焊接工艺卡WPSWord格式文档下载.docx
《焊接工艺卡WPSWord格式文档下载.docx》由会员分享,可在线阅读,更多相关《焊接工艺卡WPSWord格式文档下载.docx(23页珍藏版)》请在冰豆网上搜索。
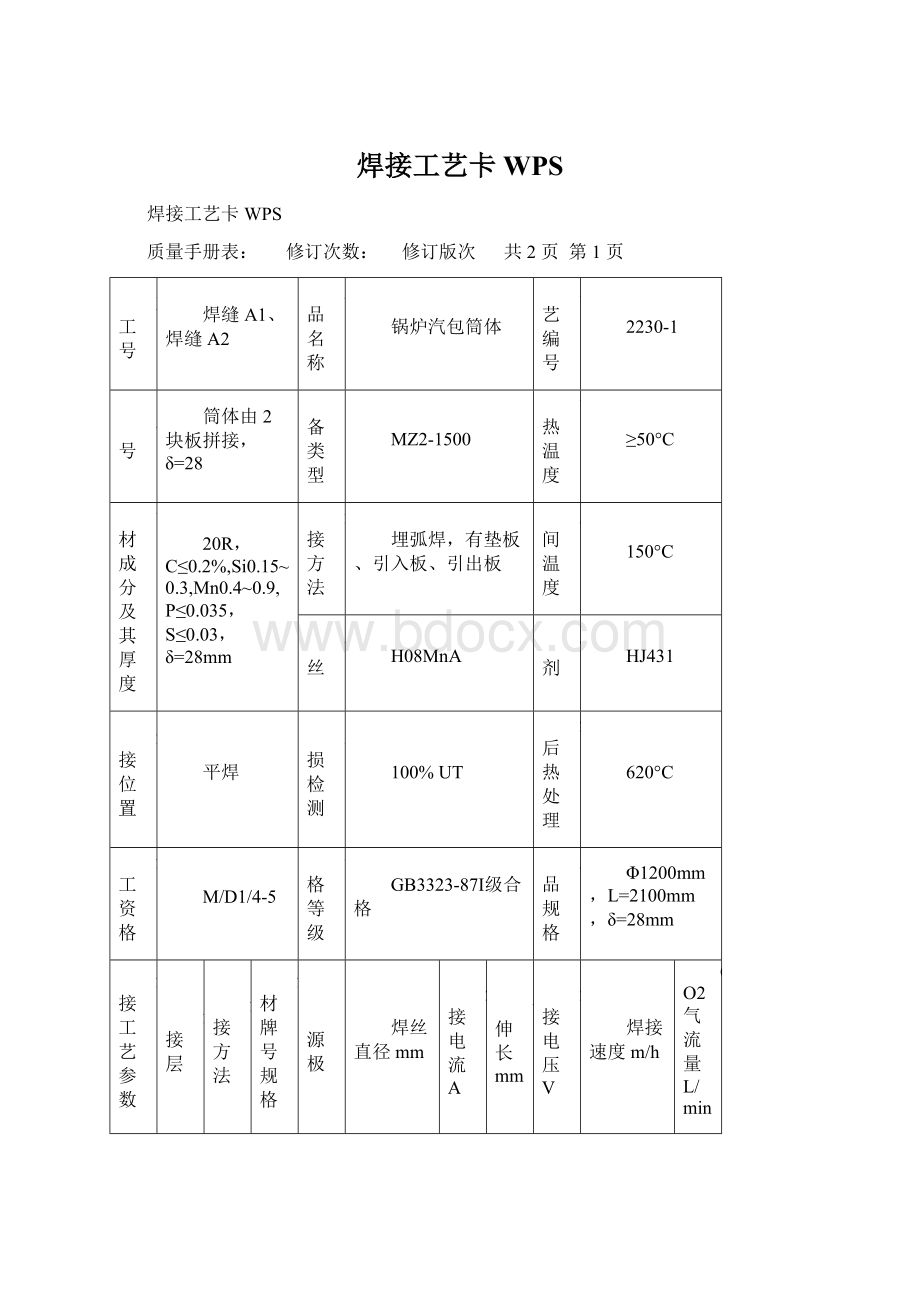
150°
焊丝
H08MnA
焊剂
HJ431
焊接位置
平焊
无损检测
100%UT
焊后热处理
620°
焊工资格
M/D1/4-5
合格等级
GB3323-87Ⅰ级合格
产品规格
Φ1200mm,L=2100mm,δ=28mm
焊接工艺参数
焊接层
焊材牌号规格
电源极
焊丝直径mm
焊接电流A
干伸长mm
焊接电压V
焊接速度m/h
CO2气流量L/min
打底定位
CO2气保焊
H08Mn2SiA
DCRP
1.2-1.6
250-45
13-19
26-43
18-35
20-25
过渡层和面层
埋弧焊带垫板
6
900-1000
/
36-38
20
埋弧焊层数
δ/d=28/6≈5层
气保焊层数
底层一层
盖面层
砂轮打磨
坡口尺寸
焊道分布和熔敷顺序
开V型坡口
焊缝编号
焊缝要求及说明
焊缝A1
焊缝A2
1、焊前要清除钢板表面的油污及锈蚀幸免焊接缺陷的产生。
2、在进行埋弧焊自动焊时,背面带垫板,起弧和终止电弧是要用引入板和引出板,用碳弧气刨清根后,要对表面用砂轮打磨洁净。
3、埋弧自动焊时要专门注意应该焊剂对焊缝的覆盖。
4、过渡层焊缝应同时融合焊缝热阻碍区、母材和焊缝。
5、埋弧焊是注意焊接时焊剂的飞溅,尽量有爱护措施。
6、焊接人员要做好焊接防护措施,穿戴好焊接服装。
7、打底定位焊要平均分配在筒体纵焊缝根部间隙上,而且至少要有4个定位焊点。
8、自动埋弧焊机MZ2-1500的各项数据由«
现代电弧焊接方法及设备»
P147表6-7可查由«
P147表6-7可查
9、对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且不应大于2mm;
年月日
修订版次共2页第2页
要紧工艺制定的依据
1、在«
现代电弧焊接方法和设备»
由母材厚度可选择CO2气保焊的焊接方法打底,用平焊姿势,过渡层和面层用埋弧焊,用平焊;
2、工艺编号:
由地址:
//wenku.baidu/view/38642b21af45b307e8719709.html国标J/B9166-1998可知工艺文件特点号和登记顺序号组成,由表一和表二查询可得到工艺文件特点号有工艺文件类型号22表示工艺考片和工艺方法代号30表示焊接组成,登记顺序号记为1表示第1张工艺卡;
3、母材成分及筒体厚度由任务书可知;
4、由国标JBT4709-2000P17表5常用钢号的预热温度有选择20R钢材时查得预热温度≥50°
C;
5、焊接设备类型由«
弧焊电源及其数字化操纵»
黄石生主编附录A可选MZ2-1500,M是埋弧焊,Z是自动焊,2是横臂式,1500是额定焊接电流;
6、由课程设计资料附录四查得20R母材选用的CO2气保焊打底时焊丝为H08MnSiA,由«
吴志生主编P141表6-4母材为20R钢材时选择埋弧焊焊丝焊剂为H08MnA、HJ431;
7、无损检测由赵熹华主编«
焊接检验»
可知即方便有廉价检出率高的检测方法选择超声波100%探伤;
8、合格等级由赵熹华主编«
P52知压力容器要求较高,不能显现过多的缺陷因此选择GB3323-87Ⅰ级合格;
9、探伤规格由产品设计说明书知产品规格为Φ1200mm,L=2100mm,δ=28mm;
10、由«
吴志生主编P159表6-10带坡口埋弧焊工艺,焊件厚度28mm时查得焊丝直径6mm,坡口尺寸根部间隙3mm、钝边厚度3mm、坡口角度70°
,电流900-1000A,电压36-38V,焊接速量等20m/h;
11、由«
吴志生主编P195表7-14选用打底厚为3.2mm的板厚形式得焊接姿势用平焊,焊道顺序用2道,焊接电流为105-150A、焊接速度为100-120mm/min,钨极直径为2.4mm,焊丝直径2-3.2mm,气体流量6-10L/min;
12、由国标GBT12470-2003P7表7焊接与热处理规范有CO2气保焊焊丝为1.2-1.6查得层间温度为,150±
10,取150°
C,焊后热处理为620±
10,取620°
C干
伸长为13-19mm;
13、由«
P147表6-7可查自动埋弧焊机MZ2-1500的可提供的参数是是等速送丝、悬挂式自动机头、焊接电流400-1500A、焊接直径3-6mm、送丝速度28.5-225m/h、焊接速度13.5-112、送丝调整方法是调换齿轮,焊接电流是直流或者交流;
14、焊接层数由材料成型基础焊接工程概论P43的体会公式可得δ/d=28/6≈5层。
焊接工艺卡〔WPS〕
焊缝B2、B2、B3
2230-2
埋弧焊,有垫板、引入版、引出板
母材成分及厚度
焊接点压V
CO2气流量L/h
焊缝编
焊缝B1
焊缝B2
3、埋弧自动焊时要专门注意不得将基层金属沉淀在复层上。
7、打底定位焊要平均分配在筒体环焊缝根部间隙上,而且至少要有4个定位焊点。
8、封头焊缝对接埋弧焊时应注意焊接位置,便于筒体的自动焊接。
9、筒体环焊缝的起始点和焊后要有滴定的重合,对起始点有热处理作用。
10、自动埋弧焊机MZ2-1500的各项数据由«
11、对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且不应大于2mm;
P147表6-7可查自动埋弧焊机MZ2-1500的可提供的参数是是等速送丝、悬挂式自动机头、焊接电流400-1500A、焊接直径3-6mm、送丝速度28.5-225m/h、焊接速度13.5-112、送丝调整方法是调换齿轮,焊接电流是直流或者交流。
14、焊接层数由材料成型基础焊接工程概论P43的体会公式可得δ/d=28/6≈5层
焊缝C1
锅炉汽包筒体与蒸汽管
2230-3
蒸汽管,δ=4
20R,C≤0.2%,Si0.15~0.3,Mn0.4~0.9,P≤0.035,S≤0.03,δ=4mm
NBC1-500
150
无
全位置焊
620
Φ140mm,δ=4mm
焊接速度
爱护气流量L/min
打底层
TIG
钨极
DCSP
2-3.2
105-150
20-32
100-120mm/min
氩气:
6-10
CO2气保焊带垫板
250-450
18-35m/h
CO2;
CO2气保焊层数
δ/d=6/1.2≈5层
TIG焊层数
底层两层
砂轮打磨清理
2、在进行CO2气保焊时,背面带垫板。
3、蒸汽管焊接时竖直度要保,保持竖直位置不变。
5、气保焊是要受热平均,中途焊接用Z型摆动。
7、TIG焊打底时要平均,且钨极直径用2.4mm。
8、焊接中断后,在中断处往前15厘米处在重新引弧。
9、蒸汽管是插入式插入到筒体中,坡口角度尺寸是钝边厚度为22mm,焊脚尺寸6mm,坡口角度50°
,根部间隙为1mm。
由母材厚度可选择CO2气保焊的焊接方法,且由因此管的角接头因此用全位置焊接;
//wenku.baidu/view/38642b21af45b307e8719709.html国标J/B9166-1998可知工艺文件特点号和登记顺序号组成,由表一和表二查询可得到工艺文件特点号有工艺文件类型号22表示工艺考片和工艺方法代号30表示焊接组成,登记顺序号记为3表示第3张工艺卡;
3、母材成分及蒸汽管厚度由任务书可知;
黄石生主编附录A可选NBC1-500,N是熔化极气体爱护焊,B是半自动焊,C是二氧化碳爱护焊,1是全位置焊车式,500是额定焊接电流;
6、由课程设计资料附录四查得20R母材选用的CO2气保焊时焊丝为H08MnSiA;
9、探伤规格由产品设计说明书知产品规格为Φ140mm,δ=4mm;
吴志生主编P218表8-5得CO2气保焊半自动和自动焊接参数查得母材厚度在5-60mm厚时破口形式是V型坡口,采纳平焊位置,有垫板,焊丝直径为1.2-1.6mm,坡口角度为30-50°
,底层间隙为4-7mm,钝边为0-3mm,焊接电流为250-450A,电弧电压为26-43V,气体流量20-25L/min,焊接速度为18-35m/h;
伸长为13-19mm
13、TIG焊的干伸长量为10-12d,因此选择20-32mm。
14、焊接层数由材料成型基础焊接工程概论P43的体会公式可得δ/d=6/1.2≈5层
焊缝D1、D2
锅炉汽包筒体与人孔和头孔
2230-4
人孔和头孔,δ=28
Φ1400mm、Φ2300mm,δ=28mm
CO2:
焊缝D1
焊缝D2
3、水冷壁管焊接时要保证竖直度不变,保持竖直位置不变。
7、TIG焊打底时只打底3mm深的焊缝且打底要平均。
8、焊接中断后,在中断前15厘米处在重新引弧。
9、人孔和头孔是插入式插入到筒体中,坡口角度尺寸是钝边厚度为22mm,焊脚尺寸6mm,坡口角度50°
//wenku.baidu/view/38642b21af45b307e8719709.html国标J/B9166-1998可知工艺文件特点号和登记顺序号组成,由表一和表二查询可得到工艺文件特点号有工艺文件类型号22表示工艺考片和工艺方法代号30表示焊接组成,登记顺序号记为4表示第4张工艺卡;
9、探伤规格由产品设计说明书知产品规格为Φ1400mm、Φ2300mm,δ=28mm;
焊缝E1、E2、E3、E4
锅炉汽包筒体与给水管
2230-5
有四根给水管,δ=3mm
20R,C≤0.2%,Si0.15~0.3,Mn0.4~0.9,P≤0.035,S≤0.03,δ=3mm
Φ75mm,δ=3mm
打底焊
18-35m/h
底层两层层
焊缝E1
焊缝E2
焊缝E3
焊缝E4
3、给水管管焊接时要保证竖直度不变,保持竖直位置不变。
9、给水管是插入式插入到筒体中,坡口角度尺寸是钝边厚度为22mm,焊脚尺寸6mm,坡口角度50°
 升级会员
升级会员 