冲压件表面缺陷判定及返工工具的使用技巧Word文档格式.docx
《冲压件表面缺陷判定及返工工具的使用技巧Word文档格式.docx》由会员分享,可在线阅读,更多相关《冲压件表面缺陷判定及返工工具的使用技巧Word文档格式.docx(16页珍藏版)》请在冰豆网上搜索。
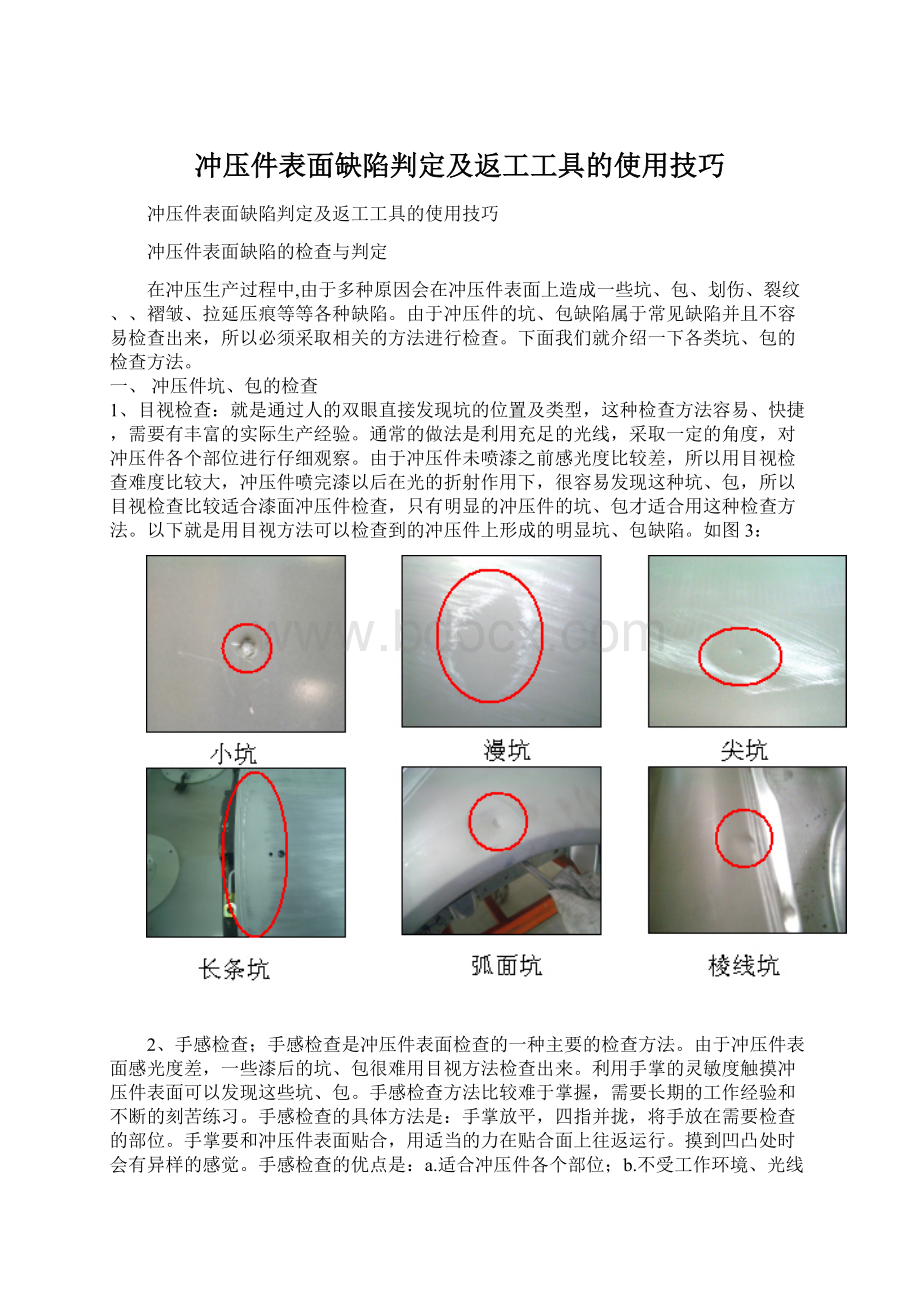
如图3:
2、手感检查;
手感检查是冲压件表面检查的一种主要的检查方法。
由于冲压件表面感光度差,一些漆后的坑、包很难用目视方法检查出来。
利用手掌的灵敏度触摸冲压件表面可以发现这些坑、包。
手感检查方法比较难于掌握,需要长期的工作经验和不断的刻苦练习。
手感检查的具体方法是:
手掌放平,四指并拢,将手放在需要检查的部位。
手掌要和冲压件表面贴合,用适当的力在贴合面上往返运行。
摸到凹凸处时会有异样的感觉。
手感检查的优点是:
a.适合冲压件各个部位;
b.不受工作环境、光线的太多限制;
c.能够检查出一些比较的小坑、包缺陷。
手感检查的缺点是无法确定坑、包的位置及其大小,通常需要在修复前用其它辅助工具确定位置和大小。
3、油石检查油石可以准确检查出冲压件上坑、包缺陷位置及大小,以及检查修复过程中缺陷变化的情况。
油石的规格很多,检查冲压件常用的油石是一种长20cm,宽1.5cm的长方条体,检查一些有弧度或狭小位置时,也可用一种小油石,它的体积只有长方体油石的1/3大小。
油石掉到地面或碰到其它硬物时会发生断裂,我们平常要把油石安装上护套,护套能够很好地保护油石受到外力撞击而发生断裂。
如图:
油石的使用方法:
1.使用时首先要清除油石及表面件油污和一些杂质;
偏心打磨机的使用方法
操作步骤1:
使用时,先把打磨片在打磨盘上粘贴固定好,右手握稳偏心打磨机开关把柄,拇指控制开关,左手握紧偏心打磨机上部圆形头。
操作步骤
2:
把偏心移至打磨处,要使打磨片与修复面紧密贴合,然后左手用适当力压紧,作用力主要产生在偏心打磨机打磨盘外沿上。
操作步骤3:
按下开关,使打磨机在需要打磨区域内移动。
打磨片要在与打磨面贴合状态下转动。
操作步骤4:
偏心打磨完毕后,先放开开关,偏心完全停止转动,然后使偏心与打磨面脱离开。
注意事项
1、不同的板材,选择型号的打磨片。
可根据不同车型钣金材料,来选择合适的打磨片。
一般镀锌钢板采用120#或以上型号打磨片,其它普通低碳钢钢板可采取80#——100#之间打磨片。
2、施加压力不能过大。
对车身钣金表面打磨时,不可在偏心打磨机上施加过大的压力,否则将过分地磨削钢板或打磨区域凹陷,而且也会降偏心打磨机的使用寿命。
3、打磨时间不易过长。
使用时不要在同一部位进行长时间的打磨,避免金属板材因过热而产生应力变形。
4、运用新的打磨片打磨时,慢速打磨同一位置不能超过两次,运行的速度要均匀。
附注:
气动偏心打磨机应定期使用专用的润滑油进行润滑,保证工具能够正常工作。
工作时的气压不应高于厂家所规定的气压,以保证偏心的良好的工作性能和较长的寿命。
偏心打磨机使用一段时间,应交给专业部门由专业人员进行检修。
保证偏心打磨机的使用寿命和使用者的人身安全。
使用时应该轻拿、轻放,防止产生对机身过度磕碰,影响使用性能。
高频打磨机的使用方法
左手握稳电动高频打磨机上的把柄,注意保持手肘与身体的角度,以腰部为轴,用上半身的力量来带动打磨机的移动,不要单凭手臂的力量运动打磨机。
操作步骤2:
电动高频打磨机要置于距离打磨面10cm左右沿弧线匀速滑下。
通常采取由左向右方式打磨,特殊位置也可以采取由右向左方向打磨。
电动高频打磨机运行的速度一般在每秒2cm左右为宜。
打磨片与打磨面的角度应在30度左右,打磨到末端时,要沿一定弧度均匀平稳向上滑起。
操作步骤5:
对打磨部位产生的磨痕要用偏心打磨机做进一步处理。
注意事项1:
打磨运行过程中,打磨片和修复面要保持30°
的角度。
通常用的(ø
150#)打磨片与修复面有效打磨区域打磨片外缘3cm左右。
而采用打磨环打磨时,有效打磨区域是打磨环宽度的1/2。
注意事项2:
打磨时运行速度和打磨次数与缺陷面的大小、划痕、锉刀锉削量的多少、刨痕的深浅有关。
一般是在遇到打磨的面积比较大、锉痕、划痕严重时,采取慢速打磨,即每秒钟2厘米左右的速度进行打磨。
注意事项3:
完成一次慢打磨后,必须停顿一下,要让打磨面热量散发后,才能进行第二次打磨。
注意事项4:
运用新的打磨片打磨时,慢速打磨同一位置不能超过两次,运行的速度要均匀。
注意事项5:
电动高频打磨机不用时,要将打磨机悬挂在专用摆放位置。
电动高频打磨机的种类很多,分盘式打磨机、环式打磨机、直线打磨机、角向打磨机等。
返修轿车白车身钣金缺陷时经常用到的是盘式打磨机。
如图,它是由机身、托盘、打磨片三部分组成的。
高频打磨机使用范围广泛,特别适合处理一些锉刀留下的锉痕及各种划痕等。
使用高频打磨机在通电前应先检查电源开关是否处于关闭状态,察看打磨盘是否牢固;
打磨片是否粘牢;
使用时双手紧握高频手柄,防止脱落产生危险。
打磨时,高频不准对准人,避免打磨片飞出伤人。
锉刀的使用方法
操作步骤1:
调整拉紧套筒,使锉刀面与修复面趋于贴合状态。
操作步骤2:
正确把握锉刀:
右手握紧锉刀后部把柄,左手把稳锉刀前端圆饼头,也可以采取用左手食指和中指夹住圆饼头,大拇指按在锉刀片外侧。
操作步骤3:
使锉刀摆放的方向与运行的方向成15°
到30°
之间(这样既省力又能控制锉削面积和锉痕)开始对缺陷处进行锉削处理。
操作步骤4:
在锉削过程中回拉锉刀时,不能加力,要使锉刀片离开锉削面或从锉削面上轻轻滑过。
操作步骤5:
在锉刀对修复面进行初次锉削后,目视检查出现的多处凸点和凹点,对大的或突出的凹、凸点用钣金锤和撬棍等工具进行修整,然后再次锉削。
操作步骤6:
锉削到最后时(锉削到最佳状态时),作用在锉刀上的力要逐渐减轻,使锉削面的锉痕越细越好。
操作步骤7:
调整锉刀的运行走向,锉削纹路一致,没有凹凸点,锉削工作完毕。
改变锉削方向是检查锉削面是否平整的最好方式。
锉刀使用中的注意事项:
1.锉刀在使用前要检查锉刀是否处于良好状态,保证锉刀的拉紧套筒松紧度适中。
2.使用锉刀的过程中要轻拿轻放,防止将锉刀片碎裂伤人。
3.在工作过程中严禁把锉刀当作锤子使用。
4.在锉削行程中,要保持锉刀面平稳地与修复面接触,不可左右晃动,避免产生过大、过深的锉刀痕。
5.锉刀推进的行程应参照需修复面积的大小而定,在满足返修质量要求的同时,应尽量选择较小的锉削面积。
6.锉刀锉削几次后,要对刀片上的铁屑进行清除。
可以使用轻轻敲击锉刀的方法,或者使用纱布等辅助工具将铁屑擦除掉。
 升级会员
升级会员 