刀具复习题库Word文件下载.docx
《刀具复习题库Word文件下载.docx》由会员分享,可在线阅读,更多相关《刀具复习题库Word文件下载.docx(15页珍藏版)》请在冰豆网上搜索。
18、简述车刀标注参考系的假定条件。
进给运动只考虑方向,不考虑大小(即不考虑合成切削运动);
刀刃上选定点与工件中心等高;
刀杆垂直工件轴线。
19、在图中标出基面、切削平面、正交平面、法平面、背平面和假定工作平面。
20、正交平面参考系中的六个独立角度是[λs]、[γo]、[κr]、[αo]、[κr'
]、[αo'
]。
21、正交平面参考系中常用的三个派生角度是[βo(楔角)]、[ψr(余偏角)]、[εr(刀尖角)]。
22、在图中标出前角、后角、主偏角、刃倾角、副偏角、副后角。
23、在图中标出楔角、余偏角、刀尖角。
24、切削中,切屑流出的刀面是[前刀面],与工件上[过渡表面]表面对应的刀面是后刀面,与工件上已加工表面对应的刀面是[副后刀面]。
25、主切削刃由[前]刀面和[后]刀面相交而成,副切削刃由[前]刀面和[副后]刀面相交而成,过渡刃位于[主切削刃]和[副切削刃]相交处。
26、在工作参考系与标注参考系中完全重合的坐标平面是[法平面]。
27、切槽时,由于进给运动的影响,刀具的[前]角增大,[后]角减小。
28、当刀具的工作后角小于等于0度时,刀具丧失[切削]能力。
29、在车床上用前角为10度,后角为6度,主偏角为90度,刃倾角为0度,副偏角为1.5度,副后角为2度的切断刀切断直径为40mm的工件,进给量为1.5mm/r,主轴转速为80r/min,背吃刀量为5mm,计算剪断芯柱的直径。
30、车削螺纹时,由于进给运动的影响,螺纹刀左侧刃前角变[大]后角变[小],右侧刃前角变[小]后角变[大]。
31、在车床上用主偏角90度,副偏角1度,前角15度,后角7度,刃倾角0度,副偏角1度,副后角3度的切断刀切断直径50mm棒料,刀刃安装高于工件中心0.4mm,计算切断后端面留下的剪断芯柱直径。
32、切断时,切削刃低于工件中心会导致,工作前角变[小],工作后角变[大]。
33、切削层:
工件上正被刀具切削着的一层金属
34、切削层参数是[切削层公称厚度]、[切削层公称宽度]、[切削层公称面积]。
35、在图中标出切削层参数。
36、切削方式可根据切削刃形状分为[自由]切削和[非自由]切削,也可根据刃倾角分为[直角]切削和[斜角
]切削。
37、自由切削:
一条直线切削刃参加切削二维切削(变形发生在平面内)。
38、非自由切削:
曲线切削刃或多条直线切削刃参加切削三维切削(变形发生在立体空间)。
39、工作角度:
工作角度是刀具在实际工作状态下的角度是动态角度。
40、进给运动:
使主运动能够继续切除工件上多余金属,以便形成工件表面的运动称为进给运动。
41、简述刀具材料应具备的性能。
1)高硬度和耐磨性
2)足够的强度和韧性
3)高耐热性
4)良好的热物理性能和耐热冲击性能
5)良好的工艺性
6)经济性
42、刀具材料可分为工具钢、[硬质合金]、[陶瓷]、[超硬材料],其中工具钢包括[碳素工具钢]、[合金工具钢]、[高速钢]。
43、低速手用工具使用[碳素工具钢]制作,低速机用工具使用[合金工具钢]制作。
中速机用工具使用[高速钢]制作,高速机用工具使用[硬质合金]制作。
44、[硬质合金]由高硬度、高熔点的重金属[碳化物](WC、TiC、TaC钽、NbC铌)粉末和金属[结合剂](Co、Ni)粉末冶金而成。
45、刀具涂层按层数可分为[单涂层]和[多涂层],按厚度可分为[纳米涂层]和[微米涂层],按作用可分为[硬涂层]和[软涂层]。
46、[错]涂层刀具可以焊接和刃磨。
(判断题)
47、陶瓷刀具材料可分为[高纯氧化铝]陶瓷、[复合氧化铝]陶瓷、[复合氮化硅]陶瓷
48、超硬刀具材料包括[金刚石]和[立方氮化硼]。
49、[错]金刚石车刀适合精车淬硬钢。
50、切屑的形成过程依次为[弹性变形]、[塑性变形]、[挤裂]、[切屑]。
51、简述切削塑性材料时的三个变形区及其变型特征。
第一变形区,切削层内的剪切滑移塑性变形区,剪切滑移;
第二变形区,切屑底层受到前刀面挤压摩擦的塑性变形区,内摩擦、外摩擦变形;
第三变形区,已加工表面受到后刀面挤压摩擦的塑性变形区,摩擦变形。
52、在图中标出三个变形区的位置。
53、剪切角:
第一变形区简化成的剪切面与切削速度的夹角。
54、[错]剪切角可以采用麦钱特公式或李和谢弗公式进行精确计算。
55、切屑与前刀面的接触区分为粘结区和滑动区,粘结区的是[内]摩擦,滑动区是[外]摩擦,其中[内]摩擦大于[外]摩擦。
56、内摩擦的实质是[切屑底层的滑移变形]。
57、简述积屑瘤的成因及预防措施。
切削塑性金属,形成连续切屑,切屑底层与前刀面粘结形成滞留层;
抑制措施
1)预热处理,减小工件塑性
2)增大刀具前角γo≥35°
,积屑瘤基础不能形成
3)减小f,减小前刀面正压力,避免冷焊发生
4)改变v,避开积屑瘤生长区间(HSS低速宽刀精车Y高速精车)
5)采用加热切削或低温切削
6)使用润滑性能好的切削液,破坏冷焊条件
58、简述积屑瘤的利弊及其对粗精加工的影响。
利:
保护刀刃(稳定的积屑瘤)
增大前角为30°
左右
弊:
过切
引起振动,已加工表面质量下降
磨损刀具
弊大于利,稳定的积屑瘤对粗加工有利,对精加工不利
59、衡量切屑变形的参数中[相对滑移]更能反映变形的真实情况,[变形系数]更容易实际测量。
60、简述切屑的类型及其切削特征。
1)带状切屑,切削特征:
切削力平稳表面粗糙度小
2)挤裂切屑,切削特征:
力的波动较大表面粗糙度高
3)单元切屑,切削特征:
力的波动更大粗糙度更高有鳞刺出现
4)崩碎切屑,切削特征:
力的波动最大表面凸凹不平易破坏刀具对机床不利
61、切屑的类型有[带状]切屑、[挤裂]切屑、[单元]切屑、[崩碎]切屑,产生[带状]切屑时加工精度最高,切削脆性材料产生[崩碎]切屑。
62、切削力:
切削过程中作用在工件或刀具上的力
63、简述切削力的来源。
来源
克服被加工材料对弹性变形的抗力
克服被加工材料对塑性变形的抗力
克服切屑对前刀面、过渡表面和已加工表面对后刀面的摩擦
64、切削塑性材料时切削力来源于[弹性]抗力、[塑性]抗力、[切屑]与前刀面的摩擦力、[过渡表面]与后刀面的摩擦力。
65、切削热产生于剪切面的[变形]功、切屑与前刀面接触区[变形]功和[摩擦]功、后刀面与过渡表面接触区[变形]功和[摩擦]功。
66、简述切削热的传散途径及其对加工的影响。
切屑:
对加工无影响
工件:
热变形,影响加工精度和表面质量
刀具:
加剧刀具磨损,热变形影响加工精度
周围介质(空气、切削液):
67、切削热的传散途径有[切屑]、[刀具]、[工件]、[周围介质]。
68、简述温度场的分布。
1)剪切面上各点温度基本一致
2)温度最高点在前刀面上距离切削刃较近处
3)剪切区域内,垂直剪切方向的温度梯度较大
4)垂直前刀面的切屑底层温度梯度大
5)后刀面上和工件接触区较短,受到一次热冲击
6)不同材料温度分布有区别
7)工件导热系数低,刀具前后刀面温度高
69、切削温度的高低取决于[产生]热量和[散失]热量的平衡。
70.切削塑性材料时,刀具上温度最高处位于[前刀面]上接近[切削刃]处,切削脆性材料时切削温度最高处位于[后刀面]上[切削刃]处。
71.切削用量中,对切削温度的影响程度依次为[切削速度]大于[进给量]大于[背吃刀量]。
72.刀具的失效形式包括[磨损]和破损,破损又可分为[塑性]破损和[脆性]破损。
73.刀具的磨损形态分为[前刀面]磨损、[后刀面]磨损、[边界]磨损。
74.刀具磨损的原因有[机械]磨损、[粘结]磨损、[扩散]磨损、[热电]磨损、[化学]磨损。
其中[扩散]磨损通过[粘结]磨损表现出来,[热电]磨损会促进[扩散]磨损。
75.刀具磨损的过程分为[初期磨损]阶段、[正常磨损]阶段、[急剧磨损]阶段。
76.耐用度:
刃磨后的刀具从开始使用到达到磨钝标准为止所使用的纯切削时间
77.最高生产率耐用度比最低成本耐用度[小],正常生产中应采用[最低成本]耐用度。
78.切削用量对刀具耐用度的影响依次为[切削速度]大于[进给量]大于[背吃刀量]。
79.已加工表面的形成经历了[撕裂]、[挤压变形]、[弹性恢复]和[摩擦]的过程。
80.表面质量涵盖表面[几何学]和表面[材质]两个方面的问题。
81.已加工表面质量的衡量指标有表面[粗糙度]、表面加工[硬化]程度和[硬化层]深度、[残余应力]的大小和分布。
82.由于刀具几何形状和切削运动形成的粗糙度称为[理论]粗糙度。
83.有一刀尖圆弧半径为零的75°
外圆车刀,其副偏角Kr'
=15°
,当切削速度v=30m/min,进给量f=0.8mm/r,背吃刀量ap=1mm时,求主偏角Kr及其残留面积高度。
84.形成鳞刺的四个阶段是[抹拭]、[导裂]、[层积]、[切顶]。
85.已加工表面的加工硬化可以用[硬化]程度或[硬化层]深度来衡量。
86.已加工表面的残余应力分为[压]应力和[拉]应力。
其中[压]应力可以提高疲劳强度。
87.残余应力产生的原因有塑性变形引起的[压]应力,切削温度引起的[热]应力,金相改变引起的[体积]应力。
88.灰铸铁、白口铁、球墨铸铁、马口铁中按切削加工性从难到易依次为[白口铁]、[马口铁]、[灰铸铁]、[球墨铸铁]。
89.索氏体、片状珠光体、铁素体、球状珠光体、马氏体、回火马氏体、渗碳体中按从难到易依次为[铁素体]、[球状珠光体]、[片状珠光体]、[索氏体]、[回火马氏体]、[马氏体]、[渗碳体]。
90.改善材料切削加工性的途径有调整[化学]成分、[热处理]、改善[切削条件]。
91.影响材料加工性的因素有[物理力学性能]、[化学成分]、[金相组织]以及[加工条件]。
92.根据材料的[相对加工性]可将材料的切削加工性分为8级。
93.切削液分为[非水溶性]切削液和[水溶性]切削液。
94.切削液具有[冷却]、[润滑]、[清洗排屑]、[防锈]作用。
95.切削液渗入工件和刀具之间的途径有[毛细]作用、[泵吸]作用、[汽化分子扩散]。
96.起到润滑作用的是切削液吸附膜,据其形成机理可以分为[物理吸附]和[化学反应]。
97.添加剂的作用是改善切削液的性能,主要有[油性添加剂]、[极压添加剂]、[表面活性剂]、[其他添加剂]。
98.刃区的剖面形式有[锋刃]、[负倒棱]、[倒圆刃]、[消振棱]、[刃带]。
99.用YT14硬质合金车刀车削40Cr钢(σb=0.98GPa)外圆,刀具几何参数为前角γο=10°
,主偏角Kr=75°
。
所选用切削用量为:
切削深度ap=3mm,进给量f=0.25mm/r,试从表中查出各修正参数并求刀具的V60。
切削速度修正系数KV=KMvKTvKKrv,工件材料修正系数KMv=0.637/σb
系数及指数
加工材料
刀具材料
进给量mm/r
Cv
Xv
Yv
m
碳钢和合金钢
YT15(干切削)
f≤0.30
291
0.15
0.20
0.2
f≤0.70
242
0.35
f>0.70
235
0.45
刀具材料修正系数KTv
YT5
YT14
YT15
YT30
结构钢、铸钢
0.65
0.8
1.0
1.4
主偏角修正系数KKrv
30°
45°
60°
75°
90°
结构钢
1.13
0.92
0.86
0.81
100.砂轮由[磨料]、[结合剂]、[气孔]组成,特性由[磨料]、[粒度]、[结合剂]、[硬度]、[组织]决定。
101.人造磨料分为[氧化物]系、[碳化物]系、[超硬材料]系。
102.砂轮的结合剂包括[陶瓷]结合剂、[树脂]结合剂、[橡胶]结合剂、[金属]结合剂。
103.砂轮的硬度是指在[磨削力]作用下,[磨粒]从砂轮表面脱落的难易程度
104.砂轮的气孔分为[开式]和[闭式]两种,其中[开式]又可细分为[空洞]型、[蜂窝]型、[管道]型。
105.[空洞]型和[蜂窝]型气孔构成砂轮的内冷却通道。
106.单个磨粒的磨削过程为[滑擦]、[耕犁]、[切削]。
107.磨削的阶段分为[初磨]阶段、[稳定]阶段、[清磨]阶段。
108.砂轮的磨损分为[磨耗]磨损和[破碎]磨损,[破碎]磨损对砂轮损耗较大。
109.砂轮的破碎磨损分为[磨粒]破碎和[结合剂]破碎,在初期磨损阶段主要是[磨粒]破碎磨损,二期磨损阶段主要是磨耗磨损,三期磨损阶段主要是[结合剂]破碎磨损。
110.砂轮的修整的作用是去除[钝化]或[糊塞]的磨粒,使新磨粒露出来,同时增加有效[切削刃],提高加工表面质量。
111.车刀按结构分为[整体式]车刀、[焊接式]车刀、[装配式]车刀、[机夹可重磨式]车刀、[机夹可转位式]车刀。
112.简述车刀结构的发展和解决的主要问题。
整体式车刀到装配式车刀,解决了重型车刀的刃磨问题;
整体式车刀到焊接式车刀,解决了高性能刀具材料的使用问题;
焊接式车刀到机夹可重磨车刀,解决了焊接带来的刀具缺陷问题;
机夹可重磨车刀到机夹可转位车刀,解决了刃磨刀具带来的刀具缺陷问题。
113.焊接车刀上的刀槽类型分为[通]槽、[半通]槽、[封闭]槽,焊接应力最小的是[通]槽。
114.焊接车刀的刀杆常用[中碳钢]或[合金结构钢]材料制作。
115.焊接车刀的硬质合金刀片用其[牌号]来表示刀片材料,用其[型号]来表示刀片的形状。
116.车刀的刀杆截面形状有[矩形]、[正方形]和[圆形]。
117.焊接车刀焊接刀片后置于石灰粉中冷却或回火处理,是为了减小[焊接应力]。
118.成形车刀:
根据零件形状和尺寸,专门设计切削刃形状的车刀。
119.成形车刀按结构分为[平体]成形车刀、[棱体]成形车刀、[圆体]成形车刀。
120.成形车刀按进给方向分为[径向]成形车刀和[切向]成形车刀。
121.成形车刀角度是由[刃磨]和[安装]形成的。
122.简述成形车刀双曲线误差的成因和消除方法。
原因
误差1:
切削刃与工件母线不重合;
误差2:
切削刃与圆体刀母线不重合;
消除方法
前角为0
倾斜前刀面,使刃倾角为0
CAD设计,CAM加工
123.为减轻下一工序的切削负荷以及对工件倒角、修光,可在成形车刀上设置[附加刃]。
124.成形车刀制作中的检验样板用于检验[工作样板],工作样板用于检验[成形车刀廓形]。
125.沉孔加工应使用[锪钻],定位销孔的加工应使用[铰刀],深孔加工应使用[深孔钻],中心孔加工应使用[中心钻],大尺寸孔的精加工应使用[镗刀]。
126.在图中标出前刀面、后刀面、副后刀面、主切削刃、副切削刃、过渡刃。
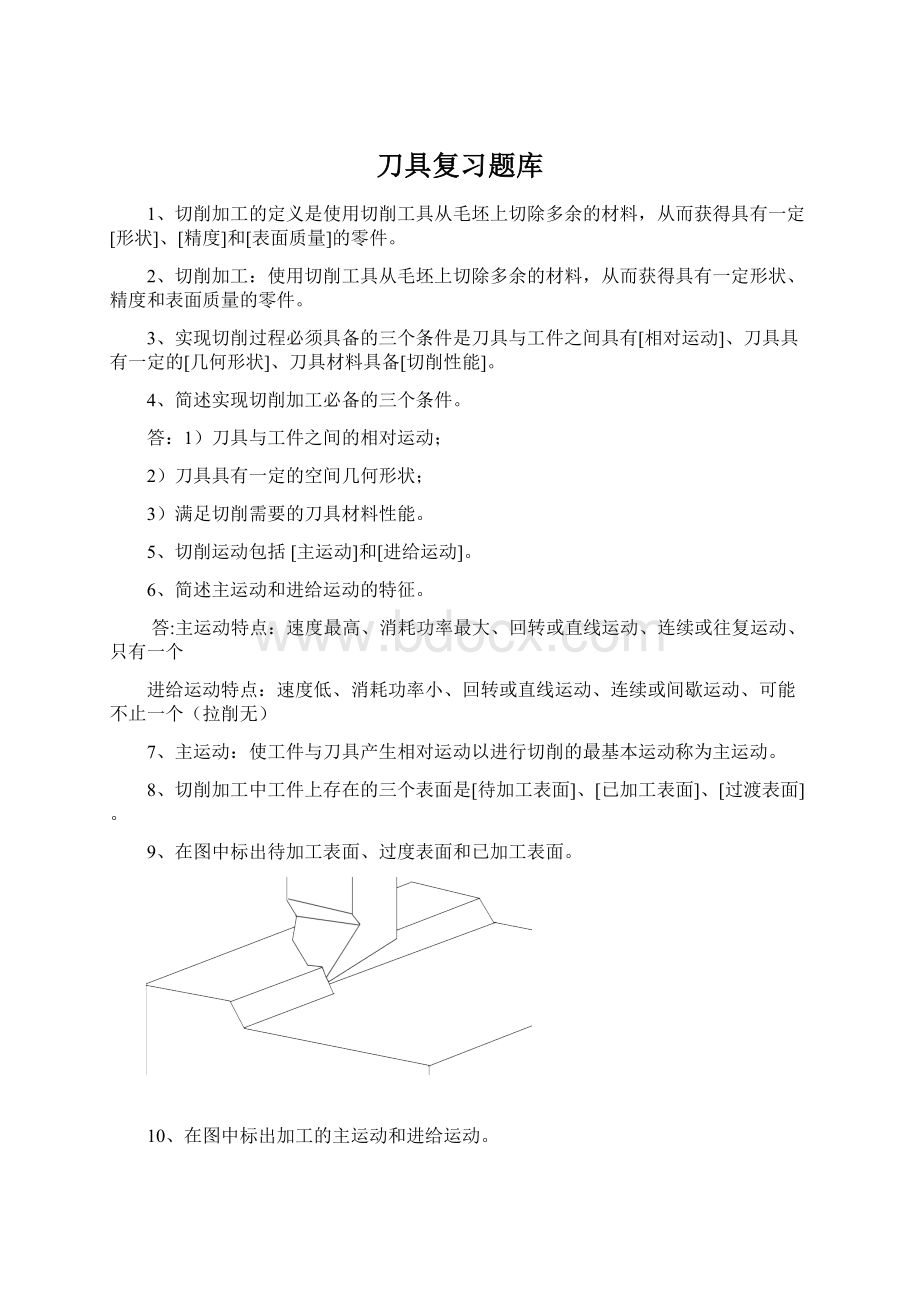
127.在图中标出待加工表面、过度表面和已加工表面。
128.在图中标出加工的主运动和进给运动。
129.在图中标出切削速度v、进给量f、背吃刀量ap。
130.构成正交平面标注参考系的平面是[基面]、[切削平面]、[正交平面],构成法平面标注参考系的平面是[基面]、[切削平面]、[法平面],构成背平面及假定工作平面标注参考系的平面是[基面]、[背平面]、[假定工作平面]。
131.车刀按用途分为[外圆车刀]、[端面车刀]、[内孔车刀]、[成型车刀]、[切断刀和切槽刀]。
132.简述焊接车刀的特点。
1、结构简单,制造方便
2、可根据需要进行刃磨
3、硬质合金利用充分
4、切削性能取决于工人刃磨水平,与现代化生产不适应
5、刀杆不能重复使用,浪费材料
6、材料线膨胀系数不同,产生热应力和裂纹(焊接和磨刀时)
133.焊接车刀刀片的牌号用于标示刀片的[材料],型号用于标示刀片的[形状]。
134.焊接车刀在焊接刀片时使用的是[钎焊]焊接。
135.焊接车刀在焊接刀片时使用的焊料是[铜]合金,焊剂是[工业脱水硼砂]。
136.简述机夹可重磨车刀的特点。
1、刀杆可重复使用,简化刀具管理
2、避免焊接产生应力和裂纹
3、刀杆可以热处理,提高支撑面硬度和强度(相当于提高刀片强度)
4、人工磨刀(应力、裂纹、磨刀水平)
5、刀杆制造复杂
137.简述机夹可转位车刀的特点。
1、使用方便,换刀时间短
2、切削性能稳定,适合大批量生产
3、是用高硬度刀垫,允许使用较薄刀片
4、通用性较差
5、不适合小尺寸刀具
138.在棱体成型车刀上,沿着切削刃远离工件中心方向,侧前角[减小],侧后角[增大],侧楔角[不变]。
139.在圆体成型车刀上,沿着切削刃远离工件中心方向,侧前角[减小],侧后角[增大],侧楔角[减小]。
140.在刃磨棱体成型车刀时,应保证[侧楔角]不变。
141.在刃磨圆体成型车刀时,应保证[前刀面距刀心距离]不变。
142.成型车刀廓形修正的方法有[作图法]、[计算法]。
143.简述成型车刀廓形修正的方法和特点。
作图法简单、直观、精度不高
计算法精度高、复杂
144.简述成型车刀进行廓形修正的已知条件。
1、零件的形状
2、αf、γf
3、圆体成形车刀外圆半径R
145.简述棱体成型车刀廓形修正图解法的步骤。
作工件主、俯视图,选点
作前刀面投影线,得刀上点
作后刀面投影线,得廓形深度
作刀具廓形图
146.简述圆体成型车刀廓形修正图解法的步骤。
最外点与水平线夹角αf作线,截R1长,得刀具圆心
作同心圆,得廓形深度
147.用图解法绘制加工图示零件的棱体成型车刀的廓形图。
解:
148.用图解法绘制加工图示零件的圆体成型车刀的廓形图。
149.计算加工图示零件的棱体成型车刀廓形,并绘制刀具廓形图。
150.计算加工图示零件的圆体成型车刀廓形,并绘制刀具廓形图。
 升级会员
升级会员 