数控编程题.docx
《数控编程题.docx》由会员分享,可在线阅读,更多相关《数控编程题.docx(6页珍藏版)》请在冰豆网上搜索。
数控编程题
ThismodelpaperwasrevisedbytheStandardizationOfficeonDecember10,2020
数控编程题
理论的就看老师在书上画的,理论看看书本上的P186例题3-4,P117-118最下的题.P114、2-22.下面编程大家参考看看。
例:
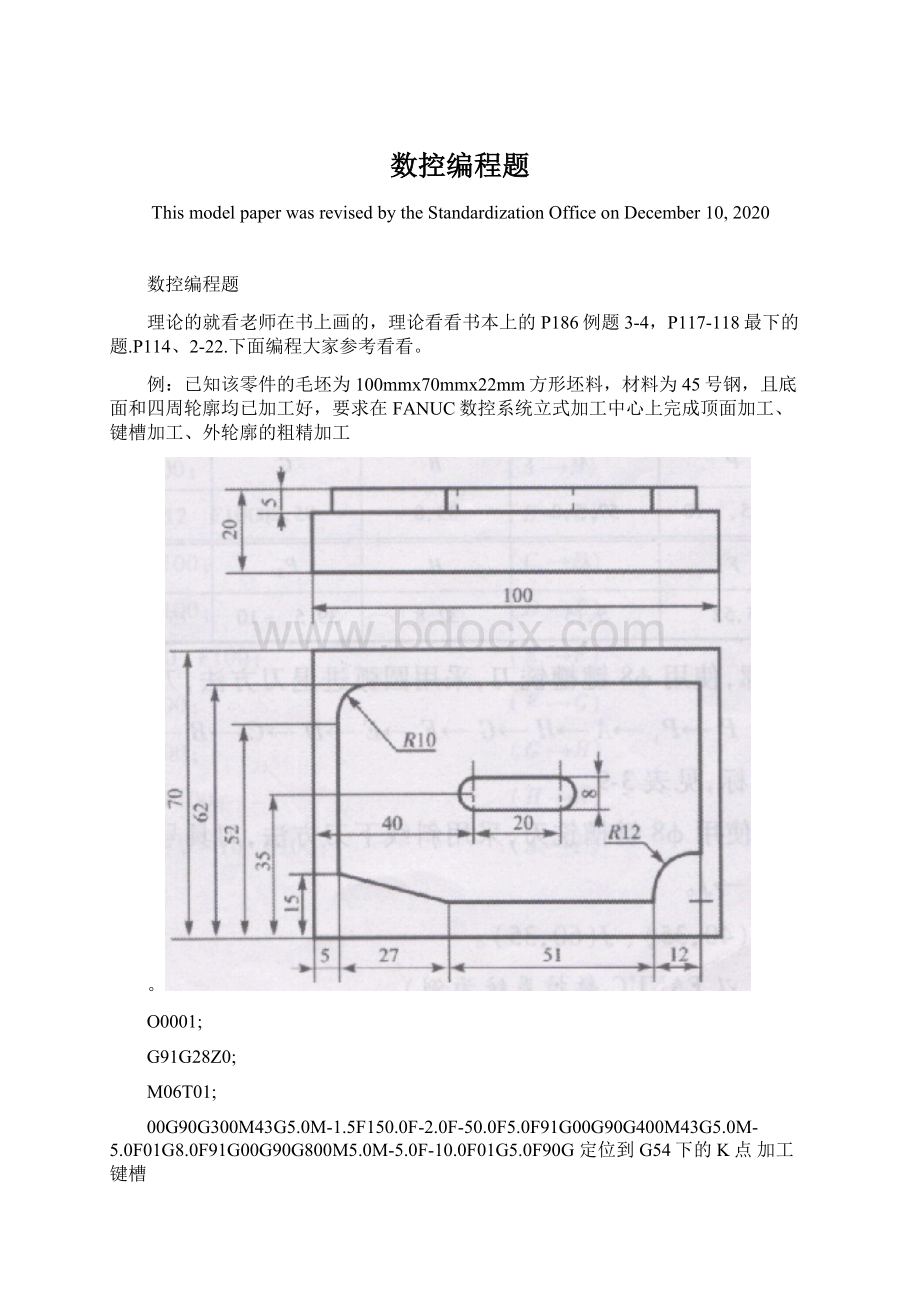
已知该零件的毛坯为100mmx70mmx22mm方形坯料,材料为45号钢,且底面和四周轮廓均已加工好,要求在FANUC数控系统立式加工中心上完成顶面加工、键槽加工、外轮廓的粗精加工
。
O0001;
G91G28Z0;
M06T01;
00G90G300M43G5.0M-1.5F150.0F-2.0F-50.0F5.0F91G00G90G400M43G5.0M-5.0F01G8.0F91G00G90G800M5.0M-5.0F-10.0F01G5.0F90G定位到G54下的K点加工键槽
G01Z0F40;
-1.5F;
-3.0F-4.5F-6.0F60.0F91G例:
如图所示,加工两个工件。
Z轴开始点为工件上方100mm处,切深10mm。
主程序:
O0001;
N10G90G54G00X0Y0Z100S1000M03;
N20M98P200;
30G90G;
N40M98P200;
N50G90G00X0Y0M05;
N60M30;
子程序:
O200;
10G91G;
N20;
N30G01Z-15.0F100;
40G;
N50;
N60;
N70;
N90;
N110;
N120;
130G;
140G150M例:
加工如图所示零件,材料为铝合金,铣削深度5mm,用直径为φ12mm立铣刀。
O0006;
10G90G54G;
N20S800M03;
30G;
N40G00Z2.0.0;
N50G01Z-5.0F300;
60G41G01F;
80G90G;
N110;
N130;
N150;
160G170G;
N190;
N210;
230G;
240G40G0M;
N250M30;
例:
编写子程序,加工如图所示的沟槽。
仔细观察一下沟槽相间的情况就会发现:
6-4-8-4-6-4-8-4,沟槽相间是有规律的,“6-4-8-4”这样间隔出现两次,因此这种间隔情况可以编写成一个子程序,设刀宽为4mm,程序如下:
主程序
O0018;
N10T0101;
N20S350M03;
N30G00;
35G0F;
N40M98P200;
N45M98P200;
N50G00G40
N60;
N70M05;
N80M30;
子程序
O200;
N10G00;
N20G0130.0F;
N30G00;
N40;
N50G01;
60G;
N70M99;
例:
如图为车削不等距槽,已知毛坯直径为φ32mm,长度77mm,一号刀为外圆车刀,三号刀为切断刀,其宽度为2mm,试编写加工程序。
主程序
O0002;
N10T0101;
N20S500M03;
30G;
40G0F;
X30
Z-50
M06T03S600M03
G00X32Z0
N50M98P20015;
60G70M80M子程序
O0015;
10G;
20G-12.0F;
N30G04P2000;
40G;
N50;
60G-12.0F;
N70G04P2000;
80G;
N90M99;
:
综合运用G00、G01指令编程。
四、圆弧插补指令G02、G03(模态)
G02--顺圆插补(在车床上为逆圆插补)
G03--逆圆插补(在车床上为顺圆插补)
格式:
G02(G03)XY(Z)IJ(K)或(R),F;
X、Y、Z值为圆弧终点坐标值(G90),或是终点相对起点的增量值(G91);
I、J、K值为圆心相对于圆弧起点的增量值,且总为增量值;
R值为圆弧半径,该值的正负取决于圆弧的大小,若圆弧小于或等于180度,则R为正值,若圆弧大于180度,则R值为负。
F值为圆弧插补的进给速度。
1例:
(此例为车床,X轴方向与铣床不同,注意G02、G03方向)
绝对方式:
G02X120Z10I60K-40F300;
增量方式:
G02U60W-90I60K-40F300;
O0008;
N10T0101;
N20S1000M03;
30G;
40G01G0F;
N50;
N60;
N70;
80G90G100G110G;
N120130G00G;
N150M05;
N160M30;
 升级会员
升级会员 