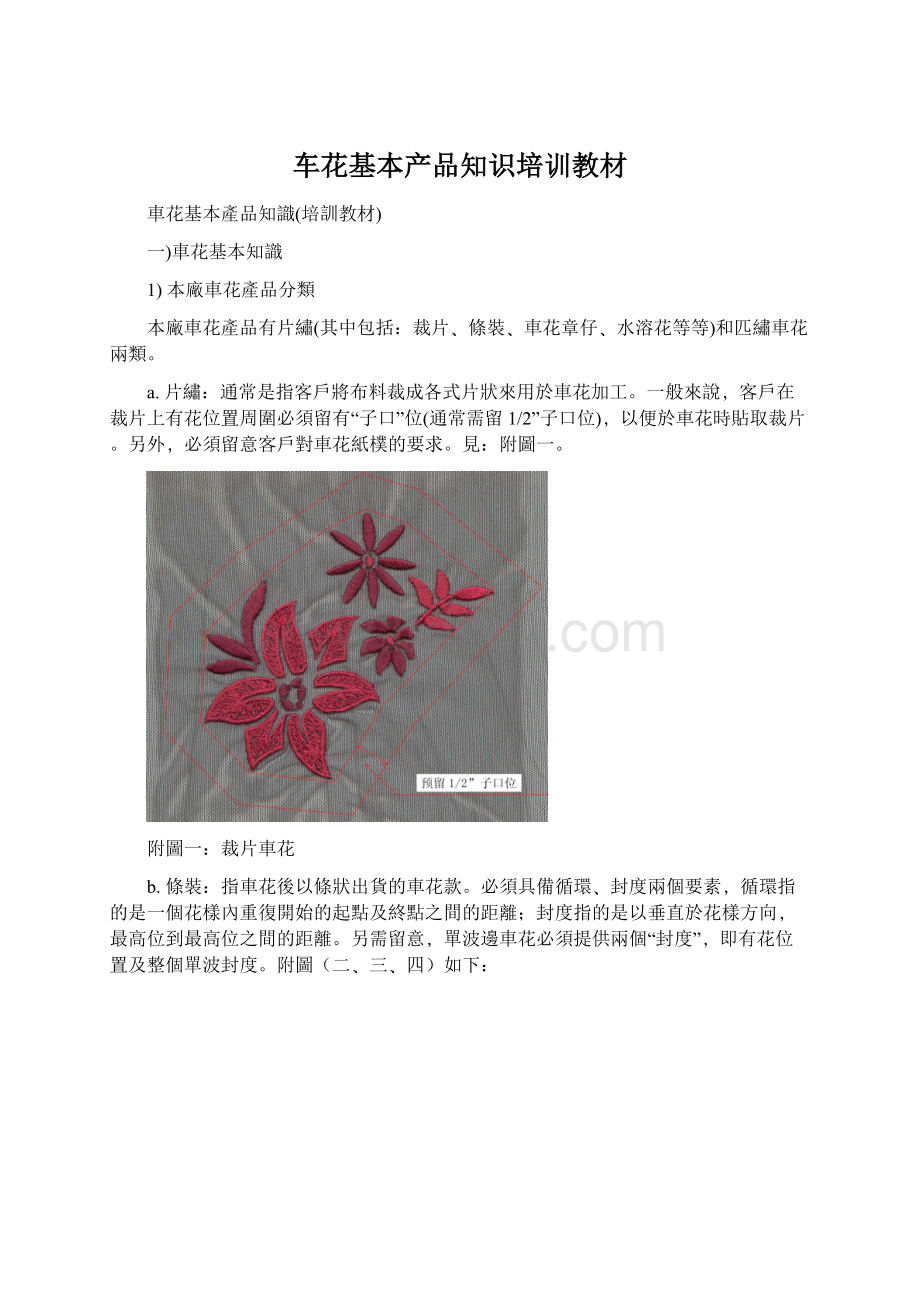
车花基本产品知识培训教材Word格式文档下载.docx
《车花基本产品知识培训教材Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《车花基本产品知识培训教材Word格式文档下载.docx(12页珍藏版)》请在冰豆网上搜索。
附圖二:
雙波邊車花
附圖三:
單波邊車花
附圖四:
水溶花邊條裝
c.車花章:
一般有兩種:
水溶車花章及剪章。
1.用熱水溶紙做底布﹐車後作:
初定---高溫水溶(100度水溫以上)---脫水---晾乾處理﹐經過整理後的車花只剩下車花線﹐底布用的熱水溶紙完全溶解;
由於需經高溫處理﹐所以一般使用的繡花線(面﹑底線)均爲100%POLYESTER。
見附圖五;
附圖五:
水溶車花章
2.使用非水溶性的任何布料作底布﹐沿花型外框剪開﹐成爲獨立的一個車花章仔﹐留意此類車花外框均使用包邊針法﹐以保證花樣的整體性﹐可使用任何適用車花的繡花線。
見附圖六
附圖六:
剪章
d.匹繡:
車花後以匹裝形式出貨﹐必須注意循環﹑封度(有花位封度﹑布封)﹐留意此匹裝繡花封度不可<
40”及不可>
90”﹐如超出此尺寸則不能進行後整理。
附圖七
附圖七:
匹繡
2)車花常用物料
◆車花用料主要是指底布﹑繡花線或襯樸﹐
繡花線分面線和底線﹕
Ø
面線常使用有光人造絲﹑尼龍光絲﹑Poly線﹔
底線使用棉紗或P.P線﹐
襯樸的使用是根據車花不同品種的需求而選定﹐主要有:
✧凍水溶膠
✧熱水溶紙
✧熱熔膠
✧普通紙樸(手撕﹑手剪)
3)常用的車花線
現時本廠車花常用的繡花線主要有:
a.人造光絲Rayon(面線)﹑Polyester光絲﹑尼龍光絲﹑尼龍絲﹑繡花用金屬線等。
☆注:
如使用在需模胚的布料上﹐必須使用Polyester光絲﹐否則模杯後會變色。
b.P.P線Polyester(底線)﹑尼龍絲﹑棉線。
4)車花用人造絲Rayon的規格及特點
⏹車花用的人造絲一般有120D/2鏽花線(平鏽機適用,如田島機)和150D/2鏽花線(立式鏽花機適用﹐如蘇拉機)兩種規格﹐另有少量300D/2﹑150D/6﹔
✧人造絲的優點是:
具有一定光澤﹐絲質較柔軟極適合車花。
✧人造絲的缺點是:
強度較差﹑色牢度相對較差。
附圖:
蘇拉機150D/6粗紗效果
5)車花用的P.P線Polyester(底線)主要規格
車花用的P.P線(底線)主要用50S/2﹑60S/2﹑80S/2﹑100S/2;
最常用的現爲60S/2規格。
✧注﹕底線的選用在一定程度上對車花成品的手感有影響。
二)車花生產知識問答﹕
1)繡花線過蠟的作用是什麽?
答﹕繡花線過蠟能使繡花線表面光滑﹐過針孔時順暢不易起毛或刮斷﹐從而有助減少斷紗造成的次廢品和提高效益。
2)車花生產前應作哪些准備工作?
答:
車花生產前首先明確訂單生產的要求﹐核對車花貨號是否正確﹐然後核對車花布(或裁片)是否與生產訂單指定的客來布(或裁片)的顏色和數量相符﹐再檢查車花用的面線和底線及線的顏色是否正確﹐核對全部物料均正確無誤後才可安排生產。
3)車花標準辦由誰確認?
每台車花機在準備一個新的款號生產時﹐都必須附有經過確認的樣辦作為生產時的參照。
作為於生產參照用的樣辦必須在開出生產通知單時(即必須在開機生產前)經過生産主管的確認。
4)標準辦的確認有甚麼作用?
標准辦的確認可有效地避免車花生產的錯誤。
發現問題時能在正式生產前予以處理。
5)甚麼叫生産辦的審批?
車花物料准備好後﹐先對照生產單上的標准辦生產出至少一個完整循環的產品﹐交生產主管進行核對﹐確認正確後才能夠正式開機生產。
這個工序叫做生産辦的審批。
6)襯樸在車花生產時起甚麼作用?
櫬樸可較全面地保護底布﹐減少車花時的爛針口﹐進而提高車花産品的穩定性。
同時﹐櫬樸還可以增強車花的立體效果及避免花型的變形。
7)水溶膠作為櫬底﹐車花後如何處理?
水溶膠櫬底車花後要做溶膠處理﹐溶膠時應使用凍水﹐因水溫高易造成車花布和繡花線的脫色。
另水溶處理時﹐襯膠必須充分溶解並洗淨﹐否則會造成因溶膠不徹底而造成車花布的硬結塊。
8)車花成品(來料加工)的處理應注意甚麼?
車花生產主要是客戶來料加工﹐生產完成後﹐全部的成品包括生產中造成的次廢品及訂單生產齊數後的剩餘物料﹐要點存後全部送回給客戶。
9)車花成品後整理需要做哪些工作?
生產時按不同的底布﹐花樣要求或後整處理的需要﹐會使用不同的工藝。
一般有初定﹑高溫水溶﹑洗水﹑順定﹑溶膠﹑撕樸(車花完成後須撕去襯樸)﹑剪線﹑切邊﹑修邊﹑烙邊﹑過燙等工作。
10)車花布的定型應注意甚麼?
a.車花布的定型一般採用順定﹐盡量避免拉長和拉闊。
因為車花時﹐繡花線的結構已比較緊實﹐過度的拉長和拉闊易造成底布針孔位的破爛;
b.定型時應注意到花樣的循環﹑封度。
當訂單數量較少時需留意成品是不能保證正確規格﹑尺寸的﹐此時應向客戶說明。
11)條裝車花的切邊及修剪要注意甚麼?
a.條裝車花修邊時應視花邊的款式而異﹐有的應切盡﹐如車花波邊位已打有包邊作波邊保護用途的;
見附圖八;
b.有的則應在車花位外適當地保留一些邊緣﹐以避免因剪得太盡而造成車花結構脫散﹐見附九﹐留意波邊有保護及波邊沒保護的車花效果有所不同。
附圖八:
車花波邊有保護﹐可切淨
附圖九:
車花波邊沒保護﹐需留少許邊位
12)車花成品的檢查應注意哪些方面?
a.首先應檢驗車花的花樣是否變形﹑循環及封度尺寸是否符合客戶要求;
b.應注意繡花線的顏色是否合格﹐色澤是否均勻一致;
c.有無漏繡﹑爛布﹑底面的車花線線頭有否清理乾淨﹐車花表面是否整潔順暢;
d.現階段﹐由於現有客戶的要求更爲嚴格﹐車花成品還應符合各項測試要求﹐如黃化﹑
縮水率﹑洗水牢度等等﹐在一定程度上還必須填寫規格表﹐以保障客戶利益。
13)車花成品底面的線頭保留多少為合適?
a.車花生產時﹐起針和收針的線頭都留在車花的底部。
包裝清剪時﹐應保留約4mm﹐不可剪得太貼﹐以免不小心剪爛成品或是因剪得太貼造成繡線脫散。
b.公司現已購進先進的剪線機械設備﹐將使剪線工藝更加成熟﹑穩定。
14)用於模杯的車花要注意哪些問題?
a.營業同事在接到模杯車花單時必須在辦單上注明“此花車後需模杯”;
b.用於模杯的車花針法較普通車花不相同﹐理論上均採用“之”(或叫Z)形針步;
c.用線上則必須採用異形線(POLYESTER)。
用的底布也必須做特殊處理﹐要加耐高溫油﹐以免模杯後布料變色;
d.另請留意:
由於模杯的深度﹑大小等原因﹐或車花布底的不同﹐並不是所有改用“之”形針步的車花都適宜模杯。
15)車花後燙石及燙石中需注意哪些問題?
a.所謂的燙石是指在一些車花﹑印花﹑花邊或其他布料上用鐳射或燙畫板將一些人造石用高溫熨燙的方法使之與布料結合在一起﹐使這些普通的産品産生一定的附加值;
b.留意要做燙石處理的車花必須要有固定的位置做標識﹐最好是以裁片的形式做燙石;
c.所用的燙石因品種廠家的不同﹑圖案複雜程度的不同在價格上會有較大差異;
d.在燙石的過程中應特別注意時間﹑溫度的控制﹐否則將會影響燙石的結合牢度。
樣辦請見:
附圖十
附圖十:
車花+燙石
16)珠片車花要注意哪些問題?
a.這裏的珠片車花是指全自動珠片車花﹐本司現有機台共10台;
是指刺繡機在車花時插入珠片繡裝置以獲得閃亮珠片的效果﹐從而使車花産品獲得更高的附加值。
b.此珠片車花有一定的限制﹐一款車花內最多只能做兩款不同規格或不同顔色的珠片﹐因車花機上只裝載了兩款珠片裝置。
c.珠片繡理論上只能做到3MM—9MM直徑的珠片﹐建議:
選擇4MM-7MM的珠片爲最適用。
d.留意不同品牌的珠片有環保及不環保(PVC物料)之分;
單價亦有較大相差。
附圖十一
附圖十一:
珠片車花
17)鐳射切割需注意哪些問題?
a.鐳射切割是指用鐳射切割機在各種布料上用鐳射切割成不同的圖案;
b.它主要以裁片的形式出現;
做此類産品時應著重提醒客戶:
即使是切割的圖案相同﹐但由於裁片大小的不同﹐將導致單價也不相同﹐裁片越大單價越貴;
c.用鐳射切割機切割出來的不同形狀的布料還可用於車花貼布繡中的貼布。
附圖十二
附圖十二:
鐳射切割
第三篇﹕本廠車花機種及特點
1)本廠現有車花機種及機台的情況
機種
機台數量
產品品種
生產規格
日產量(碼)
蘇拉ERA
1台
匹繡﹑多色
長1.7碼﹑高0.78米
樣辦機
蘇拉EPOCA
長16.3碼﹑高1.25米
按預計表
蘇拉S4040HP
4台
匹繡﹑單色
長15.5碼﹑高1.25米
蘇拉S5040E
6台
田島20頭
77台
片繡﹑匹繡6色
頭距200mm(8吋)
20台
片繡﹑匹繡9色
頭距275mm(11吋)
田島6頭
頭距345mm(13.5吋)
田島4頭
3台
百靈達30頭
5台
片繡﹑匹繡7色
*不同機台及產品規格的數據未能盡列﹐以上數據只供參考用。
二)本廠現有車花機台特點
⏹田島(百靈達)刺繡機爲臥式旋梭刺繡機﹐可在絕大部分的針織或梳織織物上進行刺繡﹐此種刺繡機的特點是靈活快捷﹐花樣繁多﹐改機時間可在兩小時內完成﹐所以小至一﹑二百碼的訂單也可進行生産﹐在花樣設計上﹐包羅萬象﹐幾乎在日常生活中隨處可見的圖案都可收集其中﹐而且色彩奪目﹐立體感強。
⏹蘇拉刺繡機爲立式飛梭刺繡機﹐本廠現有三種類型:
EPOCA﹑4040HP﹑ERA﹑EPOCA機頭數爲552頭﹐成品長度一般爲16y﹐可在網布和無彈性織物上進行刺繡﹐其特點是可進行多色刺繡適合大批量生産﹐而且因其有繡花線喂入系統和飛梭裝置﹐大部份的材料如尼龍﹑直絲﹑人造絲或粗紗等都可以作爲繡花線用于車花生産。
*其中﹕4040HP機頭數爲1048頭﹐爲雙層單色刺繡機﹐其用料規格基本同EPOCA﹐但只能製作單色或串色花樣﹐其生産量巨大(每機産量長度爲30yds)﹐適合大規模的訂單生産。
ERA爲Saurer樣辦專用機﹐主要爲起辦用。
三)不同車花機在用線上的區別
⏹田島繡花機通常使用120D/2繡花線(包括:
120D/2人造絲﹑120D/2Polyester光絲﹐少量使用300D/2人造絲﹑繡花用金屬線);
⏹蘇拉刺繡機使用150D/2繡花線(150D/2人造絲﹑各種規格之Polyester光絲﹑尼龍光絲﹑尼龍絲﹑150D/6人造絲夾紗﹑金屬線等);
*注﹕底線則通常用60S/2﹑80S/2P.P線;
70D/2尼龍絲啞光(起絨效果)
 升级会员
升级会员 