机械加工工艺工序卡片Word格式.docx
《机械加工工艺工序卡片Word格式.docx》由会员分享,可在线阅读,更多相关《机械加工工艺工序卡片Word格式.docx(22页珍藏版)》请在冰豆网上搜索。
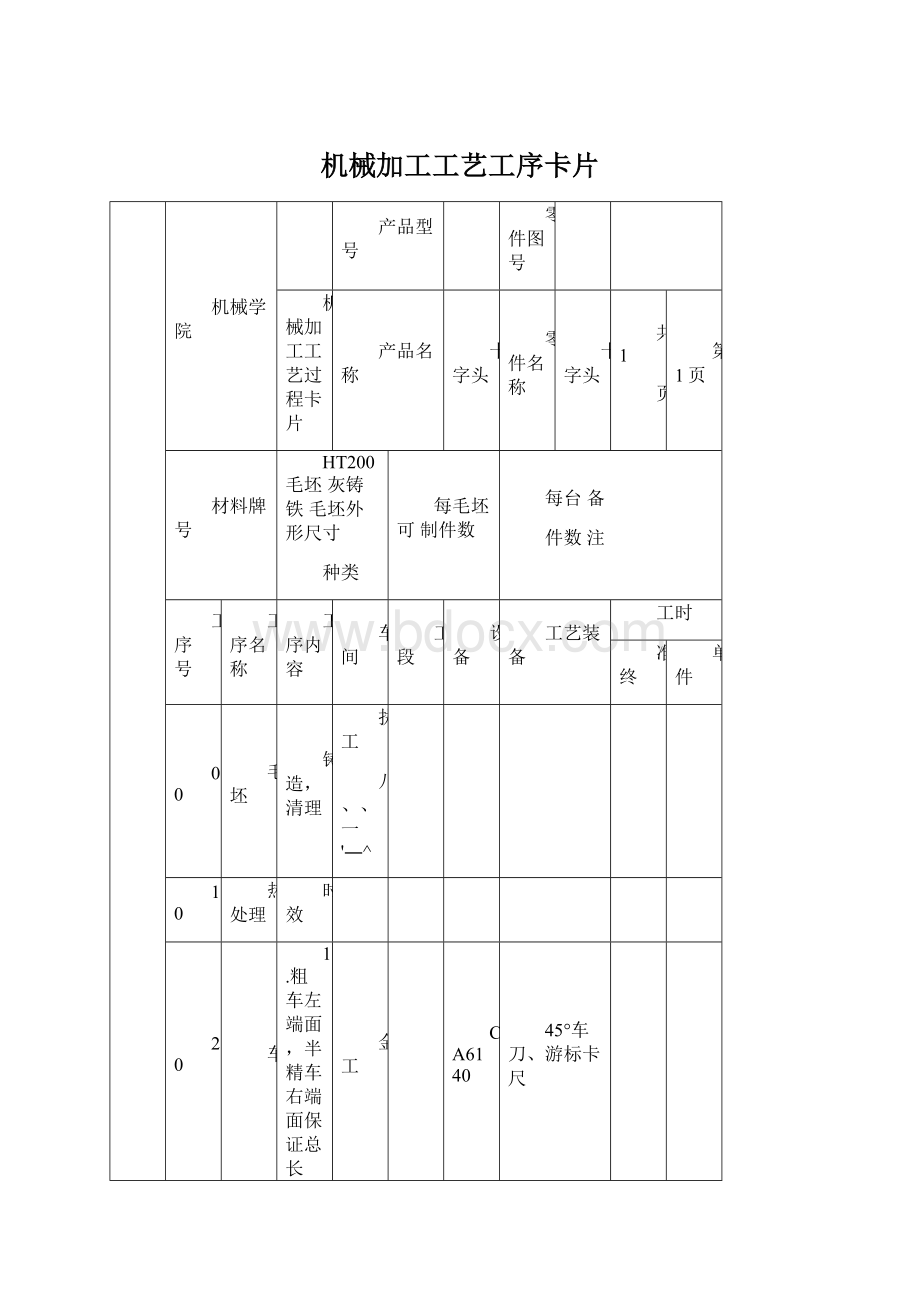
铸造,清理
执工
八、、一'
―^
10
热处理
时效
20
车
1.粗车左端面,半精车右端面保证总长85.08mm
金工
CA6140
45°
车刀、游标卡尺
2粗车©
85外圆至©
85.6mm
90°
偏头外圆车刀、游标卡尺
两端倒角C1
车刀
30
1.车孔©
35至图样要求
2.车孔©
55至距右端面15mm处
3.粗车孔©
65至©
63mm,并保证孔深为
9mm
4.半精车孔°
65至图样要求
5.半精车孔*55端面至图样要求
6.用成形车刀车圆角至图样要求
成型车刀游标卡尺
7.用成形车刀圆弧槽至图样要求
描图
40
钻
1.钻孔5mm
Z525
♦5钻头、游标卡尺
2.扩孔©
20至©
19.7mm
©
19.7mm直柄麻花
钻、游标卡尺
描校
3.精铰孔*20至图样要求
*?
20mn直柄机用铰刀、游标卡尺
50
钳
攻螺纹4XM6
M6丝锥
60
1.精车右端面保证总长85mm
底图号
2.精车©
85外圆至图样要求
偏头外圆车刀、游标卡尺
70
钻纵向孔©
20至釈16mm
♦16mn直柄麻花钻、
游标卡尺
装订号
80
镗
1.半精镗孔血20至帖9.8mm
T68
20mn镗刀、游标卡
尺
2.精镗孔©
20至图样要求
3.挖环形槽至图样要求
切断刀、游标卡尺
90
去毛刺
100
r检
终检入库
设计
(日期)
审核
标准化(日期)
会签
标记
处数
更改文件号
签字
日期
机
戒加工工序卡片
工步号
主轴转速
切削速度
进给量
切削深度
工步工时
进给次数
辅助
机动
r/min
m/min
mm/r
mm
B5.08
工序号
10车削HT200
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸造
88mm
设备名称
设备型号
同时加工件数
设备编号
车床
夹具编号夹具名称切削液
工序工时(分)
工位器具编号工位器具名称
准终单件
1.84min1.84min
夹左端,粗车右端面
车床,三爪卡盘,
362.293
96.696
0.73
0.30
0.17
3
1.37
车外圆
车床,三爪卡盘
粗车左端面
426
113.717
0.75
0.16
4
倒角
372.046
99.299
0.73
1
0.00
56
1.84
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
械加工工序卡片
工步内容
车床,三爪卡盘,
2
0.
机械加工工序卡片
共9页
第3页
工步工时机动丨辅助
钻孔4*①5
0.72
钻床,三爪卡盘,
1360
0.81
1.35
0.22
钻床,三爪卡盘
960
2扩孔©
20至帖9.7
0.19
392
3精铰孔©
20
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
30钻削HT200
85mm
钻床
工位器具编号工位器具名称
夹具编号
夹具名称
切削液
工步
号
共9页第4页
毛坯种类
钳工
HT-200
毛坯外形尺寸
每毛坯可制件数
每台件数
85
安装
2钳工
专用夹具
-0
S3
虎口钳。
M6丝锥。
工位器具编号
工位器具名称
2.4
共
9页
第5页
05-
Y
车削
机动辅助
精车右端面
CA614045。
车刀。
392.79
106.76
0.61
0.165
0.57
精车*85外圆
CA6140.90°
偏头外圆车刀。
游标卡尺
0.64
0.363
共9页第6页
钻削
钻纵向孔$20
Z525钻床。
16直柄麻花钻。
游标卡尺
398
16
0.33
15
0.89
0.12
共9页第7页
2厶
呼岀
0.02
A
HT200
三爪卡盘
80去除锐边毛剌HT200
1.662.63
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
共9页第9页
0J2
C3
g
工序工时(分)工位器具编号工位器具名称
王轴转速
机动丨辅助
按图示尺寸进行检查
各种量具
 升级会员
升级会员 