不锈钢管道及板件焊接工艺卡Word格式文档下载.docx
《不锈钢管道及板件焊接工艺卡Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《不锈钢管道及板件焊接工艺卡Word格式文档下载.docx(79页珍藏版)》请在冰豆网上搜索。
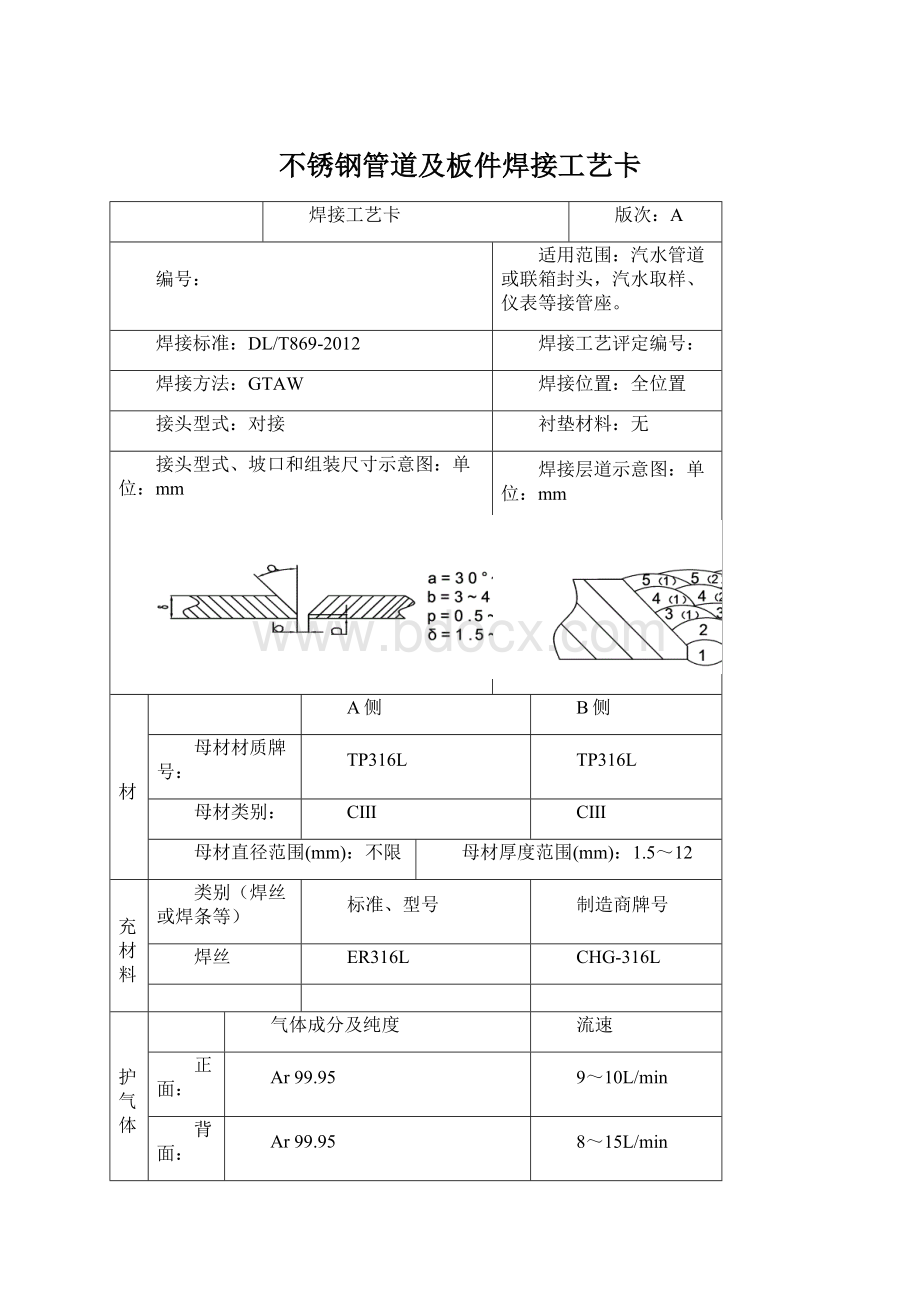
全位置
接头型式:
对接
衬垫材料:
无
接头型式、坡口和组装尺寸示意图:
单位:
mm
焊接层道示意图:
母材
A侧
B侧
母材材质牌号:
TP316L
母材类别:
CⅢ
母材直径范围(mm):
不限
母材厚度范围(mm):
1.5~12
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
ER316L
CHG-316L
保护气体
气体成分及纯度
流速
正面:
Ar99.95
9~10L/min
背面:
8~15L/min
注:
不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:
GTAW℃,SMAW℃
预热加热方式:
温度测量方式:
层间温度:
℃
后热温度:
保温时间:
min
热处理温度:
±
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
Φ1.6
正接
62~83
10~11
30~50
2以上
66~107
或1
Φ2.0
Φ2.5
Φ3.2
工艺说明
焊前准备、清理和检查:
机械清理坡口表面及边缘(25)mm范围内所有的油、漆、垢、锈等;
检查对口尺寸。
施焊注意事项:
单层焊道的厚度不大于所用焊条直径加2mm;
单焊道宽度不大于所用焊条直径的4倍。
注意接头和收弧的质量,收弧时应将熔池填满。
多层多道焊的接头应错开(15~20)mm。
不锈钢定位焊必须有背面氩气保护,层间温度不允许超过150℃。
编制:
审核:
批准:
≥136.5
9~24
6~9L/min
10~15L/min
107~143
11~12
20~40
2及以上
101~152
汽水管道或联箱封头,汽水取样、仪表等接管座以及板对接、角接焊缝。
GTAW+SMAW
1G/2G/1F/2F
≥203.2
7.5~20
焊条
E316L-16
CHS022
5~10L/min
69~108
11~15
30~60
SMAW
反接
69~124
24~26
100~140
≥84
>1.5、≯12
8-10L/min
68~92
8~11
80~107
TP304L
ER308L
CHG-308L
E308L-16
CHS002
多层多道焊的接头应错开(15~
 升级会员
升级会员 