家用缝纫机主要机构和工作过程Word格式文档下载.docx
《家用缝纫机主要机构和工作过程Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《家用缝纫机主要机构和工作过程Word格式文档下载.docx(13页珍藏版)》请在冰豆网上搜索。
要达到这一目标,首先要使缝纫机上轮旋转一周,各机构完成一个周期的动作,从而形成一个线迹。
下面通过摆梭钩线形成一个线迹的过程来分析各机构的动作要求(见图3)。
(1)线环的形成机针从最高位置向下运动,在缝针没有接触缝料之前,挑线杆向上运动完成收紧上一个线迹的工作,并从线团里拉出形成下一个线环所需的面线。
与此同时,送布牙也完成向前推送缝料的动作,开始向针板下方运动。
此时摆梭已经开始逆时针方向旋转(面对摆梭而言),当机针刺布、穿过缝料并达到最低位置时,摆梭逆时旋转也到极限位置,见图3a。
在这期间挑线杆是向下运动的,以松驰面线,供机针向下引线用。
接着机针开始回升,由于机针短槽一侧的缝料对面线的阻力作用,此段面线滞留在缝料之下(不象机针长槽一侧面线随机针上升),加上梭床盖对机针长槽一侧面线的阻拦作用,结果就在机针短槽一侧(即靠摆梭尖运转轨迹的一侧)形成了一个梨形的线环。
在线环形成最佳状态时,挑线杆暂停向下运动,以免影响线环的形状。
这时送布牙在针板之下向原来位置退回,所以对线环和缝料均无影响。
(2)钩线和扩大线环在机针开始从最低位置向上回升时,摆梭也从逆时针方向的极限位置开始向顺时针方向转动(此时面对摆梭,摆梭尖在机针左侧)。
当机针从最低位置回升2~2.5毫米时,线环的形状完全满足摆梭尖钩线的要求,就在这一瞬间,摆梭尖应正好到达机针短槽线环处与机针重合,见图3b。
随着摆梭继续顺时针方向转动,摆梭尖钩住了面线的线环。
摆梭继续顺时针旋转,梭床盖的分线斜面将线环分到摆梭的两侧,见图3c,使线环扩大并绕过装在摆梭内的梭心套。
在此期间,挑线杆迅速下降,以供给摆梭扩大线环所需的线段。
机针继续向上运动退出缝料。
此时,送布牙在针板下面也回到起始位置并向上运动。
(3)收线和送料当摆梭把线环刚绕过梭心套中线时,挑线杆就开始向上运动,见图3d。
由于夹线器对面线通过时产生的阻力,在挑线杆向上运动,给面线线环造成一个拉力,使之紧贴在梭心套外壁上。
随着摆梭到达顺时针方向的极限位置和挑线杆的向上运动,在面线的拉力的作用下,线环脱离摆梭叉口处的斜面,向上收缩。
由于底线就绕在梭心中,当线环绕过梭心套的时候,面线也就套住了底线。
就在线环收宿到接触底线时,摆梭又开始向逆时针方向旋转。
此时,由于挑线杆迅速向上运动,把缩小了的线环从摆梭尾部与摆梭托的空隙中(0.35~0.55毫米)拉出来,见图3e。
此时,送布牙已露出针板、机针也上升到最高位置。
摆梭逆时针转动时,利用其外侧的翼形斜面给底线一定的张力,此张力与梭皮对底线的压力相配合,与面线对它的拉力相对应,以收紧底线和从梭心中拉出供下一个线迹使用的底线线段。
随着挑线杆的继续上升,加上送布牙向前送布时对缝线的作用力,使套住底线的面线环收紧在两层缝料的中间,形成了一个双线连锁线迹。
随着机针的向下运动,又开始下一个线迹的循环过程。
由于家用缝纫机的最高缝速一般为每分钟1000针,在这极为短促的时间里要完成这些复杂的动作,因此不但要求机器的各部分动作十分正确和协调,而且对机器的精度和零件光洁度也提出了较高的要求。
双线连锁线迹的形成过程尤如搓绳一样,因此,从原理上讲,线迹歪斜是必然的。
但是,通过对过线处表面粗糙度的减小和底面线压力的调节均匀,可减少歪斜程度。
在倒缝时,因其送料方向相反,底面线绞合时的复杂程度增加,所以歪斜程序比顺缝时要大得多。
缝纫机的线迹有很多种,除上面阶绍的摆梭钩线形成的双线连锁线迹外,还有链式线迹、包缝线迹等多种。
显然,各种线迹形成所需的机构是不同的。
就是双线连锁线迹的形成,除摆梭钩线还有旋梭钩线等机械形式,这里就不再作一一介绍。
第二节主要机构
从线迹的形成过程可以看出,形成一个线迹,主要由机针、摆梭、挑线杆、送布牙等四个主要零件作有规则的运动来实现的。
因此,可以把缝纫机机头划分为引线机构、钩线机构、挑线机构、送料机构等四大机构和另外一个独立的绕底线机构。
图4四大机构关系图
图5缝纫机零件的安装位置
图6缝纫机工作循环图
图7送布牙的运动轨迹
(a)抬牙;
(b)送布;
(c)降牙;
(d)倒回;
(e)抬牙;
(f)全部动作的运动轨迹
1—缝料;
2—针板
表1家用缝纫机四个主要机构在工作周期中的特殊点(配合图6)
上轮转
动角度
机构名称
0°
~90°
90°
~180°
180°
~270°
270°
~360
引
线
机
构
0°
时,机针处于最高位置,机针开始向下运动,直到180°
继续下降。
时,针尖触及针板平面,开始刺布。
~110°
为穿过缝料时间。
时,机针处于最低位置。
机针开始上升。
从180°
至360°
区间,机针作回升运动。
至210°
时,由于机针回升,缝线形成梨形的线环。
时机针尖脱离针板平面,开始退回。
机针退出缝料,继续上升,直到最高位置。
从90°
至270°
为机针工作行程,其余时间为机针的空行程。
(续表)
~360°
钩
5°
时,摆梭顺时针转动至极限位置。
摆梭已在逆时针方向转动,向原来位置恢复中。
从5°
至185°
时,摆梭逆时针方向转动,至极限位置和开始顺时针方向转动。
此时,摆梭不钩线,为空行程,205°
至260°
时,机针的运动方向轴线恰好与摆梭尖重合,在210°
时,刚完全钩上。
摆梭钩住线环在顺时针方向转动。
330°
时,面线线环从摆梭翼下脱下。
从185°
再到5°
,摆梭顺时针方向旋转,完成钩线、送线环工作,此段时间为摆梭工作行程。
挑
械
时挑线杆向上运动,已把线环向上收回约1/3左右。
60°
时,挑线杆上升至最高位置,以后便随机针下降,而供给足够的面线。
从60°
至180°
区间,挑线杆从高处继续下降供给机针刺布所需要的面线。
在180°
时,挑线杆静止不动。
之后,挑线杆开始回升,摆梭钩进线环。
上升在210°
至330°
区间,挑线杆迅速下降,供应摆梭所需要的面线。
从210°
时,挑线杆下降至最低位置,以供给面线。
,又到60°
区间,挑线杆急剧上升,收紧线环,形成线迹。
送
料
至90°
时,送布牙已向上升起和开始推送缝料向前,此时,线环已收紧。
80°
左右,送布牙送料完成,齿尖下降在针板下面。
105°
时,机针刺布时,送布工作结束,再向下运动。
185°
时,送布牙开始后退,齿尖在针板平面下运动。
260°
时,送布牙向上升起、齿尖逐渐露出针板平面。
从280°
、再到90°
时,送,送布牙露出牙齿在针板上面,对缝料起推送作用,叫做送布牙的工作行程。
至280°
,送布牙处在针板下面,叫做送布牙的空行程
从上表不难看出,各个机构都是随着上轮的转动而运转。
家用缝纫机的工作转速最高为1000转/分,也就是说,家用缝纫机在一分钟内,四大机构的工作循环要重复一千次。
在四大机构中,引线机构和钩线机色是一对“重要主角”,如要检查和维修家用缝纫机,应从下面三个方面入手:
1.机针与摆梭的配合关系
上轮转角为0°
时,机针处于上极限位置,摆梭一定要处于顺时针转动的下极限位置。
相反,上轮转为180°
时,相针处于下极限位置,摆梭处于逆时针转动的上极限位置。
以便从180°
,机针回升形成线环时,摆梭又向顺时针方向旋转钩住线环。
两者关系:
如果摆梭与机针的相对极限位置不协调(发生错位),如机针抛出线环后,摆梭提前或推后钩入线环,就会引起“跳针”和“断线”等故障。
机针过早下降和摆梭钩线过迟,同样会引起“断针”故障。
2.挑线杆与摆梭、机针的配合关系
挑线杆配合机针和摆梭的运动,具有严格的时间性。
(1)如果机针已经穿刺缝料,需要供应面线时,挑线杆应该马上供应面线,若未及时下降或过早快速下降,就会产生断线和跳线的故障。
(2)如果机针从下极限位置向上回升复位到180°
~210°
时,挑线杆应静止不动,以免影响线环的形成。
(3)当摆梭钩住线环后,挑线杆应马上下降,供应扩大的线量。
不然,会产生绷线和断线故障。
(4)当机针在90°
区间进入刺布阶段时,挑线杆还未下降,仍然上升,未及时给机针供应面线,此时,面线也会被拉断或者将机针拉弯甚至折断。
(5)在摆梭接近下极限位置(180°
)时,挑线杆应及时收紧面线,并让面线越过摆梭和摆梭托,将线环迅速上升,以免产生轧线故障。
挑线时间过早,也会引起轧线。
3.送布牙与机针、挑线杆的配合关系
当挑线杆收回线环后,机针上升到360°
时,送布牙应随着机针下降而向上送料,形成一个线迹。
这时,送布牙的送料运动才结束。
如果送布牙动作过快,挑线杆尚未收回线环,送布牙继续向前推进,在压脚压力的作用下,就会把未收紧的线环压住在压脚下面(缝料与针板之间)而引起浮线。
如果送布牙动作过慢,虽然对挑线杆收紧线环有利,却会引起断针的故障。
家用缝纫机主要机构拆装实验
一、实验目的
1.了解缝纫机四大机构的拆装及基本原理
2.了解各零件结构用途及缝纫机的调整润滑方法
二、实验设备及工具
1.缝纫机一台
2.大小螺丝刀各一把,大小扳手各一把,锤子一把
3.铅笔,橡皮,三角板(自备)
三、实验内容
1.缝纫机机头的传动结构及工作原理
①缝纫机机头结构简图如下:
(1)上轮
(2)上轴(3)挑线凸轮(4)挑线杆(5)小连杆(6)针杆
(7)送布凸轮(8)牙叉(9)牙叉滑块(10)针距座(11)送布曲柄(12)送布轴
(13)牙架(14)送布牙(15)抬牙曲柄(16)抬牙轴(17)摆轴偏心凸轮(18)摆轴
(19)大连杆(20)摆轴滑块(21)下轴曲柄(22)下轴(23)摆梭托,摆梭
引线机构:
(1)、
(2)、(3)、(5)、(6)
挑线机构:
(1)、
(2)、(3)、(4)
钩线机构:
(1)、
(2)、(19)、(18)、(20)、(21)、(22)、(23)
送布机构:
(1)、
(2)、(7)、(8)、(9)、(10)、(11)、(12)、(13)
(14)、(15)、(16)、(17)、(18)
图上未画的压紧杆部分也属于送布机构
还有自成一体的第五大机构:
绕线机构。
由于它是辅助机构,故未在图上画出。
②缝纫机线迹形成过程
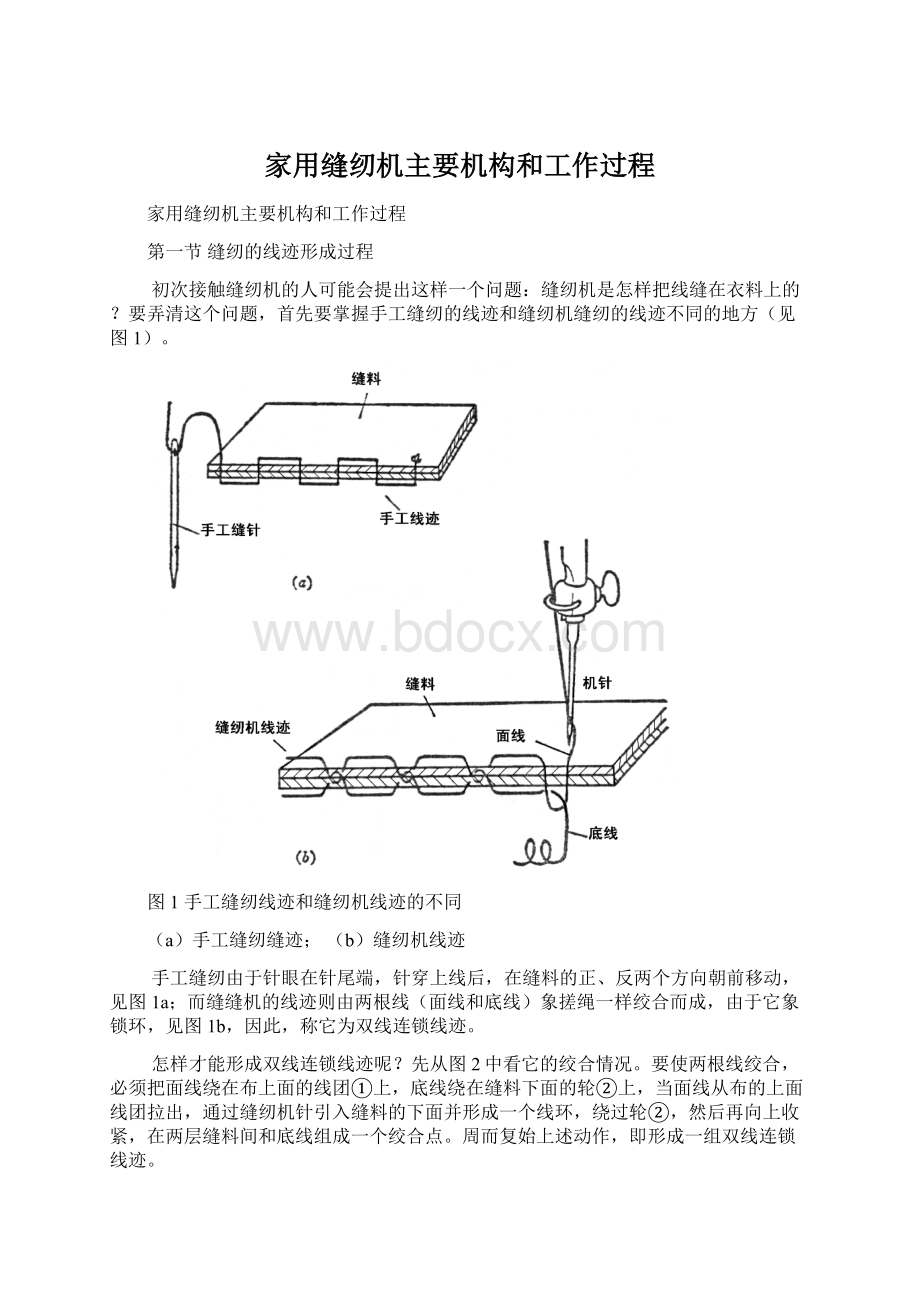
缝纫机线迹是由位于缝料上方的面线和位于缝料下方绕在梭心上的底线绞合在一起所形成的双绞线,其线迹和手工缝制的线迹不一样。
梭心装在摆梭轴上,缝纫开始前,先把底线引到缝纫机台板上,然后将缝料放到台板上相应位置,调定压紧杆压力,放下压紧杆压住缝料,开始缝纫。
线迹形成过程如下:
简单地说:
a、送布牙向前送布到位
b、挑线杆拉出面线备用
c、针杆和机针下降刺布
d、机针将面线带到布下
e、机针上升并形成线环
f、摆梭逆时针转钩线环
g、线环被钩大绕过转轴
h、摆梭顺时针转动脱钩
i、挑线杆收紧面线线环
j、面线线环套住了底线
k、继续收线形成绞合点
l、周而复始形成了线迹
更简单地说:
送布—放线—引线—刺布—退针—成环—钩线—扩环—脱钩
—紧环(收线)—绞合
2.拆装缝纫机机头
拆装大致顺序:
拆下引线机构的针杆—拆下压紧杆部分—装上引线机构—装上压紧杆部分—拆下挑线机构的挑线杆—装上挑线机构—取下梭床—拆下下轴及下轴曲柄—拆下抬牙轴—拆下大连杆及摆轴—拆下送布轴及牙架—拆下针距螺钉—拆下牙叉及牙叉滑块—装上针距螺钉—装上牙叉滑块及牙叉—装上牙架及送布轴—装上摆轴及大连杆—装上抬牙轴—装上下轴曲柄及下轴—装上梭床
拆装技术要求简述:
①压紧杆压脚抬起后与针板平面约6.5mm。
②上轴曲柄与送布凸轮螺钉处成28°
~30°
角。
(从面向上轮方向看)
③针杆最低时,针与摆梭尖距离约2~2.8mm。
④送布牙牙齿与针板槽应有一定间隙,保持相互不碰撞。
⑤大连杆盖侧面的铸造侧线的粗细应与大连杆的一致。
⑥针杆下端面与针板平面的距离,最低位置时约为10.6mm(针杆顶端与机壳孔平面大致平齐)。
拆装注意事项:
①针杆与大连杆盖处的拆装要注意机壳上工艺孔的运用。
②牙叉的装拆较为特殊,装配时要先装针距螺钉,然后将上轴凸轮处的紧定螺钉旋松(注意螺钉不要取下),将上轴凸轮拨过去一小段,再将牙叉滑快压到针距座滑槽中,最后将上轴凸轮拨回牙叉的叉口中,在送布凸轮到位后,旋紧送布凸轮上的紧定螺钉并将牙叉下部与送布轴连接起来。
③下轴与下轴曲柄分离前要先将下轴曲柄处的紧定螺钉旋松,然后用冲头将下轴从下轴曲柄中冲出来。
下轴与下轴曲柄装配时也要注意冲头的运用,以及最后下轴曲柄在下轴上装到位后要旋紧紧定螺钉。
④摆轴滑块放入摆轴叉口中时,要检验能否在其中自由滑动,如不能则用摆轴滑块另外两个面装入摆轴叉口。
 升级会员
升级会员 