原材料检验标准Word格式文档下载.docx
《原材料检验标准Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《原材料检验标准Word格式文档下载.docx(17页珍藏版)》请在冰豆网上搜索。
16/10~20/2.5
尺寸偏差、角度、弯曲及扭曲度按等边角钢允许偏差检验。
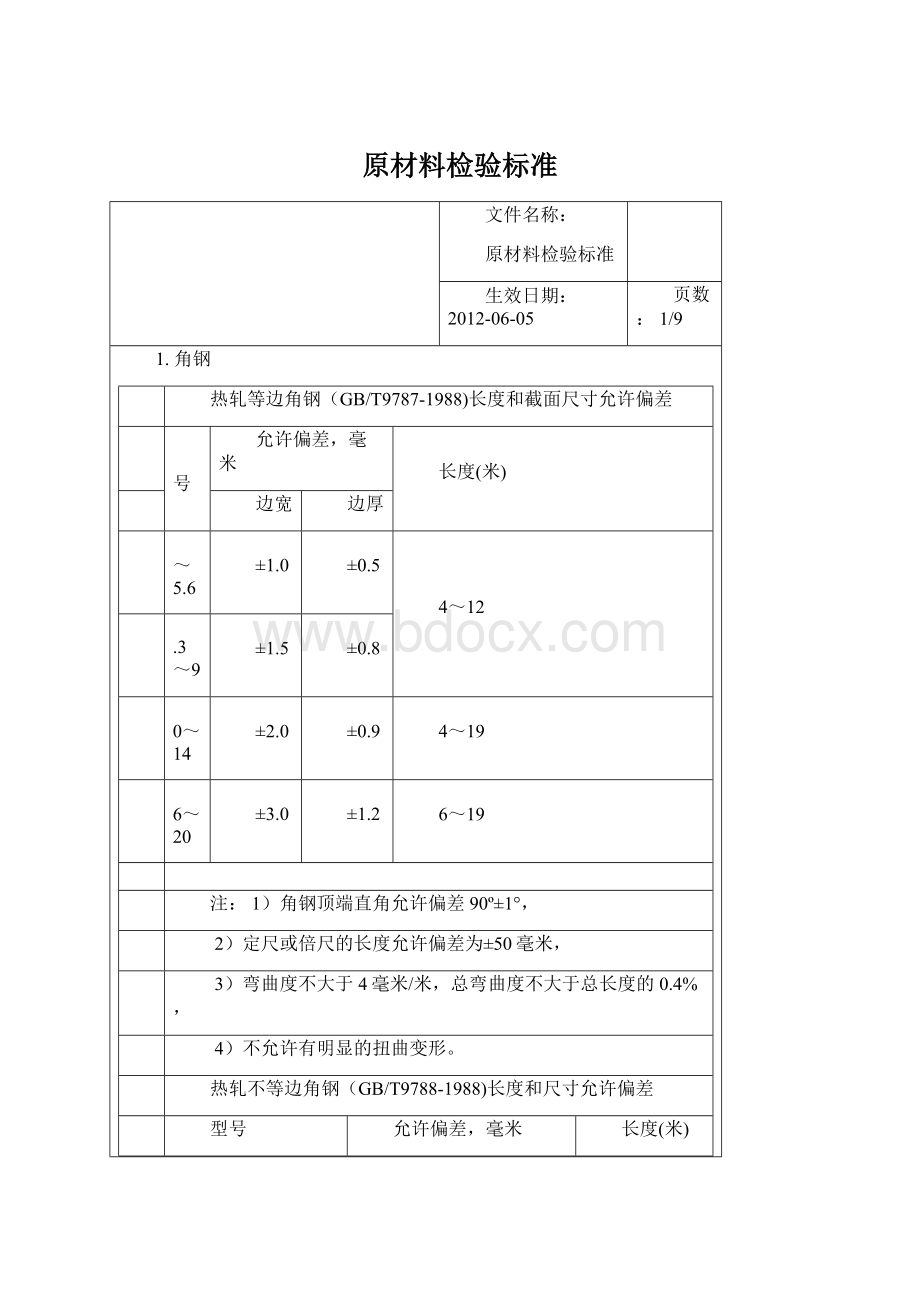
2.槽钢
热轧槽钢(GB/T707-1988)尺寸允许偏差
主要尺寸允许偏差(单位:
毫米)
弯腰挠度
高度h
腿宽b
腰厚d
5~8
0.4
5~12
无
>8~14
5~19
>14~18
2.5
0.6
0.2d
>18~30
>30~40
3.5
版本:
编制:
审核:
批准:
2/9
上表中,定尺和倍尺长度允许偏差(毫米):
不大于8米长者,为+40;
大于8米长者,为+80。
弯曲度不大于3毫米/米,总弯曲度不大于总长度的0.3%。
3.冷轧钢板/镀锌钢板和钢带
冷轧钢板/镀锌钢板和钢带(GB/T708-1988)的厚度允许偏差单位:
毫米
公称宽度
厚度允许偏差
较高精度
普通精度
公称厚度
≤1500
>1500~2000
0.20~0.50
0.04
—
0.05
>0.50~0.65
0.06
>0.65~0.90
0.07
>0.90~1.10
0.09
0.11
>1.10~1.20
0.10
0.12
>1.20~1.40
0.14
>1.4~1.5
0.13
0.15
>1.5~1.8
0.16
>1.8~2.0
0.17
>2.0~2.5
0.18
>2.5~3.0
0.19
0.20
>3.0~3.5
0.21
>3.5~4.0
0.22
0.24
>4.0~5.0
0.23
0.25
热轧钢板和钢带
热轧钢板和钢带(GB/T709-1988)不同轧制精度时的厚度允许偏差
宽度
600~750
>750~1000
>1000~1500
厚度等级
较高级
普通级
>0.35~0.50
>0.50~0.60
0.08
>0.60~0.75
>0.75~0.90
尺寸允许偏差
3/9
>1.20~1.30
>1.30~1.40
>1.40~1.60
>1.60~1.80
>1.80~2.00
>2.00~2.20
>2.20~2.50
>2.50~3.00
>3.00~3.50
>3.50~4.00
0.26
0.28
>4.00~5.50
+0.10
+0.20
+0.15
+0.30
-0.20
-0.25
>5.50~7.50
+0.25
-0.30
>7.50~10.00
-0.40
>10.00~13.00
-0.50
1.钢板对角线最大差值不大于5mm。
钢板不平度不大于10mm。
2.在板厚不大于2.5mm时剪切断面毛刺不大于0.1mm;
板厚大于2.5mm时毛刺不大于0.2mm。
3.不允许存在卷角、板面凹凸点、划伤及明显锈蚀。
不允许边部存在波浪形。
4.钢板镰刀弯应不大于钢板实际长度的0.30%。
5.钢板应切成直角,切斜应不大于钢板宽度的1%。
1H钢可以用高度H×
宽度B×
腹板厚度t1×
翼板厚度t2表示
例如:
H钢350*175*7*11
为H钢高度350,宽度175,腹板厚度7,翼板厚度11
②型号为:
高度H×
宽度B
③H钢类型:
宽翼缘H型钢—HW;
中翼缘H型钢—HM;
窄翼缘H型钢—HN;
薄壁类H型钢—HT;
桩类H型钢—HP
4.H钢
4/9
热轧H型钢(GB/T11263-2010)寸及外形允许偏差单位:
项目
允许偏差
图示
高度H
(型号)高度<400
≥400~<600
≥600
4.0
(型号)宽度<100
≥100~<200
厚度
t1
<5
≥5~<16
0.7
≥16~<25
≥25~<40
≥40
t2
1.7
翼缘斜度T
T≤1.5
中心偏差S
腹板弯曲度W
型号)高度<400
≤2.0
≤2.5
≤3.0
翼缘弯曲F
宽度B≤400
F≤1.5
1)长度允许偏差:
长度不超过7米的,+60毫米;
超过7米的,每增加一米(或不足一米),加5毫米。
2)弯曲度:
高度不超过300毫米的小于等于长度的0.15%;
大于300毫米的小于等于长度的0.10%。
3)H型钢表面不允许有影响使用的裂缝、折叠、结疤、分层和夹杂。
局部细小的裂纹、凹坑、凸起、麻点及刮痕等缺陷允许存在,但不得超出厚度尺寸允许偏差。
5/9
5.工字钢
热轧型钢(GB/T706-2008)寸及外形允许偏差单位:
高度<100
≥200~<400
≥400
腿宽度b
≥100~<150
≥150~<200
≥200~<300
≥300~<400
腰厚度d
外缘斜度T
T≤1.2
腰挠度W
W≤0.2d
长度≤8米的,+50毫米;
>8米的,+80毫米。
每米弯曲度≤3毫米,总弯曲度≤总长度的0.30%
3)工字钢外缘斜度和弯腰挠度在距端头不小于750mm处检查。
4)工字钢平均腿厚度t允许偏差值为±
0.06t。
5)工字钢垂直轴的腿的不对称度,不应超过腿宽b公差的一半。
图示参考H钢中心偏差S。
6)每米重量允许偏差不超过
。
6/9
6.不锈钢冷轧钢板和钢带(GB/T3280-2007)
宽钢带及卷切钢板、纵剪宽钢带及卷切钢带Ⅰ的厚度允许偏差单位:
宽度≤1000
1000<宽度≤1300
1300<宽度≤2100
≥0.10~<0.20
0.025
0.015
≥0.20~<0.30
0.030
0.020
≥0.30~<0.50
0.045
≥0.50~<0.60
0.035
≥0.60~<0.80
0.055
≥0.80~<1.00
0.065
0.050
≥1.00~<1.20
0.075
≥1.20~<1.50
0.060
≥1.50~<2.00
0.070
≥2.00~<2.50
≥2.50~<3.00
≥3.00~<4.00
≥4.00~<5.00
1.钢带边部毛刺高度应小于或等于产品公称厚度×
10%。
切边宽钢带及卷切钢板、纵剪宽钢带及卷切钢带Ⅰ的宽度允许偏差单位:
宽度允许偏差
250<宽度≤600
600<宽度≤1000
宽度>1000
<1.00
+0.7
+0.6
+1.5
+3.0
≥1.00~<1.50
+1.0
≥1.50~<2.50
+1.2
+0.9
+2.0
+3.5
≥2.50~<3.50
+1.0.
+4.0
≥3.50~≤8.00
+4.5
7/9
卷切钢板及卷切钢带Ⅰ的长度允许偏差单位:
公称长度
长度允许偏差
≤2000
+5
+3
>2000
+0.0025×
+0.0015×
卷切钢板及卷切钢带Ⅰ的不平度单位:
不平度
≤3000
≤10
≤7
>3000
≤12
≤8
宽钢带及卷切钢板、纵剪宽钢带及卷切钢带Ⅰ的镰刀弯单位:
任意1000长度上的镰刀弯
≥10~<40
≥40~<125
≥125~<600
≤1.5
≥600~<2100
卷切钢板及卷切钢带Ⅰ的切斜度单位:
对角线最大差值
≤5.0
>3000~≤6000
≤10.0
>6000
≤15.0
1.卷切钢板及卷切钢带Ⅰ的切斜度也应不大于产品公称宽度×
0.5%。
2.不锈铁检验标准参见以上不锈钢检验标准。
1—镰刀弯;
2—凹形侧边;
3—直尺或线1—镰刀弯;
2—直尺或线;
3—侧边
镰刀弯测量切斜测量
编号:
8/9
7.热轧圆钢和方钢尺寸外形重量及允许偏差(GB/T702-2008)
热轧圆钢和方钢尺寸允许偏差单位:
截面公称尺寸(圆钢直径或方钢边长)
1组
2组
3组
>5.5~≤7
0.30
0.40
>7~≤20
0.35
0.45
>20~≤30
0.50
>30~≤50
0.60
>50~≤80
0.70
0.80
>80~≤110
0.90
1.00
1.10
>110~≤150
1.20
1.30
1.40
>150~≤200
1.60
1.80
2.00
>200~≤280
2.50
3.00
>280~≤310
5.00
尺寸允许偏差组别应在相应产品标准或订货合同注明,未注明时按第3组允许偏差执行。
热轧圆钢不圆度及方钢对角线长度单位:
圆钢公称直径d
不圆度不大于
方钢公称边长a
对角线长度不小于
≤50
公称直径公差的50%
<50
公称边长的1.33倍
公称直径公差的65%
≥50
公称边长的1.29倍
>80
公称直径公差的70%
工具钢全部规格
1.圆钢不圆度是指同一截面最大直径和最小直径之差。
2.方钢不方度,应在同一截面内任何两边长之差不得大于公称边长公差的50%,两对角线长度之差不得大于公称边长公差的70%。
热轧圆钢不圆度及方钢弯曲度单位:
组别
弯曲度不大于
每米弯曲度
总弯曲度
钢棒长度的0.25%
4
钢棒长度的0.40%
1.弯曲度组别应在相应产品标准或订货合同注明,未注明时按第2组执行。
2.热轧圆钢及方钢不得有显著扭转。
3.热轧圆钢及方钢两端的切斜度不得大于该圆钢公称直径或方钢公称边长的30%,端头允许有局部变形。
9/9
8.直缝电焊钢管(GB/T13793-2008)
钢管的外径允许偏差单位:
外径D
>5~≤20
>20~≤50
>50
普通精度PD.A
1.0%D
钢管的壁厚允许偏差单位:
壁厚t
>0.5~≤0.8
>0.8~≤1.0
>1.0~≤5.5
>5.5
普通精度PT.A
10%t
12.5%t
同截面壁厚允许差
≤7.5%t
1.同截面壁厚差指同一截面上实测壁厚最大值与最小值之差。
2.钢管弯曲度:
外径不大于16mm的钢管应具有不影响使用的弯曲度;
外径大于16mm的钢管其弯曲度应不大于1.5mm。
3.钢管不圆度:
外径不大于152mm时应不大于外径允许差值的75%;
外径大于152mm时应不大于外径允许公差。
4.钢管切斜度在外径大于114.3mm时应不大于3mm。
切斜度见下图h。
在壁厚大于4mm的钢管管端可加工坡口,坡口角为
,管端余留的钝边宽度为1.6mm±
0.8mm。
坡口和钝边见下图。
5.钢管内毛刺高度范围:
-0.20≤内毛刺高度≤+0.50。
6.若钢管为镀锌钢管时,镀锌钢管内外表面应有完整的镀锌层,不应有未镀锌的黑斑和气泡存在,局部允许有粗糙面和锌瘤存在。
7.无缝钢管检验标准参见以上直缝电焊钢管检验标准。
 升级会员
升级会员 