10个点解析微凹辊涂布技术Word格式文档下载.docx
《10个点解析微凹辊涂布技术Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《10个点解析微凹辊涂布技术Word格式文档下载.docx(8页珍藏版)》请在冰豆网上搜索。
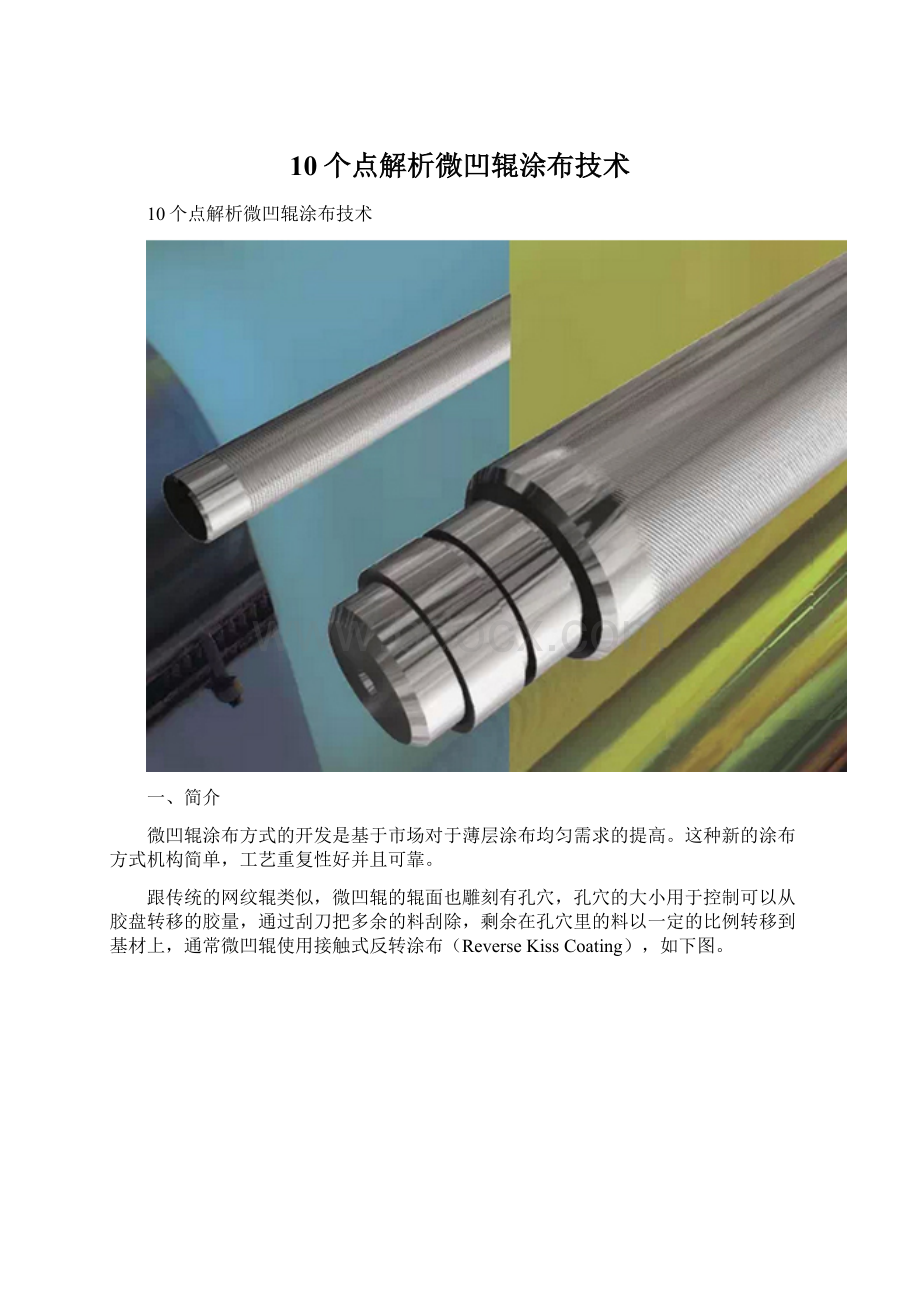
跟传统的网纹辊类似,微凹辊的辊面也雕刻有孔穴,孔穴的大小用于控制可以从胶盘转移的胶量,通过刮刀把多余的料刮除,剩余在孔穴里的料以一定的比例转移到基材上,通常微凹辊使用接触式反转涂布(ReverseKissCoating),如下图。
二、什么是微凹辊?
-特点
1.接触式–
为什么要选择接触式的呢?
传统的网纹辊涂布设备的机构如下图,通常有上下两个辊,上辊为橡胶辊,下辊网纹辊,两个辊的直径相同,涂布时两者压合,这种结构的设计最大的问题是,因为有压合点的存在,容易产生皱褶和断线。
而微凹辊采用接触式,可以避免以上的问题。
另外从安全的角度来讲,接触式也因为减少了压合点,避免了操作人员被夹的风险。
2.反转式–反转有什么优势?
所谓反转,是指微凹辊的转动方向与基材的方向相反,辊的表面对基材有更多的剪切。
如果两者的方向相同的话,基材与辊分离的瞬间,涂布溶液在两者的分离点会产生“撕裂”(filmsplitting),一部分溶液转移到基材上,一部分留在辊上,这种“撕裂”会造成涂布外观的缺陷如条纹(ribbing),而反转因为存在反方向的剪切,从一定程度上可以抹平涂层。
三、微凹辊vs其他涂布方式
那么,微凹辊和传统的网纹辊涂布比到底有什么差异呢?
传统的网纹辊也可以选择接触反转啊?
两者其实还是有很大差异的。
微凹辊,所谓微是指网纹辊的直径和传统网纹辊比要小。
传统的现在被广泛应用的网纹辊的直径通常是125到250毫米。
而微凹辊的直径通常只有20到50毫米,在国内市场可以买到或者有使用的比这个再稍大一点,50到100毫米。
辊的直径大小选择很大程度上要参考涂布的宽度,在较宽涂布的情况下要保证辊的强度和直度,就需要选择直径偏大一点的辊。
比如,涂300毫米宽你可以选择20毫米直径的,涂1米6你就要选择50毫米的。
辊的直径越小,那意味着基材与辊的接触线就越小,当这个接触线越小的时候,出现涂布缺陷的可能就会越小。
如同传统的网纹辊涂布一样,微凹辊的涂布工艺中,辊筒浸润在涂布胶盘中,通过转动把溶液带起,然后通过刮刀把多余的溶液刮除,剩余的溶液填充在微凹辊的孔穴中,孔穴中的积液以一定的比率转移到涂布基材上。
四、网纹辊涂布结构
五、辊筒网纹设计
如果想得到整个幅面均匀的涂布厚度,就需要保证辊筒的带胶在整个幅面上也是均匀并且精确的。
所以整个过程中,辊筒的孔穴容积率和刮刀的设置是决定涂布量的关键因素。
一个好的微凹辊供应商会精确地检测制造的微凹辊的孔穴质量和计算孔穴的容积率,并且提供详细的检测报告。
六、容积率计算
七、孔穴质量检测
微凹辊的刮刀和大部分传统网纹辊工艺的刮刀是非常不同的。
主要的差异是刮刀的柔韧性及刮刀和微凹辊的接触角度。
相比于传统网纹辊的刮刀,微凹辊的刮刀应该选择更薄的厚度和韧性更强的材料。
刮刀压在微凹辊上压力应该尽量轻。
刮刀与微凹辊的接触角度与传统网纹辊比,应该更陡。
传统网纹辊的接触角度如果沿接触点画延长线的话应该是差不多经过辊筒的中心线,而刮刀与微凹辊的接触角度差不多是辊筒的切线角度。
因为如果微凹辊与刮刀的角度处于非切线的位置时,你会发现刮刀的磨损会非常严重和迅速,辊筒和刮刀的寿命都会因此减少很多。
八、传统网纹辊刮刀接触角度
九、不同的刮刀选择
十、微凹辊涂布量的微调整方法
在微凹辊涂布工艺中,基材的速度与涂布辊筒的速度的比值,对于涂布厚度的影响至关重要。
随着辊筒转速的加快,在一定的范围内,涂布量会逐步地增加,等达到一定的峰值,又会呈现下降的趋势,整个曲线如同钟形,而并非会一直增加,其实这点很容易想象。
通常来讲,辊筒的转速比最低应该高于60%,不然可能带不上足够多的胶水,100%-130%是一个比较常规且比较稳定的设置,130%-200%的设置范围内,转速比越往上,涂布量越高,当超过200%时,涂布量反而开始下降,并且变得不稳定。
尽管微凹辊上的孔穴设计是决定涂布量的关键参数,也就是你花钱买了个辊,上面的孔穴定了,然后告诉你你只能涂这个涂布量,那这种涂布方式也太没有亲和力了,性价比极具下降,有没有?
但是这个时候你可以调转速比,从另外一个角度又给涂布量的变化提供了一种可能,突然之间,幸福感又满满了!
通常来说,这个可调的窗口为+/-10%或者更多一些,比方说你买的辊的标准涂布量是50um,那通过转速比的调整你可以涂45-55um的厚度,并且可以保证并不影响涂布质量。
 升级会员
升级会员 