双轴搅拌机四大标准.docx
《双轴搅拌机四大标准.docx》由会员分享,可在线阅读,更多相关《双轴搅拌机四大标准.docx(12页珍藏版)》请在冰豆网上搜索。
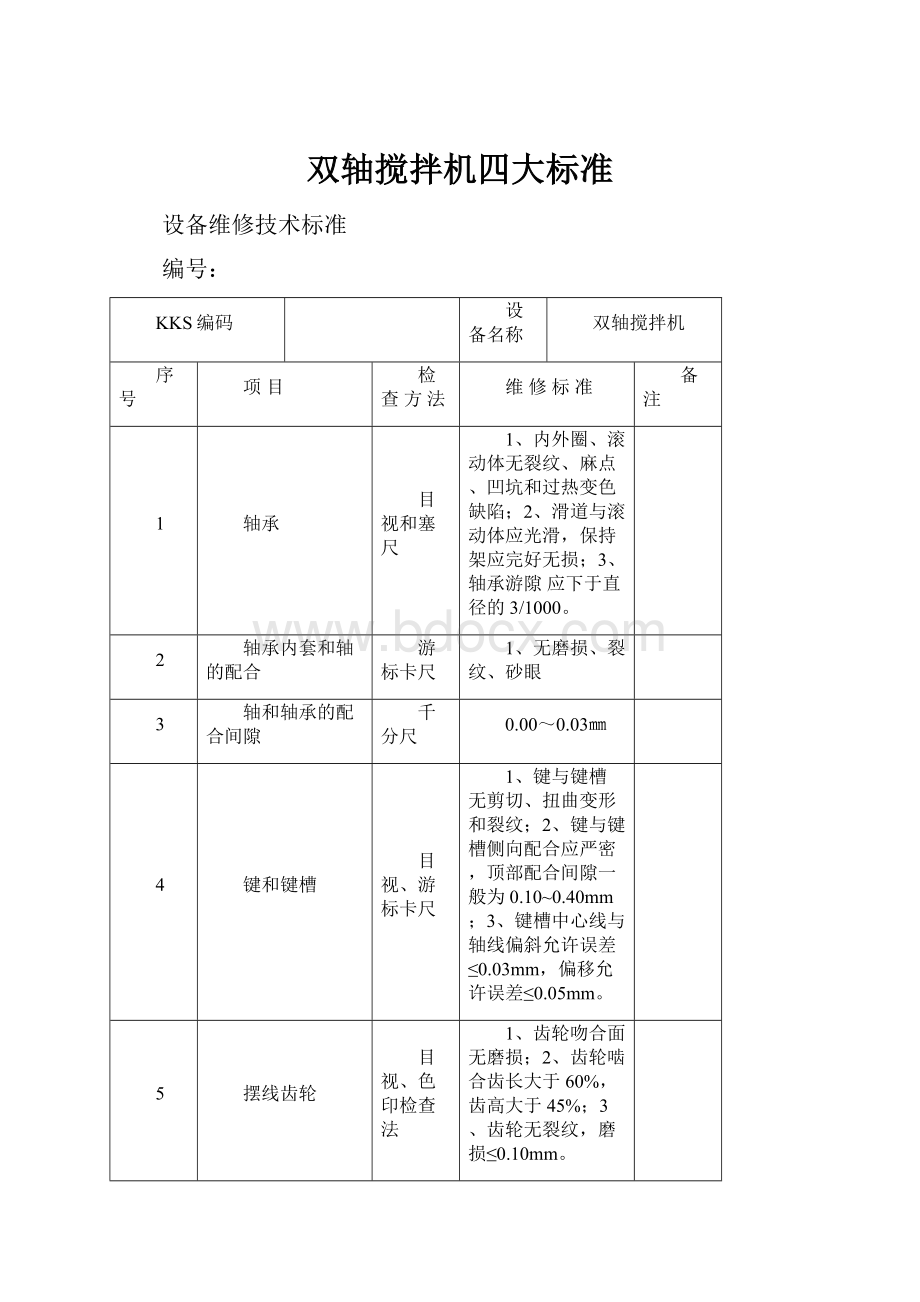
双轴搅拌机四大标准
设备维修技术标准
编号:
KKS编码
设备名称
双轴搅拌机
序号
项目
检查方法
维修标准
备注
1
轴承
目视和塞尺
1、内外圈、滚动体无裂纹、麻点、凹坑和过热变色缺陷;2、滑道与滚动体应光滑,保持架应完好无损;3、轴承游隙应下于直径的3/1000。
2
轴承内套和轴的配合
游标卡尺
1、无磨损、裂纹、砂眼
3
轴和轴承的配合间隙
千分尺
0.00~0.03㎜
4
键和键槽
目视、游标卡尺
1、键与键槽无剪切、扭曲变形和裂纹;2、键与键槽侧向配合应严密,顶部配合间隙一般为0.10~0.40mm;3、键槽中心线与轴线偏斜允许误差≤0.03mm,偏移允许误差≤0.05mm。
5
摆线齿轮
目视、色印检查法
1、齿轮吻合面无磨损;2、齿轮啮合齿长大于60%,齿高大于45%;3、齿轮无裂纹,磨损≤0.10mm。
6
针齿销、针齿套
千分尺
1、无变形、弯曲;2、磨损≤0.10mm。
7
销轴、销套
千分尺
1、无变形、弯曲;2、磨损≤0.05mm。
8
链条
目视
1、无锈蚀损伤或磨损;2、铰链完好灵活;
3、链条张紧适当。
9
链轮
目视
1、转动灵活;2、牙齿无缺陷或严重磨损,磨损1/3更换;
10
旋转轴弯曲度
百分表
小于轴长的3‰
11
喷嘴
目视
无锈蚀、无堵塞
设备维修作业标准
编号:
KKS编码
设备名称
双轴搅拌机
作业名称
解体大修
使
用
工
器
具
撬棍1个
方锤3.5P1把
活搬手12寸2把
活扳手15寸2把
梅花搬手1套
单口搬手1套
钢板尺300mm1个
千分尺1个
剪子1个
内六方8-121套
油盘大号1个
托盘大号1个
毛刷2寸2把
拉轴器1把
铜棒φ35mmL=2001根
内胀圈钳1个
一字改锥2个
外胀圈钳1个
克丝钳2把
倒链2t2个
绳扣φ19*3m2对
作
业
条
件
1、检修工作票签证完。
2、搅拌机和电动推杆电机电源已拆除并挂禁止操作牌。
3、搅拌机箱体内的灰渣及积水清除干净。
4、喷淋水手动门关闭,电磁阀关闭并断电,挂禁止操作牌。
5、检修作业区域照明充足。
6、工器具、备品备件都已准备齐全。
7、检修人员已到位。
作业安全注意事项
1、搅拌机和电动推杆电机电源已切断。
2、喷淋水手动门关闭,电磁阀关闭并断电。
3、周围杂物清理干净,无积水。
4、倒链应完好。
5、在检修地点禁止明火作业。
6、在拆卸设备时应垫方木,正面不准站人。
工
艺
流
程
施工前的准备——→搅拌机的拆除——→解体——→检查、测量——→回装——→试运——→工作终结
设备维修作业标准
编号:
KKS编码
设备名称
双轴搅拌机
作业名称
解体大修
序号
作业步骤
工作内容
质量控制点
备注
1
施工准备
1.送交检修工作票。
2.三方确认安全措施是否正确及是否已执行。
3.准备所用工器具和需更换的备品备件并摆放整齐。
4、检修人员应及时到位并经过安全技术交底。
2
双轴搅拌机拆除
1、将搅拌机和电动推杆电机电源线拆除。
2、用活扳手将喷淋水软管活结松开,并卷到一边。
3、松开换向链轮罩壳螺栓,卸下链轮罩壳。
4、用克丝钳和改锥卸下开口销和柱销,取下链条。
5、用活扳手解开电动推杆支架螺栓,卸下电动推杆,放在塑料布上。
6、用活扳手松开减速箱支架螺栓,将减速箱移到检修区域。
7、松开搅拌机和锁气器连接螺栓,用2t倒链吊住搅拌机上方的电动锁气器。
8、松开搅拌机箱体地脚螺栓,将箱体移到检修区域放在方木上,拆除时注意箱体下部出灰管用方木垫在法兰下部,防止脱落。
3
减速箱解体
1、解开传动链轮端盖螺栓,用专用工具取下链轮和键,擦洗干净整齐放在塑料布上;
2、拆开偏心轴螺栓,取下偏心轴;
3、将减速箱箱体内的润滑油放到油桶里;
4、拆输入轴紧固螺栓,在垫床处分开,用吊环螺钉旋入输出端部螺孔,吊出输出轴及机座;
5、取下轴用弹簧挡圈和销套;
6、按轴的方向取摆线齿轮“A”,要注意齿轮端面标记相对于另一摆轮头标记的相对位置;
7、取下隔环,注意别碰碎;
8、双手托偏心套上滚柱轴承,连同偏心套一起,沿轴向取下;
9、取摆线齿轮“B”;
10、从另一垫床处取下针齿壳、针齿销、针齿套、键和挡圈;
10、取下孔用弹簧挡圈,沿轴向用紫铜棒击输入轴端部,卸输入轴;
11、沿轴向用紫铜棒击输出轴端与机座分开。
搅拌机箱体的解体
1、抽出活动箱盖连接铁杆,抬下活动箱盖;
2、用活扳手卸下固定箱盖螺栓,取下箱盖,立靠在墙边;
3、卸下叶片根部螺栓,取下叶片,螺栓整齐放在托盘里,叶片整齐放在箱盖旁;
4、解开链轮端盖螺栓,用专用工具取下链轮和键,擦洗干净整齐放在托盘里;
5、松开传动侧轴承压盖和轴承外套,用专用工具取下轴承,整齐放在托盘里;
6、松开箱体两端密封压盖螺栓,抽出两旋转轴;
7、用内六方扳手松开偏心轴联轴器螺栓,卸下偏心轴;
4
减速箱设备检修
1、减速箱零部件清洗干净,箱体清晰干净;
2、销轴、销套无弯曲变形,磨损≤0.05mm;
3、摆线齿轮无裂纹,磨损≤0.10mm,针齿销、针齿套应无弯曲等变形,磨损≤0.10mm;
4、轴承内外圈、滚动体应无裂纹、麻点等缺陷,间隙超标应更换;
5、链轮用煤油清洗干净,磨损1/3换新;
6、油位管内无污物,和箱体连接处密封良好。
⑵传动链条检修
1、链条用煤油清洗干净,磨损1/3更换新的,链条应在热机油中浸20min,再晾干;
2、滚子链与与大小链轮啮合良好;
3、逐个检查链节,无磨损、无破裂;
4、链条松紧适宜,其下垂度16mm左右。
⑶搅拌机检修
1、箱体底部螺栓密封用的生料带全部更换;
2、检查偏心轴无严重的磨损,无弯曲变形;
3、轴承应光滑,无斑点、裂纹、磨蚀,转动灵活,用塞尺或压铅丝法测量轴承径向间隙应不超过规定标准;
4、轴承室干净无杂物,无磨损;
5、链轮用煤油清洗干净,磨损1/3换新;
6、旋转轴上焊接部位无裂纹,弯曲值不超过规定标准;
7、箱体法兰密封面应光滑无沟痕,如有径向沟痕应更换;
8、密封垫片应无破损,有弹性,能保证良好的密封性能;
9、各螺栓应完好,扣丝无脱扣现象,否则应更换。
5
⑴减速箱的回装
1、将清洗干净或更换后的部件按拆卸时相反的顺序回装;
2、组装摆线针轮要注意两齿轮相对标记位置,钢号相差180O;
3、输出轴装入机座时,只许用紫铜棒击,切勿用锤直接击轴;
4、摆线针轮轴心线和辊轴中心线平行;
5、摆线针轮轴心线≤15O;
6、输出轴销轴插入摆线齿轮相应孔时,要注意间隔环的位置,用销轴套定位好位置,防止压碎间隔环;
7、密封床垫应调整换新,油封换新,注意不要装反;
8、减速机组装结束,用手转动电机尾盖叶片,检查转动情况并加油,转动应轻便、无卡涩现象,油位计清晰。
⑵搅拌机箱体的回装
将清洗干净或更换后的部件按拆卸时相反的顺序回装,回装时注意:
1、不要遗忘密封垫片;
2、轴承部位加润滑脂;
3、箱体底部螺栓全部用生料带缠绕;
4、箱体密封法兰面涂密封胶。
⑶搅拌机、减速箱、推杆整体的安装
1、将搅拌机箱体运至安装位置,上紧与底部的连接螺栓,上紧与电动锁气器连接螺栓,结合面加石绵绳密封,同时去掉箱体底部支撑放灰管的木棒;
2、将摆线针轮减速箱运至安装位置,稍紧与支架连接螺栓;
3、将电动推杆运至安装位置,上紧与箱体支架连接螺栓。
⑶传动链条的安装
1、将清洗干净或更换后的链条按拆卸时相反的顺序回装;
2、链条松紧适宜,如果太松,而调整偏心轮无效,卸掉几节链节调整;
3、两链轮中心线平行度和倾斜度检查,应用调整支柱调整摆线针轮来调整;
4、拧紧摆线针轮减速箱支架螺栓;
5、用毛刷给链条加适量润滑油;
6、将链条罩壳装上。
6
双轴搅拌机试运转
1、减速箱和推杆电机送电,试运4小时;
2、减速箱检查温度、振动、有无异音、密封情况;
3、旋转轴检查转动、振动、温度情况;
4、电动推杆检查推拉是否灵活、无卡涩现象、无异常声音。
7
工作终结
1、一切正常后,填写质量验收单;
2、将检修区域卫生清理干净;
3、将检修设备擦洗干净;
4、取消工作票,交生产运行。
TJTWB-030设备润滑标准
编号:
TW---WB---039D
KKS编码
01ETH06~08AM001
02ETH06~08AM001
03ETH06~08AM001
设备名称
双轴搅拌机
日期代码
年Y月M周W日D
序号
润滑部位名称
润滑油品种牌号
加油方式
标准加油量
换油周期
补油周期
补油数量
检查周期
责任部门
1
减速箱
极压齿轮油
检修加油
10L
6M
视油位
至油位
时常
天津维护部
2
旋转轴前轴承
3#锂基润滑脂
油脂枪加油
30g
3M
时常
天津维护部
3
旋转轴后轴承
3#锂基润滑脂
油脂枪加油
30g
3M
时常
天津维护部
4
链条
46#机械油
毛刷加油
20g
时常
视链条干燥程度
时常
天津维护部
5
6
7
8
9
备注
①在稀油润滑时,要定期换油,有换油周期②.在油脂润滑时,要定期补油,有补油周期,
 升级会员
升级会员 