,按“ESC”键退出,即可进入手工焊方式焊接。
通过调入和存储焊接参数项,可以将当前设定值存储起来,以备后有。
而无需每次都进行参数设置。
操作界面如图13、图14。
通过显示焊机状态项,如图15,可以显示焊机的版本信息,焊机的工作温度项。
2、氩弧焊
氩弧焊有9个可调参数:
进人主菜单选择氩弧焊,按下“OK”键进入氩弧焊二级子菜单,如图16、图17、图18所示
(1)按“↑”和“↓”键使光标移到“焊接电流”项,如图16所示,软件通过电流参数调节设定氩弧焊的焊接电流。
通过“+”和“-”键调整设定合适的焊接电流。
根据工艺要求选择该值,完成焊接电流的设定。
(2)按“↑”和“↓”键使光标移到“电流缓升”项,如图19所示,软件通过该参数调节设定焊接电流的上升时间。
通过“+”和“-”键调整设定合适的值。
电流缓升是指电流上升的速度(单位:
A/S),根据工艺要求选择该值,完成电流缓升的设定。
(3)按“↑”和“↓”键使光标移到“电流缓降”项,如图20所示,软件通过该参数调节焊设定接电流的下降时间。
电流缓降是指电流降低的速度(单位:
A/S),根据工艺要求选择该值,完成电流缓降的设定。
(4)按“↑”和“↓”键使光标移到“起弧电流”项,如图21所示,软件通过该参数调节设定焊接起弧时的电流值。
起弧电流大则容易引弧,但在焊薄板时不宜太大,否则容易在起弧时烧穿工件。
根据工艺要求酌情选择该值,完成起弧电流项的设定。
(5)按“↑”和“↓”键使光标移到“维弧电流”项,如图22所示,软件通过该参数调节设定焊接维弧时的电流。
再通过“↑”和“↓”键调整设定合适的值。
维弧电流是在某些操作方式下电流缓降后不灭弧,在一个小电流(维弧电流)下维持电弧的电流。
根据工艺要求选择该值,完成维弧电流值的设定。
(6)按“↑”和“↓”键使光标移到“气体预流”项,如图23所示,软件通过该参数调节设定氩弧焊保护气体的预流时间。
通过“↑”和“↓”键调整设定合适的值。
气体预流是指从按下枪开关送出氩气至非接触引燃电弧的时间。
一般应大于0.5S,以保证放电引弧时氩气已经以正常流量送到焊枪,以保证保护气体能有效的把熔池和空气隔开,保证焊缝质量。
当气管较长时应加大提前送气时间。
根据工艺要求酌情选择该值,完成气体预流值的设定。
(7)按“↑”和“↓”键使光标移到“气体滞后”项,如图24所示,软件通过该参数调设定节氩弧焊保护气体的关断时间。
气体滞后是指从焊接电流关断至焊机内气阀关断的时间。
时间太长会造成氩气浪费,时间太短会因为停气太早熔池保护不足而造成焊缝氧化。
一般为5~10S即可。
根据工艺要求选择该值,完成气体滞后项的设定。
(8)按“↑”和“↓”键使光标移到“操作方式”项,如图25所示,软件通过该参数调设定节氩弧焊中用焊枪控制焊机的操作方式。
操作方式是指直流氩弧和脉冲氩弧焊接中,用枪开关控制焊接的操
作方式,如常见的2T、4T等。
根据工艺要求选择该值,完成操作方式的设定。
另外,本软件还提供了另外7种操作方式(如下表)。
操作方式应根据工艺要求和用户的操作习惯而定。
(9)按“↑”和“↓”键使光标移到“引弧方式”项,如图26所示,软件通过该参数调节设定氩弧焊中引弧的方式。
通过“+”和“-”键调整设定合适的选项。
本软件设有提升引弧和高频引弧两种方式。
用户可根据工艺要求酌情选择该值,完成引弧方式的设定。
3、脉冲氩弧焊
脉冲氩弧焊有12个可调参数:
进人主菜单选择脉冲氩弧焊,按下“OK”键进入脉冲氩弧焊二级子菜单,如图27、图28、图29所示
(1)按“↑”和“↓”键使光标移到“峰值电流”项,如图27所示,软件通过电流参数调节设定脉冲氩弧焊的峰值焊接电流。
通过“+”和“-”键调整设定合适的峰值电流。
根据工艺要求选择该值,完成峰值焊接电流的设定。
(2)按“↑”和“↓”键使光标移到“基值电流”项,如图30所示,软件通过电流参数调节设定脉冲氩弧焊的基值焊接电流。
基值电流是脉冲电流的低谷电流值。
通过“+”和“-”键调整设定合适的基值电流。
根据工艺要求选择该值,完成基值焊接基值电流的设定。
(3)按“↑”和“↓”键使光标移到“基值时间”项,如图31所示,软件通过该参数调节脉冲氩弧焊基值电流的持续时间。
基值时间是指基值电流持续的时间(单位:
S),根据工艺要求选择该值,完成基值时间的设定。
(4)按“↑”和“↓”键使光标移到“峰值时间”项,如图32所示,软件通过该参数调设定节脉冲氩弧焊峰值电流的持续时间。
峰值时间是指峰值电流持续的时间(单位:
S),根据工艺要求选择该值,完成峰值时间的设定。
(5)按“↑”和“↓”键使光标移到“电流缓升”项,如图33所示,软件通过该参数调节设定焊接电流的上升时间。
(6)按“↑”和“↓”键使光标移到“电流缓降”项,如图34所示,软件通过该参数调设定节焊接电流的下降时间。
(7)按“↑”和“↓”键使光标移到“起弧电流”项,如图35所示,软件通过该参数调节设定焊接起弧时的电流。
根据工艺要求选择该值,完成起弧电流项的设定。
(8)按“↑”和“↓”键使光标移到“维弧电流”项,如图36所示,软件通过该参数调节设定焊接维弧时的电流。
(9)按“↑”和“↓”键使光标移到“气体预流”项,如图37所示,软件通过该参数调节设定氩弧焊保护气体的预流时间。
一般应大于0.5S,以保证放电引弧时氩气已经以正常流量送到焊枪,尤其是气管较长时应加大提前送气时间。
根据工艺要求选择该值,完成气体预流值的设定。
(10)按“↑”和“↓”键使光标移到“气体滞后”项,如图38所示,软件通过该参数调节设定氩弧焊保护气体的滞后关断时间。
时间太长会造成氩气浪费,时间太短会因为停气太早而造成焊缝氧化。
一般为5S~10S即可。
(11)按“↑”和“↓”键使光标移到“操作方式”项,如图39所示,软件通过该参数调节氩弧焊中用焊枪控制焊机的操作方式。
操作方式是指直流氩弧和脉冲氩弧焊接中,用枪开关控制焊接的操作方式,如常见的2T、4T等,另外,本软件还提供了另外7种操作方式(如下表)。
(12)按“↑”和“↓”键使光标移到“引弧方式”项,如图40所示,软件通过该参数调节设定氩弧焊引弧的方式。
根据工艺要求选择该值,完成引弧方式的设定。
4、氩弧点焊
氩弧点焊有4个可调参数,其中气体预流、气体滞后两参数和氩弧焊一样,这里就不再叙述:
进人主菜单选择氩弧点焊,按下“OK”键进入氩弧点焊二级子菜单,如图41
(1)按“↑”和“↓”键使光标移到“点焊电流”项,如图41所示,软件通过电流参数调节设定氩弧点焊的焊接电流。
通过“+”和“-”键调整设定合适的电流。
根据工艺要求选择该值,完成氩弧点焊焊接电流的设定。
(2)按“↑”和“↓”键使光标移到“点焊时间”项,如图42所示,软件通过该参数调节设定氩弧点焊焊接的持续时间。
点焊时间是指焊接持续的时间(单位:
S),根据工艺要求选择该值,完成点焊时间的设定。
其他功能:
如“气体预流”、“气体滞后”、“操作方式”、“引弧方式”等的设置和氩弧焊设置是一样的,请参照第三节。
另外:
氩弧点焊焊机参数的存储、调用和焊机状态信息同氩弧焊方式,也请参照第三节。
软件实现的直流氩弧的7种操作方式
方式
焊接方法
TIG枪开关及电流曲线
1
1按下枪开关后引弧、电流缓升
2松开枪开关后电流缓降、熄弧
3若熄弧前再次按下枪开关,则电流缓升至设定值,转到②
2
1按下枪开关后引弧至初始值
2再次按下枪开关后电流缓升
3再次按下枪开关后电流缓降、维弧
4再次按下枪开关熄弧
3
3再次按下枪开关后电流缓降至维弧,转到②
4若0.5S内连两次按下枪开关则电流缓降熄弧
4
2再次按下枪开关后电流缓降、熄弧
3若在熄弧前再次按下枪开关则电流缓升至设定电流,转到②
5
2松开枪开关后电流缓升
3再次按下枪开关后电流缓降至维弧
4松开枪开关后熄弧
6
2松开枪开关后电流缓降至维弧
3再次按下枪开关,再电流缓升至设定值,转到②
4若按下枪开关后立即松开则熄弧
7
1按下枪开关后开始电流缓升
2松开枪开关后停止电流缓升
3再次按下枪开关后开始电流缓降
4再次松开枪开关后停止电流缓降
5再次按下枪开关后开始电流缓升,转到②
6若开始电流缓降后不再按下枪开关,则电流缓降至断弧
表2
注:
在操作方式1、2、4中,起弧后,电流转到初始值,然后从初始值电流开始电流缓升。
5、CO2气保焊
气保焊有11个可调参数:
进人主菜单选择气保焊,按下“OK”键进入CO2气保焊二级子菜单,如图43、图44、图45。
(1)按“↑”和“↓”键使光标移到“焊接电流”项,如图43所示,软件通过电流参数调节设定CO2气保焊的焊接电流。
根据工艺要求选择该值,完成CO2气保焊焊接电流的设定。
(2)按“↑”和“↓”键使光标移到“焊接电压”项,如图44所示,软件通过该参数调节设定CO2气保焊焊接的电压值。
该参数可由焊机自动设置(一元化),用户也可根据焊接要求调整其数值。
应根据工艺要求设定。
焊接电压是指焊机输出电压值,根据工艺要求选择该值,完成工作焊接电压的设定。
(3)、按“↑”和“↓”键使光标移到“电弧力”项,如图46所示,按“+”和“-”键调整电弧力值,电弧力是指短路过程中电流上升的斜率,为每毫秒电流增加的安培数。
是根据焊丝直径和材料来确定。
通过软件调整电弧力大小,电弧力大则熔滴过渡快、电弧挺度大,但电弧力太大会使飞溅增大;
电弧力小则飞溅小、焊缝成型好,但有时会感觉电弧发软。
焊接电流302
焊接电压30.2
电弧力3
类型Fe1.2A20C
图47
图46
(4)按“↑”和“↓”键使光标移到焊接“类型”项,如图47所示,软件通过焊接类型参数调节设定CO2气保焊的焊丝材料、焊丝直径。
通过“+”和“-”键调整设定合适的类型。
根据工艺要求选择类型,完成CO2气保焊焊接类型的设定。
(5)按“↑”和“↓”键使光标移到“操作方式”项,如图48所示,软件通过操作方式参数调节设定CO2气保焊的焊枪枪开关的操作方式。
有2步和4步两种方式。
2步的操作过程为:
按下枪开关→提前送气→送丝引孤→开始焊接→放开枪开关→衰减熄孤→滞后关气;
4步的操作过程为:
按下枪开关→提前送气→送丝引孤→开始焊接(此时可放开枪开关)→再按下枪开关→进入收弧状态→放开枪开关→熄弧→滞后关气,四步方式下的收弧过程主要用来实现填弧坑。
通过“↑”和“↓”键调整设定合适的类型。
根据工艺要求选择类型,完成CO2气保焊操作方式的设定。
操作方式二步
二次电流326
二次电压30.1
一元化启用
图49
图48
(6)按“↑”和“↓”键使光标移到“二次电流”项,如图49所示,软件通过二次电流参数调节设定CO2气保焊在4步方式中收弧状态下的焊接电流,主要决定收弧过程的电流,也具有一元化功能。
通过“+”和“-”键调整设定合适的二次电流值。
根据工艺要求选择电流,完成CO2气保焊二次电流的设定。
(7)按“↑”和“↓”键使光标移到“二次电压”项,如图50所示,软件通过二次电压参数调节设定CO2气保焊在4步方式中收弧状态下的电压,主要决定收弧过程的电弧长度、焊缝成型及熔滴过渡方式。
一般来说电压高则电弧长度大、焊缝宽度大堆高小、熔滴过渡频率低;
电压低则电弧长度小、焊缝宽度小堆高大、熔滴过渡频率高。
电压太高容易造成大滴过渡和焊接不稳定,太低容易造成顶丝,应根据工艺要求设定。
通过“+”和“-”键,根据工艺要求选择、调整设定合适的二次电压值,完成CO2气保焊二次电压的设定。
(8)按“↑”和“↓”键使光标移到一元化项,如图51所示,软件通过一元化参数调节设定CO2气保焊自动设定的焊机输出焊接电压与电流的对应关系。
通过“+”和“-”键调整设定一元化的启用和禁止。
根据工艺要求选择,完成CO2气保焊一元化的设定。
CO2气保焊焊机参数的存储、调用和焊机状态信息同氩弧焊方式。
四、该控制软件具备最先进的网络功能:
软件远程升级、远程诊断功能、远程控制功能、远程监测功能、软件本地升级、本地诊断功能、本地控制功能、本地监测功能。
其中诊断功能主要是为专业人员诊断焊机故障用的,不对普通用户开放。
控制功能和监测功能主要是为自动化控制而用的,有很多技术协议,用户如有这方面的需求请于深圳华意隆电气股份有限公司公司联络。
下面把软件升级的使用方法加以说明。
焊机软件升级有两种方法,一种是远程升级,另一种是本地升级,两种方法都需要将焊机和计算机通过485转换器接口连接起来。
1、连接焊机和计算机
a)将485转换器上标有RS-232的插头插入计算机的异步通讯口COM1,将485通讯线上带有9芯插头的一端插入485转换器上标有RS-485的插座,将485通讯线上带有4芯插头的一端插入焊机前面板下方的控制电缆插座。
b)全数字化逆变式气体保护焊机有两种工作状态:
一种是常规工作状态,焊机可以正常显示和工作;
一种是等待升级状态,焊机不会正常显示和工作,并且蜂鸣器会发出断续叫声,周期为1秒。
在下列几种情况下焊机会进入等待升级状态:
1,焊机和计算机连接后先在计算机中启动焊机连接服务然后打开焊机电源。
2,焊机在常规工作状态下进行软件升级,此时焊机便进入等待升级状态。
3,焊机开机后首先会自检,如果发现程序出现问题,焊机便进入等待升级状态。
例如软件升级时没有进行完而中断升级,下次开机焊机就不会进入常规工作状态而进入等待升级状态。
c)焊机软件升级可以有两种方式,一种是先在计算机中启动焊机连接服务,然后打开焊机电源,此后计算
 升级会员
升级会员 