数控车床仿真加工项目Word文档格式.docx
《数控车床仿真加工项目Word文档格式.docx》由会员分享,可在线阅读,更多相关《数控车床仿真加工项目Word文档格式.docx(43页珍藏版)》请在冰豆网上搜索。
4mm刀宽
0.1
4
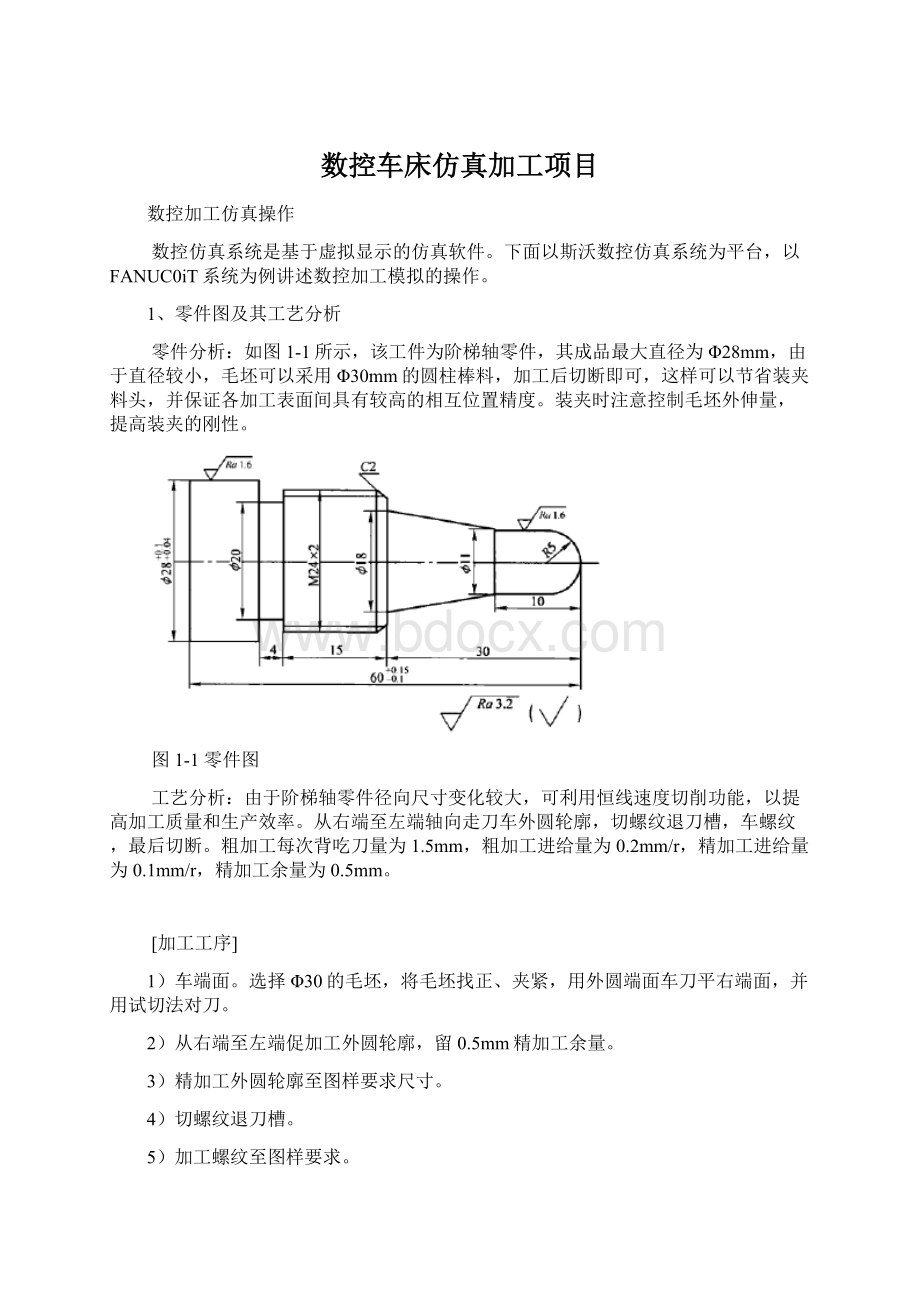
车螺纹
60°
刀片
5
切断
500
2、选择机床系统和加工面板
1)在桌面上找到“斯沃数控仿真软件”的图标,双击进入,在数控系统中找到“FANUC0iT”如图2-1,点运行进入(此为单机版登录)。
2)出现FANUC0iT系统的系统仿真,在右下角下拉菜单中选择FANUC0iT标准面板。
3)整个仿真软件主要由机床操作面板、工具菜单和仿真机床模型窗口组成,如图2-2。
图2-1“选择机床系统”对话框
图2-2整个仿真界面
3、回参考点操作
按
键进入回参考点模式,依次按
、
键,待显示屏幕上出现下列图标的显示
,机床上的显示灯高亮
完成回参考点操作。
4、工件的定义与安装
1)定义毛坯
单击主菜单“工件操作”下级的“设置毛坯”,系统弹出如图4-1所示“设置毛坯”对话框,如图设置毛坯尺寸。
图4-1“设置毛坯”对话框
2)工件位置微调
单击主菜单“视窗视图”下级的“2D视图”,机床模型显示为二维模式,单击工具栏中
按此菜单可以调节工件装夹的位置,如图4-2所示
图4-2工件位置微调
5、刀具的选择和安装
单击主菜单“机床操作”下级的“刀具管理”,系统弹出“刀具管理库”对话框,如图5-1,单击左下“添加”按钮,弹出“添加刀具”对话框,如图5-2,选择刀具类型比如选择“外圆车刀”,接着选择刀片类型比如75°
菱形刀片,然后依次修改刀体参数、刀片参数以及主偏角,选择好之后点[确定],这样刀具管理库中就有用户设置好的备用刀具,选择需要的刀具比如001编号[外圆车刀],选中之后点[添加到刀盘],选择[1号到位]最后点击[确定],刀具选择并安装完毕。
其它3把刀具使用同样的方法进行安装。
图5-1“刀具管理库”对话框
图5-2“添加刀具”对话框
6、手动试切对刀
1)试切外圆
单击主菜单“视窗视图”下级的“2D视图”,机床模型显示为二维模式,单击操作面板上的手动按钮
进入手动方式,在MDI
模式下,按
键进入,输入“M03S200”命令,按循环启动使主轴正传,移动X、Z轴使刀具接近工件,如图6-1所示,保证X轴不动,沿+Z方向退刀,单击主轴停止按钮
,如图6-2所示。
图6-1试切外圆图6-2+Z向退刀
2)测量工件
单击主菜单“工件测量”下级的“特征线”,即可进入工件测量界面,单击刚刚车削的外圆面,如图6-3所示,读取并记录直径值,此处为28.738,单击主菜单“工件测量”下级的“测量退出”退出测量界面。
图6-3车床工件测量界面
3)存储形状补偿值
在JOG模式下,单击MDI键盘上的
按钮,按拓展键找到
的下级
菜单,出现如图6-4所示的界面中,通过MDI键盘上的上下左右箭头键移动光标,使之移至G001的位置。
图6-4刀具补偿数据界面
输入X方向测量的直径值X28.738,然后按[测量],测量出来的形状补偿值为-260.000,如图6-5所示。
图6-5设置X方向的形状补偿值界面
4)试切端面并存储补偿值
同样,单击[主轴正转]按钮,移动机床各轴切削端面,然后保持Z轴不动,沿正向退刀,单击主轴停止按钮
。
输入Z0.,按[测量]菜单,测量出来的形状补偿值为-389.000,如图6-6所示。
图6-6设置Z方向的形状补偿值界面
5)刀尖方位编码的输入
在如图6-7所示的界面中,在刀尖方位T处,输入3,表示刀尖的方位。
图6-7刀尖方位编码的输入
6)另外3把刀可以采用“快速对刀”的功能进行对刀
按
键进行依次换刀,例如换到2号刀,点左侧工具栏
工件设置的下级的[快速定位]菜单,出现“快速定位”对话框,选择中心位置,如图6-8所示,点确定后刀尖移至毛坯正中间,如图6-9所示,然后调出补偿值界面,按照3)4)5)的操作输入形状补偿值,只是X方向只需要输入X0进行测量即可,换3号刀和4号刀以同样的方法进行快速对刀,如图6-7所示。
图6-8“快速定位”对话框图6-9刀尖移至毛坯正中间
7、输入数控加工程序
1)MDI键盘输入数控加工程序
键进入编辑模式,单击MDI键盘上的
按钮,进入程序管理,点
菜单查看已有的程序名称,新建一个程序,通过MDI键盘上的“数字/字母”键,键入程序库中没有的程序名比如O1234,打开程序保护锁开关
键,程序建立完成,进入新程序输入界面。
通过MDI键盘上的“数字/字母”键输入程序,系统自动输入并存储数控加工程序。
2)MID键盘修改数控加工程序
单击
按钮(删除当前输入的单个字符)或者
按钮(删除已经编辑好的内容)删除需要修改的程序部分,输入程序后自动保存。
3)导入数控加工程序
先新建一个TXT格式或者CNC格式的文本文档,把事先编制好的程序或者后置处理成功的程序复制进去并保存,再新建一个程序,输入程序名称,比如程序“O1234”,建立好新程序后,单击主菜单“文件”下级的“打开”,文件类型选择“NC代码文件”如图7-1所示,选择编制好的程序文件,打开即可完成数控加工程序的导入。
图7-1导入外部程序对话框
4)仿真加工
数控加工程序导入数控系统后,单击操作面板上自动运行
按钮,再按循环启动
按钮,机床开始自动加工,直至完成,仿真完成加工的效果如图7-2,图7-3所示。
附:
参考程序
[工件坐标系原点]工件端面回转中心。
程序如下:
O1234;
(程序名)
N10G99G21;
(定义米制输入、每转进给方式编程)
N20M03S600;
(主轴正转,n=600r/min)
N25T0101;
(换T01号外圆车刀,并调用1号刀补)
N30G50S1500;
(定义最大主轴转速,n=1500r/min)
N40G96S180;
(恒表面速度切削)
N50G00X32Z2;
(快速点定位)
N60G71U1.5R1;
(外径粗加工循环)
N70G71P80Q170U0.5W0.2F0.2;
N80G00X0;
(精车路线N80-N170)
N90G01Z0F0.05;
N100G03X10W-5R5;
N110G01Z-10;
N115X11;
N120X18Z-30;
N130X19.8;
N140X23.8W-2;
N150Z-49;
N160X28;
N170Z-62;
N180X30;
(退刀)
N190G00X100Z100;
(退刀至换刀点)
N200T0202;
(换T02号精车刀,并调用2号刀补)
N210G96S220;
N220G70P80Q170;
(用G70循环指令进行精加工)
N230G00X100Z100;
(快速返回到换刀点)
N240T0303;
(换T03号4mm外切槽刀,并调用3号刀补)
N250G96S120;
N260G00X35Z-49;
N270G01X20F0.1;
(切槽)
N280G00X32;
N290X100Z100G97S600;
(取消恒表面速度切削)
N310T0404;
(换T04号外螺纹车刀,并调用4号刀补)
N320M03S600;
N330G00X25.8Z-27;
(快速点定位到螺纹循环起点)
N340G92X23.1Z-47F2;
(第一刀车进0.9mm)
N350X22.5;
(第二刀车进0.6mm)
N360X21.9;
(第三刀车进0.6mm)
N370X21.5;
(第四刀车进0.4mm)
N380X21.4;
(第五刀车进0.1mm)
N390G00X100Z150;
N400T0303;
N410M03S500;
(主轴正转,n=500r/min)
N420G00X30Z-64;
(快速定位到切断起始位置)
N430G01X-1F0.1;
(切断)
N440G00X32;
N450G00X100Z100;
N460M30;
(程序结束,返回程序头)
图7-2二维模式下的加工效果图图7-3三维模式下的加工效果图
5)测量加工尺寸
单击工具栏中
按钮,此为测量功能,选择“工件测量”,具有
共5种测量方式。
利用特征线
方式测量出的尺寸是28,不符合
的公差范围,如图7-4所示。
图7-4特征线方式测量直线段
因此需要修改刀补来修补尺寸公差,把2号刀精车刀的刀补加上0.07变为-259.93,这样加工出来的尺寸刚好在中差上,如图7-5所示。
图7-5修改G002的刀补值
修改后重新加工进行线测量,利用特征线
方式测量出的尺寸是28.07,符合
的公差范围,加工尺寸如图7-6所示。
图7-6修改后的尺寸
利用粗糙度
方式测量出加工件的粗糙度
,如图7-7所示。
图7-7粗糙度方式测量加工件的粗糙度
其它的尺寸都可以用以上方式进行测量,至此斯沃加工仿真软件模拟仿真FANUC0iT系统结束。
思考:
1、开机为什么要首先回参考点?
2、如过急停按钮不释放,哪一侧的菜单是不能进行操作的?
3、在软件中如何选择毛坯,进行尺寸设置?
4、在软件中刀具是如何选择的,软件中刀具库和刀架的区别是什么?
5、在软件中如何设置刀具的参数的?
6、在软件中对刀和实际操作机床对刀的相同点和不同点?
7、在软件中测量工件是如何实现的?
8、在软件中测量工件和实际操作机床过程中的测量的相同点和不同点?
9、软件中编辑程序有哪几种方式可以录入?
10、在软件中加工轨迹怎么隐藏?
11、自动加工模拟过程中怎么进行二维模式和三维模式?
项目一:
圆弧成形面零件,如图1所示,试用斯沃软件编写加工程序并进行仿真实训。
图1
1、零件分析
该工件最大尺寸为Φ45mm,毛坯可以采用Φ50的棒料。
2、工艺分析
从右端至左端轴向走刀车外圆轮廓,粗加工每次背吃刀量为1.2mm,粗加工进给量为0.3mm/r,精加工进给量为0.1mm/r。
3、加工工序
将毛坯找正夹紧,用外圆端面车刀平右端面,用试切法对刀。
2)从右端至左端粗加工外圆轮廓,留0.5mm精加工余量。
4)检测工件各项尺寸要求。
粗精加工外轮廓
外圆车刀75°
粗600/精1500
粗0.3/精0.1
参考程序:
N10G99G21
N20M03S600
N30T0101
N40G00X52Z2
N50G71U1.2R0.5
N60G71P70Q170U0.2W0.05F0.3
N70G00X0
N80G01Z0F0.1
N90G03X20Z-10R10
N100G01Z-20
N110X31
N120X35W-2
N130Z-35
N140X45W-15
N150Z-65
N160X50
N170G00X52
N180M03S1500
N190G70P70Q170
N200G00X100Z100
N210M05
N220M30
仿真加工工件如下:
1、什么是机床坐标系,什么是工件坐标系?
2、如果开机没有回参考点会有问题?
3、手动进给怎么操作?
4、主轴转动有哪几种操作方式?
5、在软件中换刀有哪几种操作方式?
6、G71循环指令怎么使用?
7、G02/G03指令怎么使用?
8、怎么判断是G02还是G03?
9、什么是单段模式下进行加工?
10、加工过程中,按循环停止键主轴有什么变化?
11、加工完毕后怎么进行测量尺寸?
12、加工此工件用到了几把刀具,为什么?
13、粗加工的进给速度怎么给,在什么范围合适?
14、精加工的进给速度怎么给,在什么范围合适?
15、粗加工的转速怎么给,在什么范围合适?
16、精加工的转速怎么给,在什么范围合适?
项目二:
圆弧成形面零件,如图2所示,试用斯沃软件编写加工程序并进行仿真实训。
图2
该工件最大尺寸为Φ36mm,毛坯可以采用Φ40的圆柱棒料。
从右端至左端轴向走刀车外圆轮廓,粗加工每次背吃刀量为2mm,粗加工进给量为0.3mm/r,精加工进给量为0.1mm/r。
粗700/精1000
切槽
4mm割刀
0.15
N20M03S700
N40G00X42Z2
N50G71U2R1
N60G71P70Q140U0.5W0.2F0.3
N90G03X24Z-12R12
N110X32Z-40
N120G02X32Z-53R20
N130G02X36Z-58R10
N140G01Z-53
N150M03S1000
N160G70P70Q140
N170G00X100Z100
N180T0202M03S500
N190G00X42Z-20
N200G01X20F0.15
N210G04X13
N220G01X47
N230G00X100Z100
N240M05
N250M30
1、在软件中工件信息如何保存与导入?
2、在软件中刀具信息如何保存与导入?
3、在软件中NC代码信息如何保存与导入?
4、切槽是使用的软件中哪一种类的刀具?
5、G70指令在编程中是什么含义?
6、想一想在其它数控系统中G70都可以使用?
7、华中数控车系统和广数的数控车系统如何进行精加工编程?
8、想一想如何开机后取消软件中“ALM”报警?
项目三:
轮廓类零件,如图1所示,试用斯沃软件编写加工程序并进行仿真实训。
图3
该工件最大尺寸为Φ28mm,毛坯可以采用Φ30的棒料。
从右端至左端轴向走刀车外圆轮廓,最后切断。
由于阶梯轴是由大逐渐变小,所以采用G71指令,粗加工每次背吃刀量为2mm,粗加工进给量为100mm/min,精加工进给量为80mm/min,精加工进给量为0.3mm。
2)从右端至左端粗加工外圆轮廓,留0.3mm精加工余量。
4)切断并保证总长尺寸要求。
5)检测工件各项尺寸要求。
进给速度/(mm/min)
100
外圆车刀35°
1000
80
割断
N10G98G21
N40G00X32Z5
N60G71P70Q170U0.3W0.1F100
N70G42G00X0
N80G01Z0F80
N90X10
N100Z-15
N110X16
N120X20Z-23
N130Z-28
N140X24
N150X26Z-32
N160X28
N170Z-36
N180G00X100Z100
N190T0202M03S1000
N200G00X32Z5
N210G70P70Q170
N220G00X100
N230Z100
N240T0303
N250M3S500
N260G00X30Z-40
N270G01X-1F100
N280G00X32
N290G00X100Z100
N300M05
N310M30
1、为什么精加工的转速比粗加工的转速高?
项目四:
轮廓类零件,如图4所示,试用斯沃软件编写加工程序并进行仿真实训。
图4
由于阶梯轴是由大逐渐变小,所以采用G71指令,粗加工每次背吃刀量为2mm,粗加工进给量为150mm/min,精加工进给量为80mm/min,精加工进给量为0.3mm。
150
N10G98G21G40
N60G71P70Q150U0.3W0.1F150
N90G03X8Z-4R4
N100G01X16Z-20
N110Z-30
N120G02X24Z-34R4
N130G01Z-39
N140X28
N150Z-47
N160G00X100Z100
N170T0202M03S1000
N180G00X32Z5
N190G70P70Q150
N200G00X100
N210Z100
N260G00X30Z-51
N300M30
1、粗精加工的刀片类型如何选择?
项目五:
轮廓类零件,如图5所示,试用斯沃软件编写加工程序并进行仿真实训。
图5
从右端至左端轴向走刀车外圆轮廓,粗加工每次背吃刀量为2mm,粗加工进给量为150mm/min,精加工进给量为80mm/min。
N60G71P70Q160U0.3W0.1F150
N90X4
N100Z-8
N110G03X10Z-11R3
N120G01Z-15
N130G02X20Z-20R5
N140G01X24Z-43
N150X28
N160Z-51
N180T0202M03S1000
N190G00X32Z5
N200G70P70Q160
N210G00X100
N220Z100
N230T0303
N240M3S500
N250G00X31Z-55
N260G01X-1F100
N270G00X32
N280G00X100Z100
N290M05
1、G42指令是什么含义?
2、想一想在割断的时候,编程“G01X-1F~”为什么不是“G01X0F~”?
项目六:
轮廓类零件,如图6所示,试用斯沃软件编写加工程序并进行仿真实训。
图6
从右端至左端轴向走刀车外圆轮廓,粗加工每次背吃刀量为2mm,粗加工进给量为100mm/min,精加工进给量为60mm/min。
将毛坯找正夹紧,用外圆端面车刀平右端面,用试
 升级会员
升级会员 