球磨机安装作业指导书Word文档下载推荐.docx
《球磨机安装作业指导书Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《球磨机安装作业指导书Word文档下载推荐.docx(10页珍藏版)》请在冰豆网上搜索。
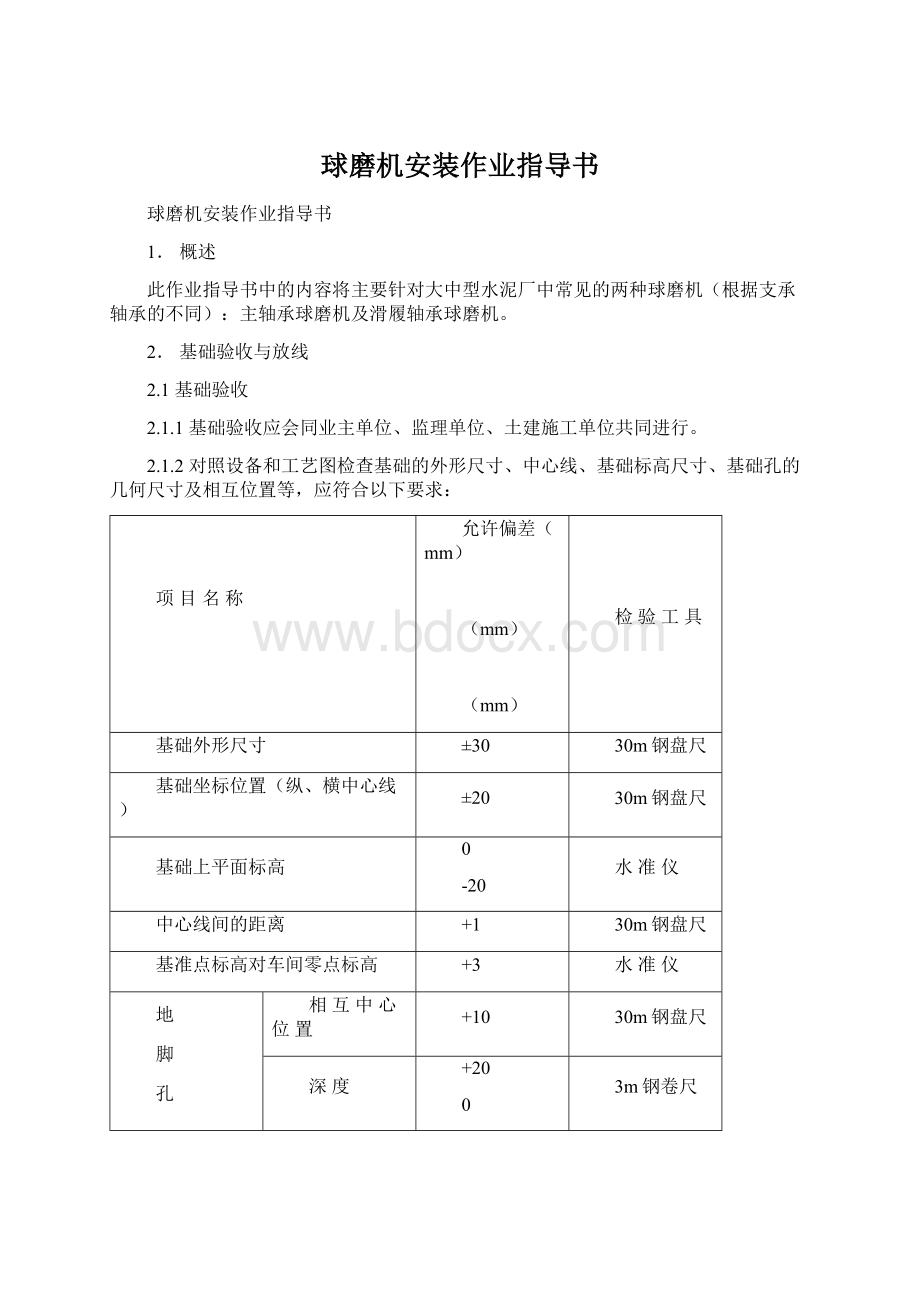
基础上平面标高
-20
水准仪
中心线间的距离
+1
基准点标高对车间零点标高
+3
地
脚
孔
相互中心位置
+10
深度
+20
3m钢卷尺
垂直度
5/1000
3m钢卷尺,线坠
2.1.3基础周围必须填平、夯实,所有遗留的模板和露出混凝土外的钢筋等,必须清除,并将设备安装场地及地脚孔内碎料、脏物及积水等全部清除干净。
2.2标定磨机基准线
2.2.1依据工艺图在磨机的基础上埋设中心标板。
在出料端基础上设置一标高基准点,注意保护。
2.2.2根据土建单位提供的基准点和基准线,一次放出磨机及传动装置的纵向中心线,在中心标板上用样冲打上中心点,并用对角线法进行校核。
然后根据工艺图设计尺寸,划出磨机基础及传动的横向中心线。
见下图:
主轴承球磨机基础放线图
滑履轴承球磨机基础放线图
3.垫铁的布置及砂堆的制作
3.1根据工艺布置图及负荷计算作出垫铁布置,对砂堆及底座覆盖的位置进行铲麻面。
3.2砂堆的制作应按照以下规范:
3.2.1所用材料及配比:
525号硅酸盐水泥:
中砂:
水=1:
1:
适量
3.2.2砂堆垫铁的水平度偏差为0.2mm/m,标高偏差为0~-1mm。
3.2.3每天加水养护。
根据环境情况,养护时间为3天至7天。
4.设备检查
4.1支承装置的检查
4.1.1主轴承与轴承座的接触应符合技术文件的要求。
技术文件无规定时,则遵照以下规范:
球面接触带的周向接触包角应不于45度,轴向接触宽度应不大于球面宽度的1/3,但不得小于10mm。
接触斑点的分布应均匀连续,间距应不大于5mm。
4.1.2滑履轴承与滚圈的周向间隙S及接触面的接触斑点应符合技术文件的要求。
4.1.3主轴承球面瓦与中空轴轴颈配合间隙t、接触角a及接触斑点应符合技术文件的要求。
技术文件无要求时,应遵循以下规范:
接触斑点不应少于1点/10x10mm2,接触角度为30°
~45°
,配合侧间隙按下表选取:
中空轴直径(mm)
800
900
1000
1200
1400
1600
1800
2000
2240
侧隙
0.12~0.19
0.145~0.21
0.16~0.23
0.21~0.28
0.24~0.32
0.25~0.35
0.29~0.41
0.34~0.46
0.39~0.54
滚圈与轴承间隙示意图
主轴承与中空轴接触侧间隙与角度示意图
4.1.4主轴承与轴承座的接触应符合技术文件的要求,滑履轴承的凹凸球面的接触应符合技术文件的要求。
4.1.5对冷却水通道进行0.6Mpa保压8分钟的水压试验,要求无渗漏现象。
4.1.6轴承合金与球面瓦的铸合应严密,牢固,不得有脱壳、裂纹、气孔等缺陷。
4.2筒体的检查:
实测筒体长度,校正放线尺寸,作为主轴承及传动装置安装的基础数据。
4.3对传动装置的检查应符合有关技术文件的要求。
5.支承装置的安装
5.1底座的安装
5.1.1将底座除锈,清理,去毛刺。
尤其是加工面,如有撞击伤疤一定要挫平。
5.1.2以加工面为依据,在底座上划出十字中心线,并打上样冲作为标记。
5.1.3底座安装时,底座的纵横中心线与中心标板的中心线吻合,其偏差不大于1mm。
5.1.4底座粗找正完成后,进行地脚孔的一次灌浆并养生,当砼达到70%的强度时,进行底座的精找并紧固地脚螺栓。
底座精找完成后应满足以下要求:
主轴承球磨机底座安装图
滑履轴承球磨机底座安装图
5.2轴承座的安装
5.2.1轴承装入轴承座前,应清洗干净,并在球面上抹上一层润滑脂。
按出厂时标记将轴承装入轴承座。
5.2.2将轴承座吊到底座上,使轴承座的十字中心线对准底座十字中心线,偏差不得大于±
0.5mm。
两轴承座的相对标高不得大于1mm,且出料端不得高于进料端。
水平度为0.04mm/m。
轴承的中心标高对基准点标高偏差不得大于±
1mm。
6.筒体的安装
6.1轴承安装找正完毕,所有螺栓拧紧后,才能进行筒体的安装。
6.2根据车间不同的环境条件,选择适合的安装方法,将筒体安装就位。
安装完成后检查以下部位:
6.2.1对于主轴承支承的球磨机,其固定端中空轴与主轴承的侧间隙及轴肩间隙及应符合图纸要求,设计图纸如无规定时应符合下列要求:
固定端侧间隙示意图
6.2.2检查磨机滑动端的轴肩间隙,应符合设计图纸的要求。
6.2.3测量进出料端的相对标高,偏差不得大于1mm,且出料端不得高于进料端。
主轴承球磨机中空轴标高测量示意图
滑履轴承球磨机滚圈标高测量示意图
7.衬板及隔仓板的安装
7.1安装衬板时应注意筒体回转方向。
衬板与筒体接触应严密。
7.2衬板在筒体内部的排列不应构成环形间隙,衬板与衬板的间隙应符合设计规定。
7.3隔仓板安装时,隔仓板平面应与磨机筒体的中心线相垂直,垂直度为0.5%(或0.005D,D为磨体内径)。
8.传动装置的安装
8.1边缘传动的球磨机,其安装应符合下列要求:
8.1.1大齿圈与磨体法兰应结合严密。
8.1.2大齿圈对中空轴轴颈的径向圆跳动和端面圆跳动均均为GB1184的8级。
8.1.3传动轴的纵向中心线应平行于磨体的纵向中心线,且传动轴水平度为0.04mm/m,传动轴的标高偏差不得大于±
1mm。
8.1.4大小齿轮副的齿侧间隙和顶间隙应符合设计文件的规定。
设计文件无规定时,则应遵照下图中的规范:
序号
项目
允许误差
备注
1
齿顶间隙(δ)
0.25+(2~3mm)
2
齿侧间隙(t)
1250~1600
0.85~1.05
左侧项目一栏中数据为大小齿轮中心距
1600~2000
1.06~1.30
2000~2500
1.32~1.55
2500~3150
1.60~1.90
3150~4000
1.92~2.17
8.1.5传动部分各联轴节径向及轴向圆跳动应符合《机械设备安装工程施工及验收通用规范》中有关规定。
8.2中心传动的球磨机,其安装应符合下列要求:
8.2.1纵向中心线允许误差为0.5mm。
8.2.2横向中心线到传动接管距离应符合设计文件的要求。
8.2.3主减速机水平度应符合设计文件的要求。
8.2.4减速机输出轴与传动接管法兰旋转中心的同轴度应符合设计文件的要求。
9.冷却润滑系统及进出料装置的安装
9.1冷却润滑系统的安装要求清洁、畅通、密封、可靠。
9.2所有管道要认真清洗,可先用20%硫酸溶液清洗,而后用10%的碱水清洗管道中残留酸,再用清水清洗干净,擦干浸防锈油。
9.3管道的活接头、三通、弯头等安装前要检查其完好性。
安装过程中严格注意密封,不得有泄漏现象。
9.4需要现场焊接的管子和法兰,严格按要求施工,不得有漏焊、气孔等。
9.5安装调试后,所有管道都要刷漆。
9.6进出料装置安装时要注意防止变形。
当磨体转动时,不得有摩擦和碰撞现象。
9.7进出料装置要求良好密封。
10.安全文明措施
10.1施工前,由工程负责人逐级组织技术交底。
施工班组参加,质量监督部门负责检查监督。
10.2施工前,所有施工机具(计量器具、吊装设备、施工材料等)都应经过有关部门进行检查,合格后方可使用。
对于重要起重设备,应进行负荷试验,认为安全可靠后方可使用。
10.3吊装设备必需有专人指挥。
吊装前,应组织召开安全技术交底会。
10.4设备就位时,不能把手、脚等放入起吊物和垫木、块间。
10.5磨体内部作业时,应配备36V以下安全照明及整体接地。
附:
安装总程序图
球磨机安装施工工序
作业指导书
文件名称:
文件编号:
CTI.04.03.18
编制:
冯伯友2004年03月18日
审核:
年月日
批准:
归口第1版
管理部门:
工程管理部第0次修改
唐山盛铭公司
 升级会员
升级会员 