机械制造工艺学习题计算文档格式.docx
《机械制造工艺学习题计算文档格式.docx》由会员分享,可在线阅读,更多相关《机械制造工艺学习题计算文档格式.docx(12页珍藏版)》请在冰豆网上搜索。
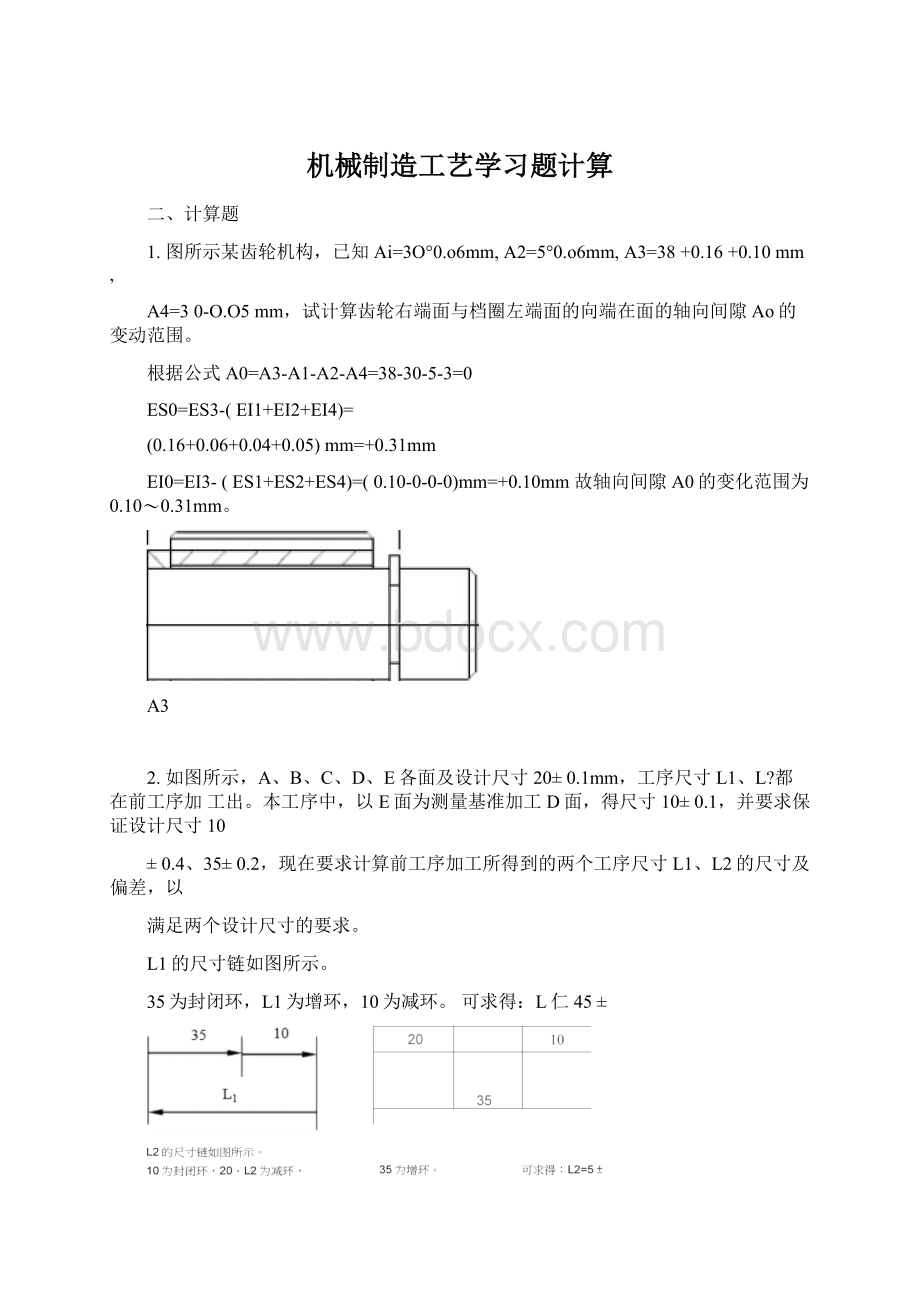
0.1
图1
1Of0.1
B
r•
一D
—
卜—
35土(1
L]
3.如图所示零件,按图样注出的尺寸Ai和As加工时不易测量,现改为按尺寸Ai和As加
工,为了保证原设计要求,试计算A2的基本尺寸和偏差。
据题意,按尺寸A1、A2加工,则A3必须为封闭环,A2则为工序尺寸。
Az=A:
-Ai=(50-10)mniH40mmES^ESi-EIiEli-ESi-ESs^O-O^O
EIz^EIi^S:
ES;
二Elicit二{-43.06**(~O・36)}innF+0.3nuu
故A;
尺寸为407xmm.
ESN=ES1-EI2-EI3=EIN=EI1-ES2-ES3=故N范围为0.040.10.2mm即内
4.如图所示曲轴、连杆和衬套等零件装配图,装配的后要求间隙为N=0.1~0.2mm,而图样
设计时Ai=l500+°
°
016mm,A2=A3=75-0.02-0.06mm,试验算设计图样给定零件的极限尺寸是否合理?
根据公式校核
N=A1-A2-A3=150-75-75=0
0.016-2X-0.06mm=+0.136mm
0-2X-0.02mm=+0.04mm
0.136mm
故命理
5.如图轴套零件在车床上已加工好外圆、内孔及各表面,现需在铳床上以端面A定位,铳
出表面C保证尺寸20-0.2mm,试计算铳此缺口时的工序尺寸。
(10分)
已知:
A2=40+0.05
A3=65±
0.05A刀=20-0.2求A
(1)尺寸链图(2分)
(2)判断封闭环A刀=20-0.2(2分)(3)上下偏差与基本尺寸计算(2分)
AS=A+A2A3A=45BsAS=BsA+BsA2-BxA3
BsA=-0.1
BxAS=BxA+BxA2-BsA3BxA=-0.15(4)入体尺寸标注:
44.9-0.05(2分)
(5)校核注=S+32+S3=0.2(2分)
6.如图所示,两个孔均以底面为定位和测量基准,求孔1对底面的尺寸A应控制在多大范
围内才能保证尺寸60±
0.060mm?
根据题意,60±
0.060尺寸为圭寸闭环.
A=(60+40)mm=100mm
基本尺寸mm
公差等级um
IT7
IT8
IT9
IT10
>
3〜6
12
18
30
48
30〜50
25
39
62
100
ESA={0.06+(-0.02)}mm=+0.04mmEIA=(-0.06+0.02)mm=-0.04mm故A=100±
0.04mm
7.如图所示减速器某轴结构尺寸分别为:
A仁40mm;
A2=36mm;
A3=4mm
部间隙A0保持在0.10--0.25mm范围内,如选用完全互换法装配,试确定精度等级和极限偏差。
,装配后此轮端
A1、A2、A3的
答;
建立装配尺寸徒:
TA=—=—=0.05
求平均公羞33皿(2分)
则A—-olujsA=^-fljoia(2分)
求协调环畢本尺寸及上卜偏差:
9•某零件孔的设计要求为
0.035
①1000mmRa值为0.8
(1m毛坯为铸铁件,其加工工艺路线
Ag
ES
El
A2
-36
0039
Aj
-4
0.018
Ai
40
0.193
Ai=4Qt§
J93mm
Ao
o.25n
0/
(4分)
述上若选卄其它环卫协调坏或组成坏公差选其它精度等级.汁算结果正确也口几
&
加工如下图(a)所示零件,要求保证尺寸(6±
0.1),由于该尺寸不便测量,只好通过测量该尺寸L来间接保证。
试求测量尺寸及上、下偏差。
为:
毛坯---粗镗---半精镗---精镗---浮动镗。
求各工序尺寸并填入表格(每空1分)工序尺寸及公差的计算:
(mr)i
工序名称
工序余量
工序的经济精度
工序基本尺寸
工序尺寸
浮动镗
H7(严5)
精镗
0.5
H9(畫087)
半精镗
2.4
H11(严)
粗镗
5
H13(00.54)
毛坯
8
+1.2
10.图示减速器某轴结构的尺寸分别为:
Ai=40mm,A2=36mmA3=4mm;
要求装配后齿轮端
部间隙Ao保持在0.10〜0.25mn范围内,如选用完全互换法装配,试确定Ai、A、A的极限
基本尺寸
mm
偏差。
11.图示齿轮部件,齿轮空套在轴上,要求齿轮与挡圈的轴向间隙为0.1~0.35,已知各零件有关的
基本尺寸为:
A=30,A2=5,A3=43,A4=300.05(标准件),A=5,用完全互换法装配,试确定各组成环的偏差。
12•如图(a)所示零件以底面N为定位基准镗O孔,确定O孔位置的设计基准是M面(设计尺寸100±
0.15mm),用镗夹具镗孔时,镗杆相对于定位基准N的位置(即L1尺寸)预先由夹
具确定。
这时设计尺寸L。
是在L1、L2尺寸确定后间接得到的。
问如何确定L1尺寸及公差,
才能使间接获得的L0尺寸在规定的公差范围之内?
13.
N=0.1~0.2mm,而图样
如图所示曲轴、连杆和衬套等零件装配图,装配的后要求间隙为
书.016_0.02
设计时A1=1500mm,A2=A3=75皿6,试验算设计图样给定零件的极限尺寸是否合理?
击28也024+=4也16
14.如下图示齿轮轴截面图,要求保证轴径28o008mm和键槽深t4omm其工艺过程为:
15.某零件孔的设计要求为①900e.035mmRa值为0.8卩m毛坯为铸铁件,其加工工艺路线
H9(00'
087)
H11(00.22)
H13(』)
16.加工如下图⑻所示零件,要求保证尺寸(6±
0.1),由于该尺寸不便测量,只好通过测量该尺寸L来间接保证。
二、工艺题
1、写出下图所示车床主轴的加工过程、热处理方法的选择及工序安排。
已知该主轴选用45
钢制造,热处理工艺为整体调质处理,硬度为220〜250HBS;
内锥孔和外锥体局部淬火,
硬度为45〜50HRC;
花键部位高频淬火,硬度为48〜53HRC。
392那
835
技术要求
1.调质:
HRC28—32
3.
[J\0-015A
27
105.5
21"
43Tf-=S
g
o
£
/|0.015\a
i
s01
写出下图所示齿轮轴的加工过程、热处理方法的选择及工序安排
技术娈求
I.齿面高频淬^50--54HRC;
£
材料:
20Cra
4.编写下列图示零件的加工工艺过程零件名称:
半轴材料:
40Cr
毛坯:
棒料50X125
技术要求:
1.未注倒角1.5X45°
2、调质处理:
28-32HRC
已知该曲轴选用QT700-2
5、写出下图所示曲轴的加工过程、热处理方法的选择及工序安排。
625HV,。
6、写出下图所示车床主轴的加工过程、热处理方法的选择及工序安排。
佟氏,号
127±
0.3
§
7、写出下图所示齿轮轴的加工过程、热处理方法的选择及工序安排
r[Z7[orQ15|4
9寸aS?
7
“0.015
A
214.5
技术架求
I.齿面离频淬^50-54HRC,£
8.编写下列图示零件的加工工艺过程零件名称:
—J
.2x1
技术要求:
2.未注倒角1.5X45
3.调质处理:
28—32HRC
 升级会员
升级会员 