品质管理工具公式汇总.docx
《品质管理工具公式汇总.docx》由会员分享,可在线阅读,更多相关《品质管理工具公式汇总.docx(38页珍藏版)》请在冰豆网上搜索。
品质管理工具公式汇总
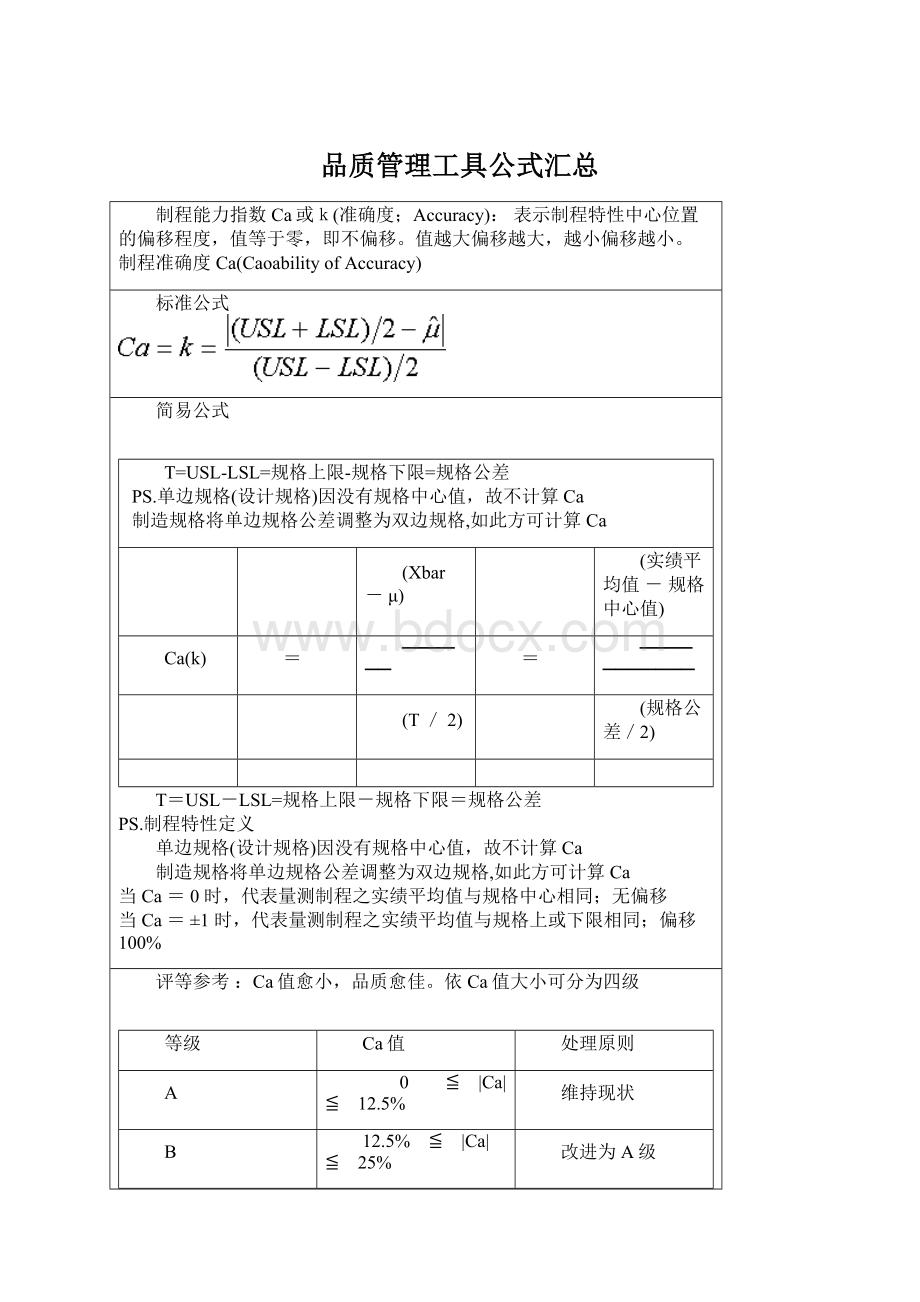
制程能力指数Ca或k(准确度;Accuracy):
表示制程特性中心位置的偏移程度,值等于零,即不偏移。
值越大偏移越大,越小偏移越小。
制程准确度Ca(CaoabilityofAccuracy)
标准公式
简易公式
T=USL-LSL=规格上限-规格下限=规格公差
PS.单边规格(设计规格)因没有规格中心值,故不计算Ca
制造规格将单边规格公差调整为双边规格,如此方可计算Ca
(Xbar-μ)
(实绩平均值-规格中心值)
Ca(k)
=
──────
=
───────────
(T/2)
(规格公差/2)
T=USL-LSL=规格上限-规格下限=规格公差
PS.制程特性定义
单边规格(设计规格)因没有规格中心值,故不计算Ca
制造规格将单边规格公差调整为双边规格,如此方可计算Ca
当Ca=0时,代表量测制程之实绩平均值与规格中心相同;无偏移
当Ca=±1时,代表量测制程之实绩平均值与规格上或下限相同;偏移100%
评等参考:
Ca值愈小,品质愈佳。
依Ca值大小可分为四级
等级
Ca值
处理原则
A
0 ≦ |Ca| ≦ 12.5%
维持现状
B
12.5% ≦ |Ca| ≦ 25%
改进为A级
C
25% ≦ |Ca| ≦ 50%
立即检讨改善
D
50% ≦ |Ca| ≦100%
采取紧急措施,全面检讨
必要时停工生产
制程精密度Cp(CaoabilityofPrecision)
制程能力指数Cp、Pp、CPU、CPL(精密度;Precision):
表示制程特性的一致性程度,值越大越集中,越小越分散。
或:
双边能力指数(长期)
:
双边绩效指数(短期)
:
单边上限能力指数
:
单边下限能力指数
USL:
特性值之规格上限;即产品特性大于USL在工程上将造成不合格
LSL:
特性值之规格下限;即产品特性小于LSL在工程上将造成不合格
:
制程平均数估计值;即制程目前特性值的中心位置
:
制程标准差估计值;即制程目前特性值的一致程度
PS.制程特性定义
单边规格(设计规格)因没有规格上限或下限
没有规格下限Cp=CPU=Cpk
没有规格上限Cp=CPL= Cpk
制程特性依不同的工程规格其定义如下:
。
等级
处理原则
无规格界限时
Cp(Pp) = ***
Cpk(Ppk) = ***
Ca = ***
单边上限(USL)
Cp(Pp) = CPU
Cpk(Ppk) = CPU
Ca = ***
单边下限(LSL)
Cp(Pp) = CPL
Cpk(Ppk) = CPL
Ca = ***
双边规格(USL,LSL)
Cp(Pp) = (USL-LSL)/6σ
Cpk(Ppk) = MIN(CPU,CPL)
Ca = |平均值-规格中心|/(公差/2)
简易公式
量测制程之实绩平均值与规格中心的差异性。
(USL-LSL)
(规格上限-规格下限)
Cp
=
──────
=
───────────
6σ
(6个标准差)
PS.单边规格(设计规格)因没有规格上限或下限
(USL-X)
(规格上限-平均值)
Cpu
=
──────
=
───────────
3σ
(3个标准差)
(X-LSL)
(平均值-规格下限)
Cpl
=
──────
=
───────────
3σ
(3个标准差)
评等参考
当Cp愈大时,代表工厂制造能力愈强,所制造产品的常态分配越集中。
等级判定:
依Cp值大小可分为五级
等级
Ca值
处理原则
A+
2 ≦ Cp
无缺点考虑降低成本
A
1.67 ≦ Cp ≦ 2
维持现状
B
1.33 ≦ Cp ≦ 1.67
有缺点发生
C
1 ≦ Cp ≦ 1.33
立即检讨改善
D
Cp ≦ 1
采取紧急措施,进行品质
改善,并研讨规格
综合制程能力指数Cpk:
同时考虑偏移及一致程度。
Cpk = (1-k)xCp或MIN{CPU,CPL}
Ppk = (1-k)xPp或MIN{PPU,PPL}
(X–μ)
K = |Ca| =
──────
(T/2)
PS.制程特性定义
单边规格(设计规格)因没有规格上限或下限
没有规格下限Cp=CPU=Cpk
没有规格上限Cp=CPL=Cpk
制程特性依不同的工程规格其定义如下:
。
等级
处理原则
无规格界限时
Cp(Pp) = ***
Cpk(Ppk) = ***
Ca = ***
单边上限(USL)
Cp(Pp) = CPU
Cpk(Ppk) = CPU
Ca = ***
单边下限(LSL)
Cp(Pp) = CPL
Cpk(Ppk) = CPL
Ca = ***
双边规格(USL,LSL)
Cp(Pp) = (USL-LSL)/6σ
Cpk(Ppk) = MIN(CPU,CPL)
Ca = |平均值-规格中心|/(公差/2)
评等参考
当Cpk值愈大,代表制程综合能力愈好。
等级判定:
依Cpk值大小可分为五级
等级
Cpk值
处理原则
A+
1.67 ≦ Cpk
无缺点考虑降低成本
A
1.33 ≦ Cpk ≦ 1.67
维持现状
B
1 ≦ Cpk ≦ 1.33
有缺点发生
C
0.67 ≦ Cpk ≦ 1
立即检讨改善
D
Cpk ≦0.67
采取紧急措施,进行品质
改善,并研讨规格
估计制程不良率ppm:
制程特性分配为常态时,可用标准常态分配右边机率估计。
等级
处理原则
无规格界限时
pUSL = ***
pLSL = ***
p = ***
单边上限(USL)
pUSL = P[Z>ZUSL]
pLSL = ***
p = pUSL
单边下限(LSL)
pUSL = ***
pLSL = P[Z>ZLSL]
p = pLSL
双边规格(USL,LSL)
pUSL = P[Z>ZUSL]
pLSL = P[Z>ZLSL]
p = pUSL+pLSL
ZUSL=CPUx3 , ZLSL=CPLx3
估计标准差(EstimatedStandardDeviation)
1.当STDTYPE=TOTAL;制程变异存有特殊原因及共同原因时,以此估计标准差。
2.当STDTYPE=sbar/c4;使用XBAR-s管制图分析制程,制程显示在管制状态下且特性的分配为常态时,以此估计标准差。
3.当STDTYPE=Rbar/d2;使用XBAR-R管制图分析制程,制程显示在管制状态下且特性的分配为常态时,以此估计标准差。
组标准差(SubgroupStandardDeviation)
标准差平均 k=样本组数
组中位数(SubgroupMedian)
中位数平均
组全距(SubgroupRange) Ri=Xmax-Xmin
全距平均
XBAR-s管制图分析(X-sControlChart)
1.由平均数管制图与标准差管制图组成。
●与X-R管制图相同,惟s管制图检出力较R管制图大,但计算麻烦。
●一般样本大小n小于10可以使用R管制图,n大于10则使用s管制图。
●有计算机软件辅助时,使用s管制图当然较好。
2.X-s管制图数据表:
序号
日期
时间
观测值
X1 X2 ......... Xn
X
R
1
2
‧
‧
‧
k
X11 X12 ......... X1n
X21 X22 ......... X2n
‧
‧
‧
Xk1 Xk2 ......... Xkn
X1
X2
‧
‧
‧
Xk
s1
s2
‧
‧
‧
sk
Xi = ∑Xij/n , si=
= ∑Xi/k , s =∑si/k
3.管制界限:
假设管制特性的分配为N(μ,σ2)
注:
有关常数可以对照本附录最后所列之表2或表3。
.
制程平均及标准差已知 未知 .
UCLX = μX + 3σX = μ + 3σ/(n)-2 ≈ Xbar + A3s
CLX = μX = μ ≈ Xbar
LCLX = μX - 3σX = μ - 3σ/(n)-2 ≈ Xbar - A3s
UCLS = μS + 3σS = c4σ + 3c5σ ≈ B4s
UCLS = μS = C4σ ≈ s
LCLS = μS - 3σS = c4σ - 3c5σ ≈ B3s(小于零时不计)
= = Xbar , =s/c4 , =(n)-2
A3 = ,B4 =(c4 + 3C5)/c4,B3=(c4-3c5)/c4
XBAR-R管制图分析(X-RControlChart)
1.由平均数管制图与全距管制图组成。
●品质数据可以合理分组时,可以使用X管制图分析或管制制程平均;使用R管制图分析制程变异。
●工业界最常使用的计量值管制图。
2.X-R管制图数据表:
序号
日期
时间
观测值
X1 X2 ......... Xn
X
R
1
2
‧
‧
‧
k
X11 X12 ......... X1n
X21 X22 ......... X2n
‧
‧
‧
Xk1 Xk2 ......... Xkn
X1
X2
‧
‧
‧
Xk
R1
R2
‧
‧
‧
Rk
Xi = ∑Xij/n , Ri=max{Xij}-min{Xij}
= ∑Xi/k , R =∑Ri/k
3.管制界限:
假设管制特性的分配为N(μ,σ2)
注:
有关常数可以对照本附录最后所列之表2或表3。
.
制程平均及标准差已知
 升级会员
升级会员 