时间驱动作业成本法文档格式.docx
《时间驱动作业成本法文档格式.docx》由会员分享,可在线阅读,更多相关《时间驱动作业成本法文档格式.docx(12页珍藏版)》请在冰豆网上搜索。
二是某个作业在消耗资源时所消耗的时间,即作业单位时间数量,该指标可以根据管理人员工作经验和观察得到。
两个指标相乘可以得到每单位作业应分担的成本,即成本动因率。
最终可以将成本分摊到各个作业中去。
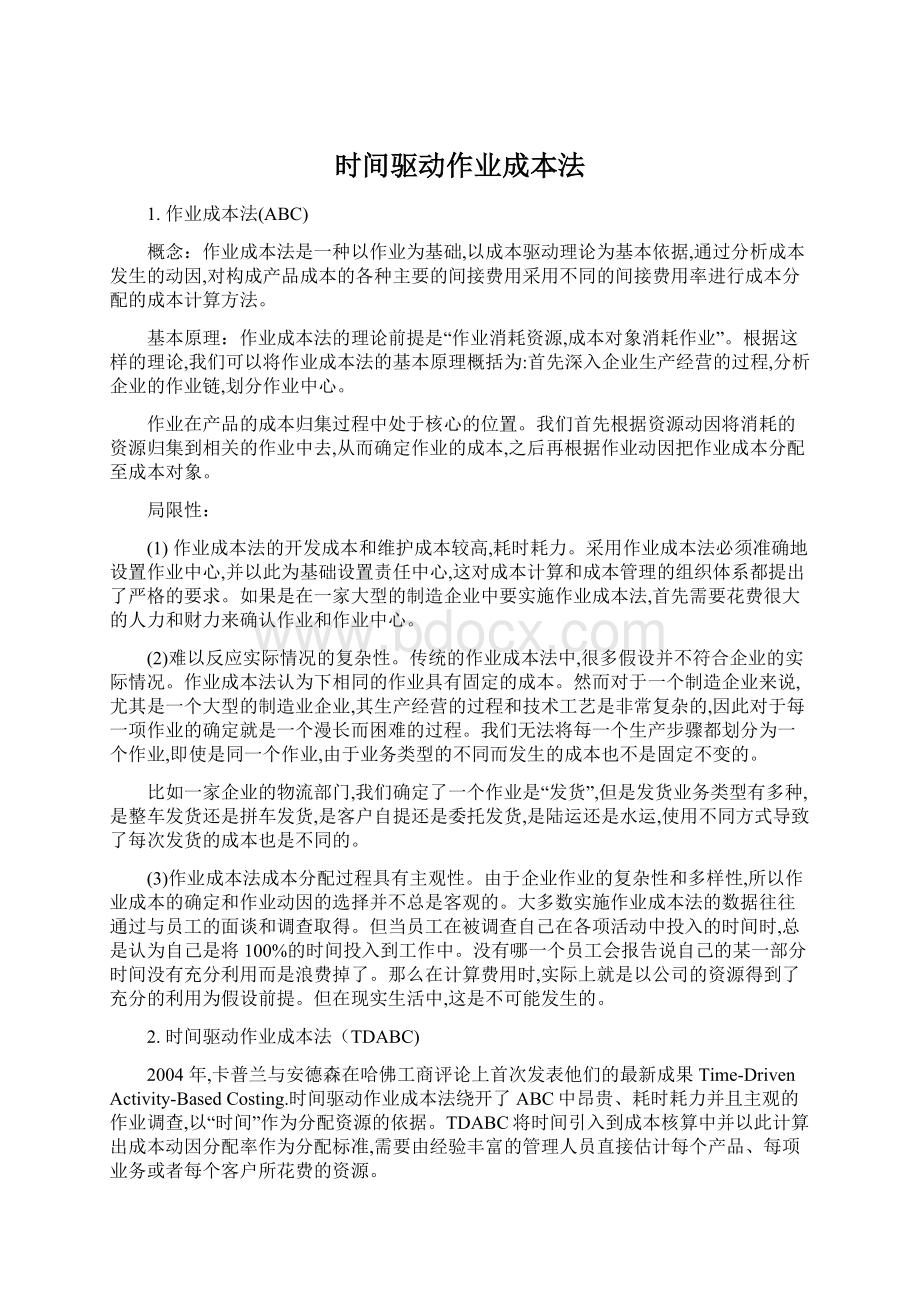
如图所示:
成本动因率
产品
作业动因量
作业单位时间数量
单位时间产能成本
具体步骤:
(1)估计单位时间产能成本
首先,管理人员需要通过丰富的经验和根据观察来直接估计所有资源的实际产能。
比如公司的一个员工的理想工作时间是一天8小时,每周40个小时,但是管理人员根据经验可以看出,除去员工休息、培训等时间,实际的有效时间只是理想工作时间的80%~85%。
同样一台机器的理想工作时间是每周80小时,除去调整、修理等时间,实际有效时间只是85%~90%。
当然,也可以借助于一些数学方法比如线性回归来测定实际产能。
其次,再用车间的总成本除以员工的有效工作时间即实际产能,就可以得出单位时间产能成本,即单位时间产能成本=车间总成本÷
员工有效工作时间。
比如某个运输部门的总成本是50000元,理想产能是12000分钟,管理人员根据经验得出结论实际产能是理想产能的80%,那么单位时间产能成本就是4.17元/分钟。
(2)估算每单位作业耗用的时间
管理人员可以通过调查、与员工交谈、计量以及其他方法来确定每项作业每次操作需要花费的时间数量,即单位作业时间数。
同样是上面那个例子,假设运输部门主要是接受订单,准备工作,发生运输三项作业。
管理人员通过合理估计和相关数据得出:
接受订单需要花费15分钟/次,准备工作需要花费30分钟,运输工作需要60分钟/次。
(3)计算成本动因率
成本动因率是指每项作业的单位作业成本,将单位时间产能成本和每单位作业所耗用的时间这两个参数相乘就可以得到成本动因率。
成本动因率一旦确定了,就可以将作业发生所应分摊的成本计算出来,从而最终分摊到产品上。
根据上面的例子,接受订单的成本动因率是4.17元/分钟×
15分钟=62.55元/次;
准备工作的成本动因率是4.17元/分钟×
30分钟=125.1元/次;
运输的动因率是4.17元/分钟×
60分钟=250.2元/次。
(4)报告和分析
管理人员可以计算出部门各作业的成本动因率从而得出成本。
接着可以根据报告中的产能供给以及有效产能之间的差异,来分析闲置产能成本。
总而决定是否要减少对闲置产能的供给或者是如何减少闲置产能。
这样来提高企业的产能利用率。
除此之外,管理层还能利用时间驱动作业成本法的核算数据来对各个责任中心进行考核,来衡量各个责任中心的工作效率从而加强成本控制和管理。
(5)模型的维护和更新
对于时间驱动作业成本法的模型维护和更新主要体现在成本动因率上。
引起成本动因率变化的原因主要有两个,一个是资源的价格变化,最终会影响到单位时间产能成本。
例如上面的例子中我们计算得出单位时间产能成本是4.17元/分钟,但是如果随着原材料上涨导致车间总费用上涨到60000元,那么单位时间产能成本就变成了5元/分钟。
另一个是作业效率的变化,主要会影响到每单位作业耗用的时间。
不论是生产工艺的改进,员工技术水平的提高或者是操作流程的改进都能减少作业所耗用的时间。
例如对于员工进行集中训练,员工们的操作技术水平得到了很大的提高,那么员工执行作业的单位时间必定缩短了,成本动因率也随之改变。
TDABC的优势分析:
(1)提供的成本信息更加精确
传统的会计核算方法的基本假设就是企业资源全部被有效使用,产能完全发挥,并不考虑闲置产能的存在。
而实际上,如果员工处于非生产活动中如每月的例会、培训、部门沟通等,亦或是遇到机器发生故障,机器处于调整状态中时,这些情况都被传统的会计核算所忽略了,因此造成了产能的夸大和成本数据的粗糙甚至扭曲。
而时间驱动作业成本法在进行核算时,首先就是注意到对于资源的有效利用问题,估计企业的实际生产能力。
再通过成本动因率将成本分配给作业,最终将成本分配给产品,从而避免了夸大产能的情况发生。
此外,管理人员也可以利用理想产能和有效产能相对比来发现产能过低的机器设备或者部门,进而来优化生产活动。
因此,时间驱动作业成本法不仅仅满足了财务上对成本核算精准的要求,也为企业的生产经营决策提供了更为有效的依据。
(2)能够适应企业不同的生产核算需求,有利于实现个性化管理
时间驱动作业成本法的核心就是利用“时间”来衡量消耗的资源。
然后在实际生产中,“时间”这个衡量标准并不能使用所有情况。
比如运输能力,可以用最大载重量来衡量,货物对仓库的消耗,可以用空间大小(立方米)来衡量。
数据存储可以用千字节、兆字节等来衡量。
无论用什么来作为衡量单位,时间驱动作业成本法都是适用的。
当然相应的“单位时间产能成本”就会变成“单位空间产能成本”“单位重量产能成本”等。
正是因为时间驱动作业成本法这一特点,可以适用于各种复杂的运营环境,有利于企业的个性化管理。
(3)模型的升级和维护更加简单
在传统的作业成本核算方法中,一旦系统形成,极少会进行更新修改。
传统作业成本核算方法的修改工程浩大,一旦超过了能够满足企业发展所需的时间段,传统的作业成本法将显得不合时宜。
相比之下,时间驱动作业成本法能够更好地适用企业内部的变化。
即使是企业的生产工艺发生了变化,新增了若干项作业,管理层同样可以利用时间驱动作业成本法,只需要估计新增加的作业单位时间,就可以对该项作业的成本动因率求出结果。
升级简单可行,完全由企业掌控,也不必花费巨大的人力和财力。
这一优点确保企业及时获得信息的同时,也提高了企业运转的效率。
时间驱动作业成本法在安德里茨公司的应用
公司概况:
安德里茨有限公司于2002年2月9日在广东省佛山市注册成立,注册资本为2094万欧元,是隶属于奥地利安德里茨集团的外商独资公司。
公司主要生
产和销售机械类产品,经营范围涉及开发、生产和销售环境与加工技术与设备,动物饲料和水产饲料生产技术与设备,造纸技术与设备,钢铁处理技术,供水、供电和化工等行业的水利设备,自动控制系统、设备和组件以及提供相关产品的服务。
企业生产采取客户订制模式,近年来产品生产已由大批量向小批次的、多样
化和特殊化的生产发展;
同时,生产自动化程度高,有些环节实现了规模化的全自动化生产,人工费用极低。
该企业使用德国的SAP企业管理软件,基本实现了企业的全面信息化管理。
企业的制造、分销、财务、人力资源等模块均实现了计算机信息化管理,系统运行稳定,所有的成本信息均可迅速、准确地从SAP系统中获取。
财务核算成本相对较少,适应实施作业成本法核算系统需要大量基础数据的要求。
公司管理层中具有专业背景和资深的行业经验人员占一半以上,总体素质很高。
实施作业成本法后,安德里茨有限公司遇到了如下问题:
(1)访谈和调查太耗时并且成本高。
安德里茨有限公司派出5人专门负责估计每个作业在某个月内占用的时间百分比。
这5个人在每个部门与员工访谈,以期待被访谈员工能够回忆起自己所负责的每个作业在一定期间内占用的时间比例,而每次访谈都没有固定的时间。
项目组人员让被访谈人员尽量准确地回忆,
期望得到准确的数据,而被访谈人员因为没有恰当的标准来衡量各个作业的时间比例,全靠主观判断,导致大部分访谈耗时长。
另一方面,当新的订单产生,有新的作业增加进来时,访谈人员重新下到车间、各部门进行访谈调查。
这样的工作不仅繁琐,实施成本高,而且这样的模式不灵活,不能立即根据新的订单、新的成本环境更新成本核算体系,容易耽误公司整体的生产,影响公司的业绩。
(2)作业成本法模型不易更新。
当公司生产不同产品以满足客户时,新的作业又被添加进来或旧的作业被剔除时,为了及时反映这些重要的变化,项目人员必须重新估算员工在各个作业上的耗时百分比,而重新访谈与调查耗费时间也耗费人工。
原有的作业成,本法模型不能根据环境的变化而及时简便地更新作业,这就导致了现有成本核算体系与生产实际脱节。
(3)作业成本法模型的数据是主观估计的。
项目组访谈人员与基层员工进行访谈时,没有衡量数据准确性的标准。
而被访谈对象往往综合素质较低,也没有经过系统的作业成本法培训,往往仅凭自己主观判断,不能给出客观的数据。
另外,事前知道这些数据用途的员工可能会有意歪曲事实或谎报他们的结果。
(4)数据存储、处理和报告成本高。
安德里茨有限公司有环保机械生产线、饲料机生产线、造纸机生产线、钢铁处理机械生产线、水利机械生产线,这五条生产线中,每条都划分出了10几个成本动因,共有将近100个成本动因,这样大大增加了核算工作的难度,各成本动因之间的关系错综复杂,使得执行成本核算的工作人员难以理解,核算过程中的错误率大大增加,也明显加大了过程控制和追溯成本源头的难度。
公司实行TDABC的可行性分析:
(1)公司具有良好的数据处理能力
公司良好的信息管理系统SAP可以提供完善的数据。
要想成功实施时间驱动作业成本法,海量数据的便捷获取是基础。
安德里茨公司拥有良好的ERP系统——SAP系统,该系统在同类ERP系统中具有系统稳定、数据可靠、功能强大等优点。
实施时间驱动作业成本法时产生的大量数据可以依靠SAP系统进行处理,不至于大量的数据使得系统瘫痪,而且SAP系统具有较强的兼容性和拓展性,可以设计出时间驱动作业成本法所需的模块以处理海量数据。
(2)公司产品的成本环境适用时间驱动作业成本法
时间驱动作业成本法适用于产品差异性较强的企业,产品差异性较强即为产品具有多样化的特点。
企业的产品差异性越强,应用传统成本法分配间接成本时产生的成本扭曲越大。
时间驱动作业成本法能通过作业的划分和成本动因的确认准确反映产品的差异性。
安德里茨公司拥有8种机械类产品而且实行的是客户定制化产品生产,每月在产的产品有近20种,产品具有多样化的特点。
产品的这一特点为安德里茨公司运用时间驱动作业成本法提供了可能。
(3)公司已具备实施作业成本法的经验
(4)公司拥有高素质的管理队伍
公司TDABC的应用情况
安德里茨有限公司生产部门主要生产大型饲料机,其产品有A型饲料机,B型饲料机,C型饲料机三种,共有员工105人,生产部门间接费用分为四类:
间接人工、机器折旧、机器维修费用和机器运行费用(包括运行机器所需的水电费用,不包括机器折旧)。
公司管理层经过分析,发现生产部门完成的作业共有六个,分别是:
数控切割、冲压、自动焊接、油漆流水线、组装、检验。
1.分配间接人工
(1)间接人工可用生产能力的计算。
生产部门有50位工人从事间接生产,每月可提供12000个小时的生产能力。
根据部门管理层的观察,理论生产能力的85%作为可用生产能力。
则:
可用生产能力=12000×
85%=10200小时
(2)间接人工单位时间成本的计算。
本月间接人工成本为408000元。
间接人工每小时成本=间接人工成本/可用生产能力
=408000/10200=40(元/小时)
(3)将间接人工成本分配至作业,计算作业成本动因率。
冲压和组装这两个作业,其作业动因分别是冲压次数和人工工时。
每次冲压耗时0.5小时,本月冲压作业耗时数为4800小时,冲压作业量为9600次。
安装作业耗时数为4600小时。
这样我们可以计算出各个作业应分配的间接人工成本和成本动因率。
计算结果如下表:
作业
资源单位成本
成本动因
单位时间
耗用时间
作业负担的间接人工成本
冲压
40
元/小时
冲压次数
0.5小时/次
20元/次
9600次
4800小时
192000元
组装
人工工时
40元/小时
4600小时
184000元
合计
/
9400小时
376000元
闲置生产能力
800
小时
32000元
同理,可以分配机器折旧费、维修费用和机器运行费用:
机器折旧费用由于是在数控切割、自动焊接、油漆流水线、检验四个作业中被消耗的资源,因此这些费用分别计入这四个作业中。
这四个作业的成本动因分别是切割次数、焊接次数、机器台时和机器台时。
依据管理层的估测,每次切割耗时0.3小时,每次焊接耗时0.17小时,切割次数500次,焊接次数1280次。
机器每月可提供的可用生产能力为700机器台时,机器实际运行617.6机器台时。
其中,数控切割作业耗时150机器台时,自动焊接作业耗时280机器台时,油漆流水线作业耗时210机器台时,检验作业耗时40机器台时。
生产部门本月机器折旧费用总额为21000元。
其折旧费用每小时成本为:
折旧费用每小时成本=21000/700=30元/小时
维修费用和能源的消耗是变动性费用,其成本全额计入相关作业—数控切割、自动焊接、油漆流水线和检验作业。
生产部门本月维修费用为17500元,消耗的能源为14000元。
两项费用直接计入作业成本。
维修费用的TDABC分析:
数控切割
25元/小时
切割次数
0.3小时/次
7.5元/次
500次
150小时
3750元
自动焊接
焊接次数
0.17小时/次
4.25元/次
1280次
217.6小时
5440元
油漆流水线
机器台时
210小时
5250元
检验
40小时
1000元
617.6小时
15440元
机器运行费用的TDABC分析:
20元/小时
6元/次
3000元
3.4元/次
4352元
4200元
1200元
12352元
将上面计算的结果进行汇总,即可得到各个作业的单位成本动因率和总的作业成本:
22.5元/次
11250元
12.75元/次
16320元
75元/小时
15750元
人工小时
422320元
资源成本的闲置产能如下:
资源
作业分摊成本(元)
资源总成本(元)
闲置生产能力成本(元)
间接人工
376000
408000
32000
机器折旧
18528
21000
2472
394528
429000
34472
当所有的资源都分配到作业之后,依据统计到的各个产品小号作业的成本动因量,进一步将作业成本分配到产品。
产品动因量统计如下:
A型饲料机
B型饲料机
C型饲料机
117次
163次
220次
2400次
3200次
4000次
441次
505次
334次
57小时
43小时
110小时
1000小时
1550小时
2050小时
12小时
18小时
10小时
时间驱动作业成本法下作业成本分摊:
22.5次
成本动因量
作业成本
2632.5元
3667.5元
4950元
48000元
64000元
80000元
5622.75元
6438.75元
4258.5元
4275元
3225元
8250元
40000元
62000元
82000元
1840000元
900元
1350元
750元
运用时间驱动作业成本法的成效分析:
(1)成本计算结果更加客观
时间驱动作业成本法在估计实际产能时往往运用科学的方法计算实际产能。
科学的计算实际产能的方法是用理论产能减去员工或机器停工的确切时间。
而作业成本法在估计实际产能时用的是理论产能,即假设机器设备全天都是满负荷运转的,员工在工作时时间是100%投入的,没有休息时间。
案例中,生产部门在分配间接人工时,根据管理人员的计算分析,将实际产能估计为理论产能的85%,为10200小时。
作业成本法下认为实际产能就是理论产能,即12000小时。
时间驱动作业成本法下冲压作业的成本动因率是20元/次,作业成本法下冲压作业的成本动因率为30元/次,前者比后者降低了10元/次。
(2)成本计算工作量降低
时间驱动作业成本法在把资源分摊给各成本对象(包括订单、产品和客户)之前并不需要与员工进行访谈。
作业成本法要估计一定时期内各个作业的时间分配比例,然后根据这一比例把部门总成本分摊给各项作业。
时间驱动作业成本法简化了这一成本计算程序,采用科学计算或直接观察的方法获得流程时间。
案例中,生产部门运用时间驱动作业成本法在分配间接费用时,直接用部门总成本除以可用产能得到成本动因率,然后根据产品所耗用的时间乘以成本动因率。
在分配机器折旧费用时,时间驱动作业成本法下得出各个作业的成本动因率后,直接计算A型饲料机、B型饲料机、C型饲料机在每个作业上消耗了多少作业动因量,然后算出分配的成本。
作业成本法下,需要估计本月这六个作业的时间分配比,这项工作十分繁琐。
当应客户要求生产新产品而增加或减少作业时,
不得不重复这样的工作。
(3)便于分析企业的闲置生产能力
在采用时间驱动作业成本法分配产能时,往往会出现分配的产能小于理论产能,这就出现了闲置产能。
原因是我们在将资源向作业分配时,并没有100%分配到产品中,资源没有得到充分利用,出现了闲置生产能力。
案例中,间接人工就有32000元是闲置的产能,占间接人工成本的7.8%。
机器折旧有2472元是闲置的产能,占机器折旧的2.8%。
经过管理层人员的调查分析,得出了产生闲置产能的原因:
间接人工产生闲置产能是公司管理层特意购买闲置产能而保持的,以应对突然增加的订单;
机器折旧产生闲置产能是在生产不同产品时,机器有82.4小时的准备时间。
 升级会员
升级会员 