初级车工实操试题文档格式.docx
《初级车工实操试题文档格式.docx》由会员分享,可在线阅读,更多相关《初级车工实操试题文档格式.docx(23页珍藏版)》请在冰豆网上搜索。
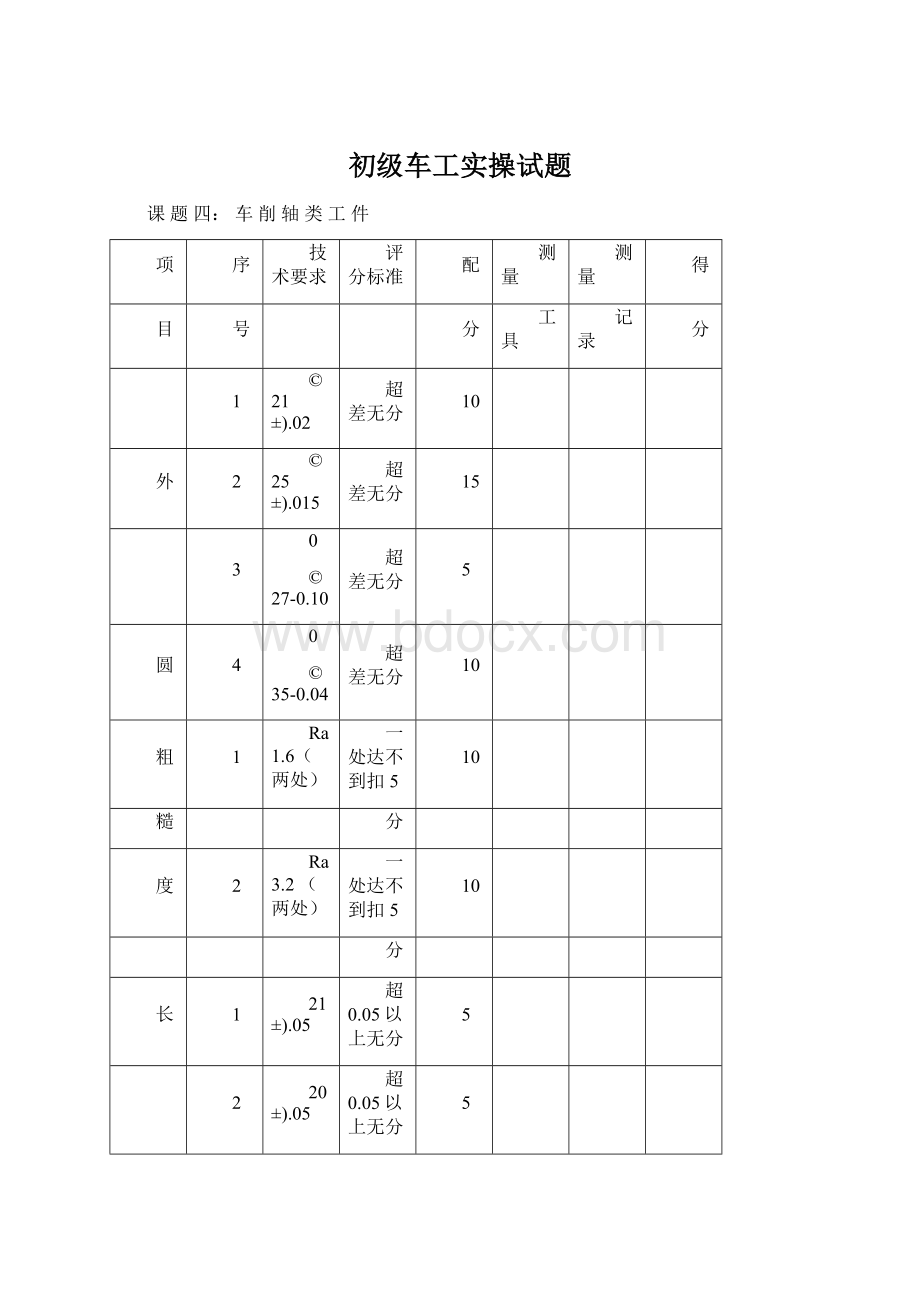
度
Ra3.2(两处)
长
).05
超0.05以上无分
20±
46±
).10
89-0.10
其
/、
倒角(两处)
有毛剌为不合格
无分
它
安全文明
车
1•丿
用三爪自定心卡盘夹牢毛坯外圆,车右端面。
露出长度不少于72mm,
削
步
骤
2.粗精加工©
21,©
25,©
27外圆至尺寸,并倒角。
3.调头装夹©
27外圆处,找正夹牢,车端面保证总长尺寸0
-0.10°
4.粗精加工©
35外圆至尺寸,并倒角符合要求。
89
课题名称
练习内容
工件编号
件号
材料
毛坯尺寸
件数
计划课时
工时
车削轴类工件
车四台阶轴
C4--1
45#
38>
95
1件
10学时
2小时/人
课题四:
25却M
3M0.Q5
2W
得分
25-0.04
+0.05
190
24±
28-0.08
Ra1.6(两处)
Ra3.2
达不到无分
23
超0.2以上无分
0.05(两
处)
98-0.1
倒角2X45°
1.用三爪自定心卡盘夹牢毛坯外圆,露出长度不少于57mm,车右端面。
2.粗精加工外圆©
19X20,©
24&
5,,©
28至尺寸,并倒角。
24外圆处,找正夹牢,车端面保证总长尺寸98
-0.10
4.粗精加工外圆©
20X23,©
25X20至尺寸,并倒角符合要求。
件号材料毛坯尺寸
车五台阶轴
C4--2
145#©
30X100
项序技术要求
配分测量测量得
工具记录分
18±
0.02
+0.03
230
sf
26-0.05
4©
17
1Ra1.6(两处)
62-0.10
+0.08
200
8
19±
18
倒角
车削步骤
1.用三爪自定心卡盘夹牢毛坯外圆,露出长度不少于68mm,车
右端面。
26,©
23,©
18外圆至尺寸,切沟槽至©
17,并倒角。
3.用切断刀将工件切断,保证切断长度大于总长62。
4.调头装夹©
18外圆处,找正夹牢。
车端面保证总长尺寸62。
车台阶轴及沟槽
C4--3
C4-1工件
配分
18_o.2
0.08
13。
10-0.15(两处)
2x45
-0
38
24
20
92
1.6/
/
+).08
7日
$130
00
■V
$..
20
$
1.用三爪自定心卡盘夹牢毛坯外圆,露出长度不少于
38mm
,车
2.用90。
偏刀分别车外圆$10&
0,$13&
4,至尺寸,
切沟槽至$
10,
并倒角。
3.调头装夹$13外圆处,找正夹牢。
车端面保证总长尺寸92。
4.车外圆$18X38至尺寸,并倒角2X45
。
,检验合格后取下工件。
其余:
未注倒1角45
车台阶轴
C4--4
课题六:
车削外圆锥工件
in
OJ
SSES
+U.08
CU
22+0.04
21-0.15
23±
26-0.03
260
课题四工件
Ra1.6(三处)
一处达不到扣3分
9
Ra3.2(三处)
15±
0.05
10±
67-0.10
6
有毛剌为不合格无
1.用三爪自定心卡盘夹牢毛坯右端外圆,露出长度不少于
45mm,车右端面,粗加工©
22,©
26。
2.调头装夹©
26粗加工外圆处,露出长度不少于40mm,找
正夹牢,车端面,粗精加工©
23,©
26外圆至尺寸,倒角。
3.切外沟槽©
21并保证宽度5,8,倒角。
23外圆处,找正夹牢,精加工©
22,©
26外圆
至尺寸,倒角。
5.精加工1:
10锥度到尺寸,倒角。
外圆锥
C6--2
28X70
L6/
01:
C2
超差0.01
扣5
25
32±
计划课
Ra1.6
Ra3.2(三处)
一处达不到扣
5分
12
12±
超0.02扣2分
33±
).1
60±
有毛剌为不合
格无分
1.用三爪自定心卡盘夹牢毛坯外圆,露出长度不少于65mm,
车右端面。
偏刀分别车外圆尼0X12,松2,©
20、©
32车至尺寸,
3.调整车床小滑板车1:
10外圆锥到尺寸。
4•定总长切断,调头夹©
32外圆倒角至符合要求。
C6--1
35X100
其魚
Ji
1.
v
J
V
V(
.30±
0.10.
2-
十30±
0.10_
40±
40±
0一05
ioo±
aw
30-0.03(两处)
超差0.02扣2分
30
Ra1.6(三处)
0.10(两
40±
0.05(两
100±
0.10
倒角0.5X
45°
两处)
粗车右端外圆至©
33.8,车右端面。
33.8外圆处,找正夹牢,车端面见光,粗精车©
30夕卜圆及1比5锥度,精车©
33外圆至尺寸保证长度尺寸33±
0.10、40±
0.05,并倒角。
33外圆处,找正夹牢,车端面保证总长尺寸100±
).10,粗精车©
30外圆及1比5锥度至尺寸,并倒角符合要求。
C6--3
35X105
3小时/人
30±
0.015
一处达不到扣4
+0.10
250(两处)
超0.1以上无分
69-0.10
锥
面
28+0.01
超差0.01扣2
28+0.06
1.用三爪自定心卡盘夹牢毛坯外圆,露出长度不小于
50mm,粗车外圆至©
31,车去右端面1mm左右。
2.调头找正,夹©
31夕卜圆处,粗精加工©
30外圆及圆锥面
1:
10至尺寸,并倒角。
30外圆处,找正夹牢。
车端面保证总长尺寸69-0.10。
4.精车圆锥面1:
5至尺寸,并倒角符合要求。
车双锥轴
45
32X70
测量记录
0.1
24-o.i
14-o.i
0.16
18。
1:
2020
85
1030
Ra1.6(三
一处达不到扣5分
20(两处)
26-0.12
接触面小于80%
1.用三爪自定心卡盘夹牢(毛坯S松4)外圆处,先车平右端面后,用90偏刀将原工件圆锥表面车一刀(车圆即可)。
2.调头装夹外圆处,露出长度不小于55mm,用90。
偏刀分别车外圆©
14X20,车出大端直径©
18&
0圆锥面,车©
24外圆至尺寸并倒角•
14外圆处找正夹牢。
用切槽刀车外沟槽©
18X10,车端面保证总长85,车圆锥面1:
10至尺寸,检验符合要求后取下工件。
车台阶锥轴
C6--4
 升级会员
升级会员 