阀门检修规程Word文档格式.docx
《阀门检修规程Word文档格式.docx》由会员分享,可在线阅读,更多相关《阀门检修规程Word文档格式.docx(25页珍藏版)》请在冰豆网上搜索。
电-液动
2
气动
6
蜗动
3
液动
7
对于手轮和扳手传动以及安全阀、减压阀、疏水阀省略代号。
对于气动或液动常开式用“6k”、“7k”表示。
常闭式用“6B”、“7B”表示;
气动带手动用“6S”表示;
防暴电动用“9B”表示。
3)第三单元:
连接形式代号用阿拉伯数字表示:
连接方式
连接形式
内螺纹
法兰
对夹
外螺纹
法兰②
卡箍
法兰①
焊接
卡套
①用于双弹簧安全阀。
②用于杠杆式安全阀,单弹簧安全阀
4)第四单元:
结构形式代号,用阿拉伯数字表示。
名称
结构形式
闸
阀
明杆楔式弹性闸板
截
止
节
流
直流式
明杆楔式刚性单闸板
平衡直通式
明杆楔式刚性双闸板
平衡直角式
明杆平行式刚性单闸板
无填料直通式
明杆平行式刚性双闸板
压力表式
暗杆楔式刚性单闸板
逆
升降直通式(铸铁)
暗杆楔式刚性双闸板
升降立式
节流
无填料直流式
直通式(铸造)
旋启单瓣式
直角式(铸造)
旋启多瓣式
直通式(铸铁)
旋启双瓣式
直角式(铸铁)
减
压
球
浮动直通式
薄膜式
浮动L形三通式
弹簧薄膜式
浮动T形三通式
活塞式
固定直通式
波纹管式
蝶
杠杆式
垂直式
疏
水
浮球式
斜板式
钟形浮子式
旋
塞
填料直通式
脉冲式
填料T形三角式
热动力式
填料四通式
5)第五单元:
阀密封面或衬里材料代号,用汉语拼音字母表示:
阀密封面或衬里材料
铜合金
T
渗碳钢
橡胶
硬质合金
尼龙塑料
N
衬胶
氟塑料
F
衬铅
巴氏合金
B
搪瓷
C
合金钢
渗硼钢
P
6)第六单元:
数值大小用阿拉伯数字表示,并用短线与前边第五单元分开。
当介质温度小于450度时,只标注公称压力;
当介质压力大于450度时,同时标注工作温度和工作压力。
工作压力用P表示,并P字母右下脚标出介质最高温度数值(该数值是用介质最高温度数值除以10取得的整数值)。
工作温度为540度,工作压力为10MPa,阀体材料为12Cr1Mo1V的阀门代号就为P5410V。
7)第七单元:
阀体材料代号用汉语拼音字母表示。
阀体材料
灰铸铁
铬钼钒钢
I
可鍛铸铁
K
铬镍钛钢
球墨铸铁
铬镍钼钛钢
R
四铬钼钒钢
V
铅合金
碳钢
铝合金
硅铁
对于pno≤1.6MPa的灰铸铁阀体和pno≥2.5MPa的碳素钢阀体,可省略本单元。
8)阀门型号和名称编制方法示例:
J961Y—P54170型。
表明:
截止阀,电动机传动、焊接连接、直通式、阀座密封面材料为堆焊硬质合金,工作压力P54170,阀体材料为铬钼钒钢。
名称为电动焊接截止阀。
阀门参数
一、公称通径
公称通径DN是阀门的通流直径经系列规范化后的数值,基本上代表了阀门与管道接口处的内径,但不一定是内径的准确值。
公称通径是用字母“DN”后紧跟一个数字标志,如公称通径为250mm,应标志为DN250。
二、公称压力
公称压力PN是一个用数字表示的标识代号,是指阀门在某一规定温度下的允许工作压力,同一公称压力值所标识的同一公称通径的所有管路附件具有与端部连接型式相适应的同一连接尺寸。
三、压力-温度等级
阀门的压力-温度等级是在指定温度下用表压表示的最大允许工作压力。
当温度升高时,最大允许工作压力随之降低。
压力-温度等级数据是在不同工作温度和压力下正确选用法兰、阀门及管件的主要依据,也是工程设计生产中的基本参数
4阀门的选择:
1)管道上的阀门是根据用途,介质参数等因素来选择的。
2)闸阀和截止阀是用来切断或接通管道中的汽水通路。
在较小的管径通道中,要求有较好的关断密封性时,多选用截止阀。
在蒸汽管路和大直径给水管路中,由于阻力一般要求较小应选用闸阀。
3)闸阀和截止阀要处于全开或全关状态。
为了保持闸阀和截止阀的严密性,绝不允许做调节流量和压力用。
(公称直径小于50的截止阀可做调节用)
4)节流阀用来调节介质流量和压力;
减压阀可自动地将介质压力减到所需数值;
调节阀用来调节介质流量。
在运行中要经常开关,为防止泄露,在调节阀之前要串联关闭阀。
5)蝶阀是用来关断或调节介质的阀门,常用在冷却水系统,凝结水系统。
6)逆止阀用来防止管道内介质倒流,当介质倒流时,阀瓣自动关闭,截断介质,防止事故发生。
7)安全阀用在容器及管道上,当介质压力超过规定值时,安全阀自动开启,使压力降到规定值后自动关闭。
8)疏水阀又称疏水阻汽阀,能自动间歇排除蒸汽管道及蒸汽设备系统中的冷却水,并能防止蒸汽泄出。
5阀门检修前的准备工作:
1)在做好技术措施并对设备进行全面检查,了解运行情况,掌握缺陷,并对特殊缺陷作出相应的技术措施。
2)根据检修记录和设备缺陷单,准备好更换零件。
3)阀门的准备:
现场所用的各种规格型号的阀门要有一定数量的备品。
4)工具准备:
各种活扳手、梅花扳手、套筒扳手、手锤、大锤、锉刀、平面刮刀、螺丝刀、撬棍、行灯、及各种研磨工具、研磨板、套管、工具袋、布剪子、挖填料用的钩子、手拉葫芦、安全带等。
5)材料的准备:
研磨用的研磨膏、砂布、石棉板、齿形垫、缠绕垫、各种类螺丝、破布、黑铅粉、红丹粉、黄甘油、洗油、各种规格的柔性石墨和石棉盘根等。
6)现场准备:
如检修大型阀门或节流孔板法兰时,应由起重人员在检修前搭好架子,以便检修时拆卸阀门用。
每次检修前,应尽可能把工具与材料准备齐全,以免对次浪费人力和时间。
7)工作人员应学习检修工艺技术措施,掌握安全措施,确保安全,为保证质量做好基础。
6安全作业及工艺注意事项:
1)工作人员应熟悉阀门的结构,各部件的作用,技术要求的检修工艺。
2)工作人员应熟知各种工具使用方法及安全规程中的有关部分。
3)工作人员应熟知各系统布置。
4)检修工作开始前,接到运行人员许可工作的通知后,应检查有关系统的切断情况。
5)拆卸阀盖或法兰,人员应站在撬棍、阀盖和法兰德侧面,以防止余热伤人。
6)当阀门从管道上割下时,应由焊口中心割开,焊口中心必须做好记录。
7)起重工具应全面检查,必须符合规定方可使用。
8)拆或紧螺栓时,拿扳手的手不应在扳手前方,以防手被扎伤。
9)阀门使用前应作1.25倍公称压力试验,更换零件要符合图纸要求,如采用代用材料时,应经有关部门鉴定和批准。
10)拆卸阀门时应做好标记,安装时应注意介质流动方向,防止将阀门装反。
11)阀门检修过程中,应有专人负责并坚持到底,这样能积累检修资料和经验提高检修质量。
12)高空作业除应遵照安全工作规程外,工作人员还应注意,站立位置及余汽喷射方向,以防止余汽烫伤。
7阀门检修的一般常识:
1、阀门研磨材料及用途:
棕刚玉:
适用于研磨碳钢、合金钢可锻铸铁等阀件。
白刚玉:
适用于淬硬钢阀件的精度研磨。
墨色碳化硅:
适用于研磨硬质合金、高硬度等阀件。
320号磨粉、M28-M14磨粉、M7磨粉以及粗细磨膏。
磨粉标号大颗粒粗,可用于普通阀件的粗研磨。
磨粉标号小,颗粒细,适用精研磨。
2、密封面的研磨:
研磨就是使磨粉承受研具的压力对密封面进行微量研削,使阀门密封面得到准确的几何形状,较高的硬度和较低的表面粗糙度的工艺加工过程。
包括准备、检查、研磨及检验。
准备阶段:
准备好研磨用的物料,选好研磨用具,调试研磨机和被研磨密封面的检验工具等。
清洗:
经清洗后,用红丹粉试红,检查密封面印影,确定密封面密合情况。
或用铅笔在阀瓣和阀座上划几道同心圆,然后将阀瓣密合旋转,检查铅笔圆圈擦掉情况,确定密封面密合情况。
如果密封面密封不好,可用标准平板分别检查阀瓣和阀座密封面,确定研磨位置。
研磨过程:
研磨过程分粗研、细研、和抛光。
粗研为了消除密封面上的擦伤、压痕、蚀点等缺陷。
使密封面得到较高平整度和一定的表面粗糙度,为密封面的细研打下基础。
粗研采用粗砂纸或粗研膏,其粒度为80#-280#。
粒度粗,切削量大,效率高,但切削纹路较深。
密封面较为粗糙,需要细研。
细研采用砂纸或细粒研磨膏其粒度为280#-W5。
对于技术要求较高的进行抛光。
表面粗糙度Ra<0.08的密封面用氧化铬等极细的抛光剂涂在毛毡或金丝绒上进行抛光,也可用W5或更细的微粉与机油、煤油等稀释后对密封面互研。
但这种方法不适宜长时间研磨。
靠研具自重,研几下即可。
检验:
用红丹粉试红,检查密封面印影,确定密封面密合情况。
或用铅笔在阀瓣和阀座上划几道同心圆,然后将阀瓣密合旋转,检查铅笔圆圈擦掉情况,检验密合情况。
3、阀门填料的检修:
阀门盘根密封严密与否,直接与检修和维护的质量有关,是大小修与维护工作的一项很重要的工作。
1)盘根的规格与使用
盘根大多数是绳状,截面大多是方形,规格有6、8、10、15、…30毫米等多种。
缠绕柔性石墨填料成环状,其截面也是方形或三角型,使用时可直接填入。
绳状填料用多少切多少,切口成45°
斜口,弯成环状填入填料函。
填料的种类:
铜丝石棉橡胶盘根、镍丝石棉橡胶盘根、缠绕柔性石墨盘根等。
所需盘根长度计算公式:
(轴颈+盘根宽)×
1.07×
3.14。
盘根截面计算公式:
(填料箱直径+阀杆直径)/2。
选用盘根原则:
宁大不小,宁紧勿松。
2)、阀门填料检修注意事项
填料压盖与阀杆的间隙不能过大,一般为0.1~0.2毫米,阀杆与填料接触的部分要光滑,腐蚀深度不能超过0.1毫米,填料开裂或太干都不能使用。
填料压盖要平整不能有弯曲变形,压盖螺丝紧力要均匀,四周间隙要一致。
更换旧填料时,盘根钩子的硬度不能大于阀杆材料的硬度。
换新填料时,各层接口应错开180°
,上下搭接,每装入1~2层应用压盖压紧一次,不能装满一次性压紧。
每一层填料都要压实,对于填料函较深的阀门应制作专门的假压盖保证每一层填料都要压实。
然后拧紧压盖螺丝时,压盖伸入填料函的深度为可深入部分的1/3,且不得小于5毫米,以便留有热紧余量。
4、一般解体检修:
1)、解体前的检查应全面。
清理检查的内容有:
首先将阀门外部清理干净,进行外部检查,根据痕迹判断是否有外漏和裂纹,并查阅运行记录。
把阀门开关一次,松紧是否一致,判断阀杆是否弯曲、卡涩,置阀门于开启位置。
2、解体检查内容及要求
1)解体后,检查阀杆的弯曲和磨损腐蚀情况,阀杆与填料接触的部位应光滑平直,阀杆腐蚀和磨损深度不应超过0.1毫米,阀杆弯曲不得超过0.1毫米,否则应更换新杆,但材质应与原材质相同。
2)检查阀体与阀盖有无裂纹、砂眼,一般高压阀门对于应力集中的部位着重检查,如有威胁的裂纹或缺陷应更换或补焊处理。
3)检查阀瓣(阀盘)与阀座间的密封面或阀线擦伤、冲刷和磨损情况,如麻点或凹坑的深度在0.5毫米以内用研磨的方法处理,如超过0.5毫米应车削或堆焊后车削再作研磨处理。
4)阀杆螺纹、阀杆螺母、连接螺栓等认真清理,并仔细检查有无损坏,配合是否良好,高压阀门螺栓还应做金相检查和长度检查,不合格的应处理。
5、阀门与管道连接注意事项
1)法兰螺栓拧紧完毕后,需用塞尺检查法兰四周间隙,检查法兰有无不平行现象。
2)对于合金钢螺栓,应在拧紧前和拧紧后用千分尺分别测量各螺栓的长度,并作好记录,根据记录计算螺栓的伸长率,并应符合规定标准。
3)阀门与管道连接时,不能强行对口,否则会影响阀门的正常工作,甚至会拉坏阀体。
6、阀门常见缺陷的处理
1)阀体泄漏的原因和消除方法
–
(1)原因:
制造时铸造质量不合格,主要是铸造应力过大,在热应力的作用下产生和扩大裂纹,阀体有裂纹或砂眼在厂家未消除或者是阀体在补焊中产生应力裂纹。
–
(2)消除方法:
在漏点或应力比较集中的部位,在此处用砂轮磨光,露出金属光泽,用4%硝酸溶液浸蚀,便可显示出全部裂纹,然后铲净有裂纹和砂眼的金属层,并开出焊接坡口,进行补焊。
补焊后热处理消除焊接应力。
2)阀门填料泄漏的原因和消除方法
(1)原因;
填料材质选错或质量不合格、密封圈内径过大或未装、填料压盖未压紧或因压得过紧而把填料压酥、填料压盖与阀杆或填料函的间隙过大、阀杆弯曲超过质量标准或阀杆缺陷较严重、填料加装未按要求进行操作。
(2)消除方法;
按介质参数和填料函的间隙选择填料,按加装操作要求更换新填料,每一圈填料都要压紧并留有热紧余量,热态时要热紧几次。
填料压盖四周间隙要一致。
阀盖或填料压盖泄漏要及时拧紧,如仍然泄漏须冷态处理检查阀杆有无贯穿性丝纹或其他缺陷,作出处理。
3)阀瓣与阀座密封面泄漏的原因和消除方法
(1)阀门没有关严或卡涩,应改进操作,重新开启后再关闭。
若为电动门,应检查行程指示是否正确,如不正确,则应松开联轴器,按照前面所讲的阀芯的调整的方法对阀芯(或阅杆)进行重新调整,使其能关闭严密。
如调整正确,但阀门仍然关不严密,就应考虑可能是阀线上有缺陷,这样应在阀门停用后进行解体检查和处理。
(2)研磨质量差,应改进研磨方法,重新解体研磨。
(3)阀瓣与阀杆间隙过大,造成阀瓣下垂或接触不好,应重新调整瓣与阀杆间隙,或更换阀瓣和螺母。
(4)密封面材质不良或被杂质卡住,应重新更换或堆焊研磨密封面,清除杂质。
高低压旁路阀减温水调节阀,阀瓣与阀座密封面泄漏应阀瓣与阀座配对研磨,严重缺陷应线车削再研磨。
闸阀检修规程
闸阀又叫闸板阀,利用闸板来控制关断阀门。
按闸板的结构形式,可分为楔形闸阀和平形式闸阀。
楔形闸阀是利用楔形密封面之间的压紧力作用达到密封目的。
平行式闸阀的阀体中有两块对称且平行放置的圆盘,圆盘中间放有楔块。
阀门关闭时,楔块使圆盘张开,紧压阀体的密封面,截断通道;
阀门开启时楔块随闸块一起上升,扩大了通道,从而增加流量。
按闸阀启闭时阀杆运动情况分为明杆式和暗杆式。
明杆式在开启时,阀杆随阀板同时升降;
而暗杆式阀杆只能做旋转运动而不能上下升降,不随阀板上下升降。
阀门的检修工艺方法:
1阀门的解体:
1)电动阀门应切断电源。
如果需要拆除电源线。
2)拆除电动操作装置或传动机构或手轮。
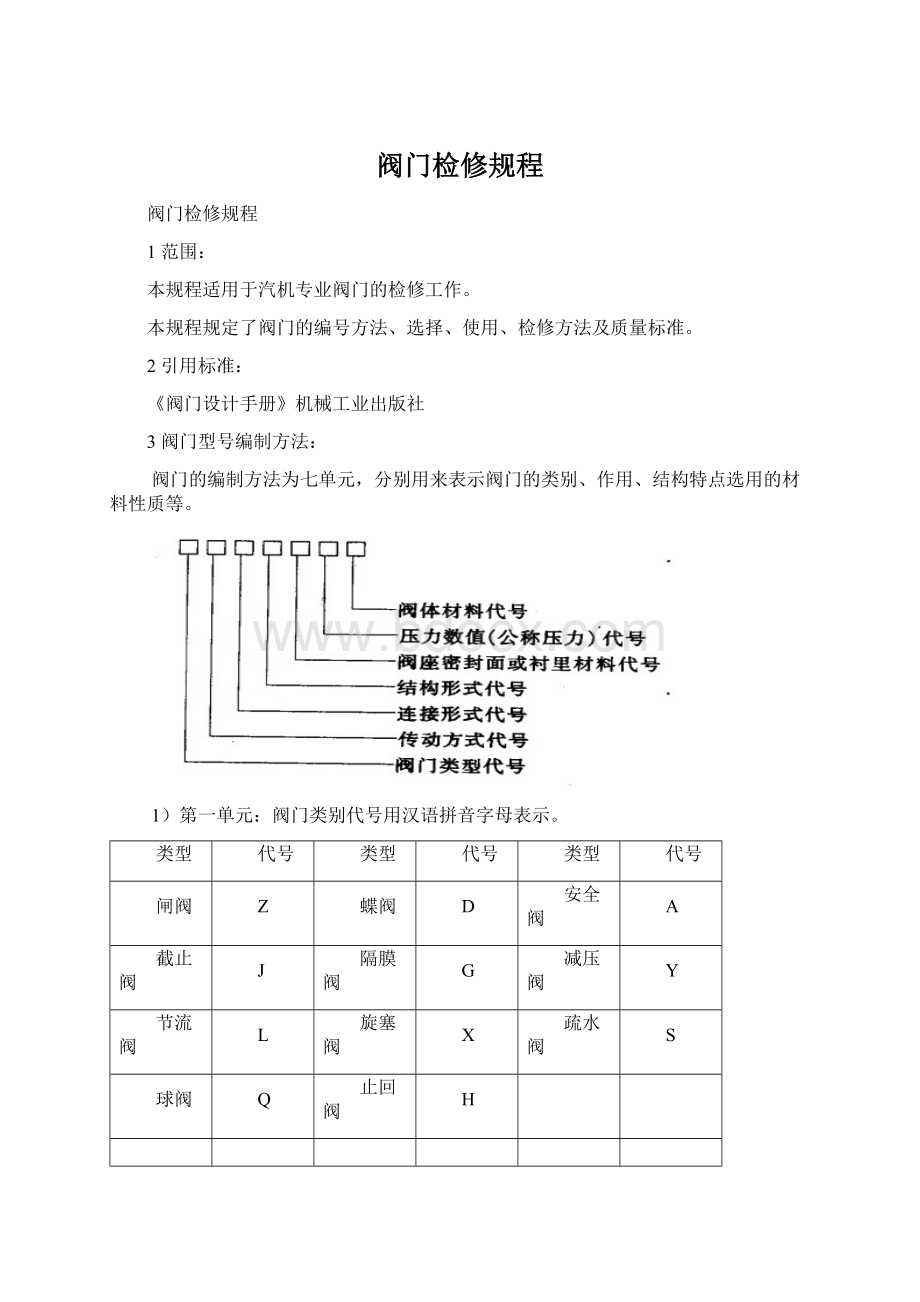
3)手动闸阀结构如下图所示:
1-楔式闸板2-阀体3-阀盖4-阀杆1-楔式闸板2-套筒螺母3-阀体4-阀杆
5-填料6-填料压盖7-套筒螺母8-压紧环5-阀盖6-止推凸肩7-填料函法兰
9-手轮10-压紧螺母11-键8-填料9-填料压盖10-手轮
图1明杆式闸阀图2暗杆式闸阀
4)旋开阀盖法兰螺栓,将阀盖、阀杆连同阀芯一同取下。
5)顺时针旋转手轮,将阀杆旋下。
6)旋开手轮螺母,将手轮取下,把键放在盒内收好。
7)螺纹杆铜套拆下。
2清扫检查:
1)清扫全部零件。
2)检查阀体、阀盖有无裂纹、缩孔夹渣和腐蚀等缺陷,填料室内有无垢痕,法兰是否平整光滑。
有无沟痕和腐蚀。
3)检查阀座和阀芯的密封面是否光滑、有无沟痕。
4)检查阀杆表面是否光滑有无磨损、沟痕和腐蚀。
螺纹有无磨损和损坏。
5)检查阀杆铜套螺纹有无磨损和损坏。
6)电动传动机的检查:
①将电动机构密封压盖打开。
②扳动手动
电动转换手柄,检查传动是否脱开或挂上。
③检查电动传动齿有无损坏。
④将传动机构内的润滑脂更换。
3组装:
1)所有零件清扫检查合格后,按解体相反的顺序组装。
2)组装时零件的相互接触后及螺纹上应涂黑铅粉。
3)填料和垫都应更换。
填料对接处应切成45°
,上下对接成一圈,每圈对接处应错开90°
。
4)在轴承、传动机构齿轮等处应加入润滑脂。
5)对于电动闸阀组装后,应进行电动开关调整。
6)填料压盖应压紧。
4闸阀的检修质量标准:
1)检查阀体和阀盖有无裂纹、缩孔、夹渣、冲刷和腐蚀等缺陷,填料室无纵向沟痕,法兰平整光滑,无沟痕和腐蚀。
2)阀座和阀芯密封面光滑,无裂纹和沟痕,接触痕迹连续均匀,阀芯应留有磨损余量。
磨损严重时更换。
3)阀杆表面光滑,无磨损和腐蚀,螺纹完整无损坏,弯曲度≤0.1mm,与阀芯连接灵活可靠。
4)填料压盖无变形,紧固后无倾斜,四周均匀,填料室内孔与阀杆间隙为0.15-0.30mm,阀杆与填料压盖内孔的间隙为0.30-0.50mm.
5)阀杆铜套螺纹无磨损和损坏,与阀杆配合良好,不松旷、不卡涩。
6)法兰紧固后四周间隙均匀。
7)轴承转动灵活,滑道滚体光滑,滚珠架无损坏。
8)螺栓螺母配合良好,不松旷、不卡涩。
9)阀门组装正确,开关灵活,开关指示正确,不卡涩。
10)进行工作压力的1.25倍水压试验5分钟,闸板后无漏泄。
截止阀检修
截止阀是利用阀盘控制启封的阀门。
阀盘是由阀杆来控制的,阀杆顶端有手轮,中间有螺纹及填料函密封段。
对于小型内螺纹截止阀,阀杆螺纹在阀体内。
对于大型截止阀,则螺纹处在阀体表面。
当阀杆旋转时,它在螺母中做上下运动。
所以可由阀杆露出阀盖的高度来判断阀门开启程度。
截止阀根据连接方式不同,可分为螺纹连接和法兰连接。
截止阀的结构形式有多种,有标准式、流线式、直流式、角式。
标准式又称球心式,阻力较大;
流线式、直流式阻力较小,使用较普遍。
角式截止阀用于管路的直角转折处。
截止阀主要用于蒸汽管路上,但也可用于给水和压缩空气、真空等管路系统中。
截止阀检修的工艺方法:
1阀门解体:
a内螺纹连接b法兰连接
1-阀座2-阀盘3-铁丝圈4-阀体5-阀盖6-阀杆7-填料8-填料压盖螺母
9-填料压盖10-手轮11-阀座12-阀盘13-垫片14-开口锁片15-阀盘螺母
16-阀体17-阀盖18-阀杆19-填料20-填料压盖21-螺母22-手轮23-轭
24-螺栓
图3截止阀
1)电动阀门应切断电源,如需要可拆除电源线。
2)拆除电动操作装置或传动机构等。
3)松开阀盖法兰螺栓,将阀盖、阀杆连同阀芯一同取下。
4)将填料压盖螺栓松开,挖出填料。
5)将手轮拆下,旋转阀杆使其与阀盖脱开。
2清扫检查:
1)清扫全部零件。
2)检查阀体和阀盖有无裂纹、夹渣、冲刷和腐蚀等缺陷。
填料室有无裂纹和纵向沟痕,法兰面是否平整光滑,有无沟痕和腐蚀。
3)检查阀座和阀芯的密封面是否光滑,有无裂纹和沟痕等缺陷,并用红丹粉检查其接触情况。
4)检查阀杆表面是否光滑,有无磨损、沟痕和腐蚀、螺纹有无磨损和损坏。
3组装:
1)所有零件清扫检查后,按与解体相反的顺序组装。
2)组装时各零件的相互接触面及螺纹上应涂上黑铅粉。
轴承和螺杆上应加润滑脂润滑。
3)填料和垫应更换,填料对接处切成45°
,上下对接成一圈,每圈对接处错开90°
4)组装后应调整电动阀门的开关位置。
4质量标准:
1)检查阀体和阀盖有无裂纹、缩孔、夹渣、冲刷和腐蚀等缺陷。
2)阀座和阀芯密封面光滑无沟痕。
接触痕迹连续均匀。
3)阀杆表面光滑,无磨损和腐蚀,螺纹完整无损坏,弯曲度≤0.08
mm。
4)填料压盖无变形,紧固后不倾斜,四周间隙均匀。
5)阀杆螺纹与阀盖上铜套配合良好不松旷、不卡涩。
6)法兰紧固后,四周间隙均匀。
7)轴承转动灵活,滑道、滚珠应光滑,砂架无裂纹和磨损。
8)螺栓、螺母配合良好,不松旷、不卡涩。
9)阀门组装正确,开关灵活,电动阀门开关位置正确。
10)组装后的阀门,应进行工作压力1.25倍的水压试验,各处无漏泄现象。
蝶阀检修规程
蝶阀的开闭为圆盘形,它绕阀体内一固定轴旋转。
可旋转90°
位置。
常用在冷却水系统,凝结水系统及凝结水除盐系统。
1蝶阀检修的工艺方法:
图4电动蝶阀
1)电动蝶阀先切断,必要时将电源线拆除。
2)旋开阀门出口、入口法兰螺栓,将阀门从管道上拆下。
3)转动手轮或扳动杠杆,检查阀芯与胶套的接触是否严密。
4)旋开操作机械的连接螺栓,拆除操作机械。
5)拆除阀杆与阀芯的定位销,取出阀杆和阀芯。
6)清扫全部零件。
7)检查胶套及橡胶件有无裂纹、气孔、和老化等缺陷。
8)检查阀芯有无裂纹和腐蚀,与阀杆连接是否可靠。
9)检查阀芯有无弯曲和腐蚀现象。
10)按与解体相反的顺序进行组装,螺纹上涂上黑铅粉。
11)组装后进行开关试验,检查开关位置是否正确,否则进行调整。
2质量标准:
1)胶套和橡胶件无裂纹、气孔、变形和老化等现象。
2)阀芯无裂纹和腐蚀与阀杆连接牢固可靠。
3)阀杆无弯曲和腐蚀。
4)阀芯与胶套接触良好,密封严密可靠。
5)螺栓与螺母配合良好,螺纹定套无损坏。
6)法兰面平整、无变形,紧固后法兰不倾斜、不错位。
7)阀门开关灵活,不卡涩,开关位置正确。
逆止阀检修规程
逆止阀又称止回阀。
分升降式和旋启式两种类型。
升降式止回阀的结构与截止阀相同,但阀盘上有导杆可以在阀盖的导向套筒内自由升降。
当介质自下向上流动时能推开阀盘而流过;
若流向相反,则阀盘下降截断通路,阻止逆流。
升降式逆止阀安装在水平管路上,且使阀盘的轴线严格地垂直于水平面,这样才能保证阀盘的灵活升降与可靠工作。
旋启式逆止阀是利用摇板来启闭的。
介质由盘下进入时,阀盘被介质的压力抬起,将通路打开。
当介质逆向流动时,阀盘在自身重量的作用下,落到本体的阀座上,将会自然关闭。
逆止阀的检修方法:
1阀门解体:
a升降式逆止阀b旋启式逆止阀
1-阀座2-阀盘3-阀体4-阀盖5-向导套筒6-摇杆7-摇板8-阀座密封圈
9-枢轴10-定位紧固螺钉与锁母11-阀盖12-阀体
图5逆止阀
1)将阀盖螺栓旋下,取下阀盖。
2)升降式的可以直接取出阀芯;
旋启式的先松开销轴端部螺母,启出销
 升级会员
升级会员 