最新CA6140车床输出轴加工工艺过程卡片+工序卡片Word格式.docx
《最新CA6140车床输出轴加工工艺过程卡片+工序卡片Word格式.docx》由会员分享,可在线阅读,更多相关《最新CA6140车床输出轴加工工艺过程卡片+工序卡片Word格式.docx(26页珍藏版)》请在冰豆网上搜索。
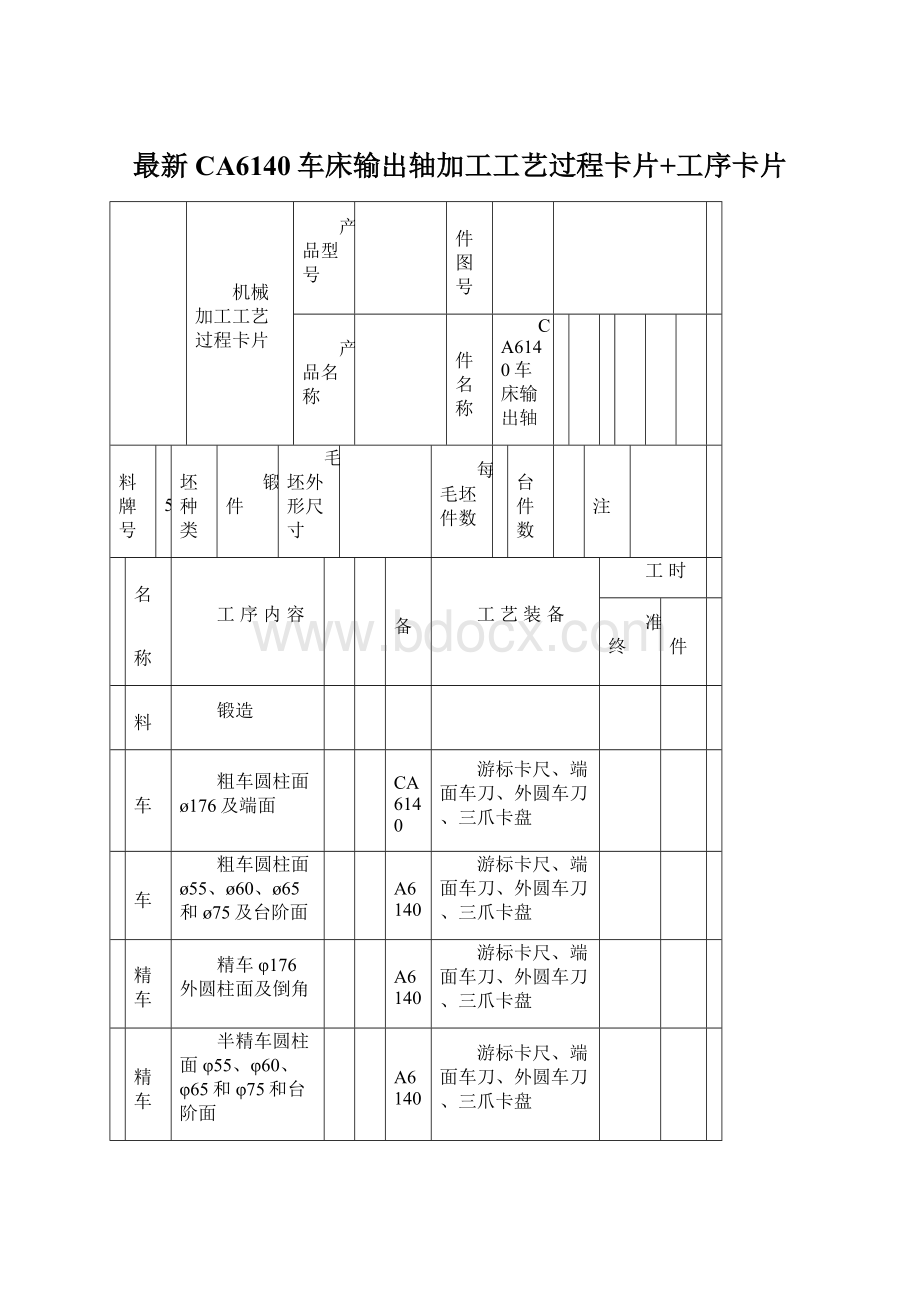
序
号
工名
序称
工序内容
车
间
段
设备
工艺装备
工时
准终
单件
下料
锻造
2
粗车
粗车圆柱面ø
176及端面
CA6140
游标卡尺、端面车刀、外圆车刀、三爪卡盘
3
55、ø
60、ø
65和ø
75及台阶面
CA6140
4
精车
精车φ176外圆柱面及倒角
5
半精车
半精车圆柱面φ55、φ60、φ65和φ75和台阶面
6
热处理
调质处理200HBW
7
精车
精车圆柱面φ55、φ60、φ65、φ75、台阶面和倒角
游标卡尺、三爪卡盘、端面车刀、外圆车刀
8
粗镗
粗镗内孔φ50、φ80、φ104
C616A
专用夹具、游标卡尺、镗刀
9
精镗
精镗内孔φ50、φ80、φ104
10
钻
钻孔10×
φ20
Z525
专用夹具、游标卡尺、钻头
11
扩
扩孔10×
12
铰
铰孔10×
13
铣
铣键槽16×
5×
50
X61W
游标卡尺、专用夹具、铣刀
14
钻斜孔2×
φ8
15
去毛刺
16
终检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
机械加工工序卡片
车间
工序号
工序名称
45钢
每毛坯可制件数
设备名称
设备型号
设备编号
同时加工件数
卧式车床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
0.85
工步号
工步内容
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/z
mm
机动
辅助
179及端面
125
73.4
0.81
0.53
粗车端面长度至30mm
0.32
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
0.64
57.5及台阶面
0.16
62.5及台阶面
67.5及台阶面
77.5及台阶面
0.2
910
160
0.18
0.26
半精车圆柱面ø
56及台阶面
660
120
0.3
0.1
61及台阶面
0.08
66及台阶面
0.05
76及台阶面
0.03
0.6
精车左端面,除去1mm
55及台阶面
60及台阶面
65及台阶面
0.29
粗镗内孔φ48.5深度为22mm
210
19.8
0.35
粗镗内孔φ78.5深度为13mm,倒角C1
0.12
粗镗内孔φ103.5深度为10mm,倒角C1
1.29
精镗内孔φ50
40.2
0.4
0.44
精镗内孔φ80倒角C1
0.42
精镗内孔φ104倒角C1
0.43
立式钻床
φ18
409
23.1
1.1
φ19.8
580
36.4
 升级会员
升级会员 