数控伺服压力机数控系统上位机控制程序V10概要Word格式文档下载.docx
《数控伺服压力机数控系统上位机控制程序V10概要Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《数控伺服压力机数控系统上位机控制程序V10概要Word格式文档下载.docx(12页珍藏版)》请在冰豆网上搜索。
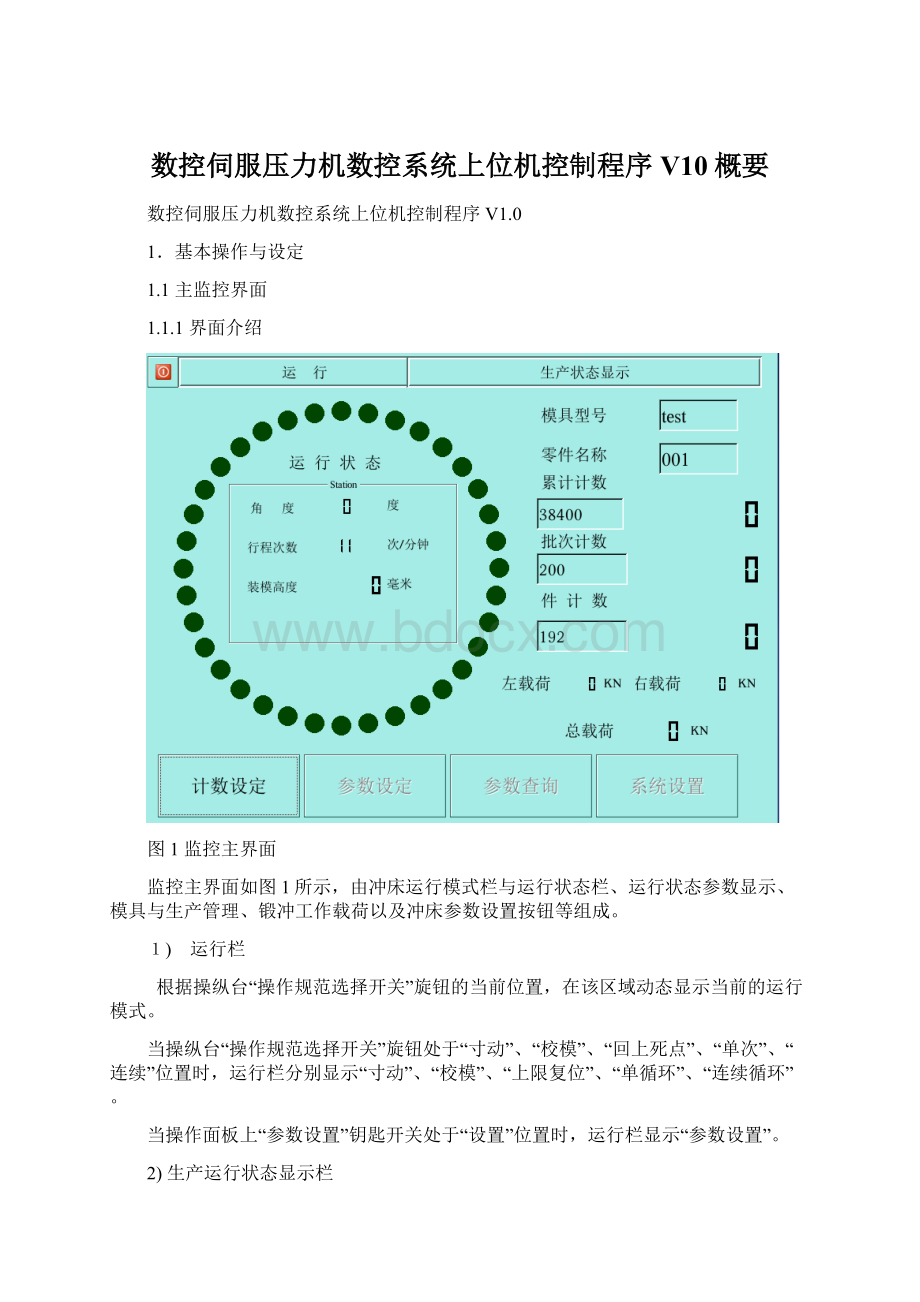
当操纵台“操作规范选择开关”旋钮处于“单次”位置同时双手按钮按下时,生产运行状态显示栏显示“单循环中”;
当操纵台“操作规范选择开关”旋钮处于“连续”位置时,如果接着按下“连续预置”按钮后,生产运行状态显示栏显示“连续预置”,如果接着将双手按钮按下时,生产运行状态显示栏显示“连续循环中”;
故障复位,连续停止,启动1按钮,启动2按钮,滑块调整,开模高度上移,开模高度下移,手动浓油润滑,脚踏开关,伺服就绪,运转准备好,故障,上限复位中,单循环中,连续循环中,滑块调整上移,滑块调整下移,手动润滑中。
当操作面板上“参数设置”钥匙开关处于“设置”位置时,生产运行状态显示栏显示“伺服就绪”。
3)运行参数显示
i)曲柄角度指示灯
用于跟踪显示曲柄当前所处的角度。
一圈共36个指示灯,指示灯的最小分辨率为10°
。
ii)运行参数显示
角度显示曲柄当前角度,范围0°
~360°
行程次数显示机器当前每分钟行程次数,单位为“次/分钟”。
装模高度显示当前加工模具装模高度值,单位为“毫米”。
4)模具与生产管理信息显示
*模具型号显示当前使用的模具型号,支持中文输入,从“参数设定”按钮可进入修改界面。
*零件名称显示使用该模具加工的零件名称,支持中文输入,从“参数设定”按钮可进入修改界面。
*累计计数累计计数栏前一编辑框显示生产零件的累计计数设置值,它可以由预置件数与预置批数的乘积得出或者在“计数设定”对话框中直接设置;
后一编辑框显示当前零件的已加工数量。
当加工零件总数等于累计计数设置值时,加工结束,冲床运行自动停止。
累积预置设置范围是0~9999999。
*批次计数“预置批数”栏前一编辑框显示生产零件的预生产批数设置值,它可以在“计数设定”对话框中直接设置;
后一编辑框显示当前零件的已加工批数。
当已加工零件批数等于预设置批数值时,加工结束,冲床运行自动停止。
*件计数“件计数”栏前一编辑框显示该零件每批的预生产件数设置,它可以在“计数设定”对话框中直接设置;
后一编辑框显示当前批次的已加工零件数。
如果当前批次中已加工零件数量等于预置件数时,冲床运行自动停止。
此时用户可从操纵台按下“连续预置”按钮后,按下双手按钮使曲柄超过135°
角后冲床即可重新进入下一批次的加工,并重新显示当前批次的已加工零件数。
5)加工载荷显示
显示当前的左吨位仪载荷、右吨位仪载荷和总载荷。
载荷值由系统吨位仪检测所得。
6)冲床参数设置按钮
冲床参数设置按钮主要有计数设定、参数设定、参数查询、系统设置等4个按钮。
其中“计数设定”用于累计预置、批参数预置、剪切预置等功能;
“参数设定”用于工艺参数、模具参数和电子凸轮的设置;
“参数查询”用于查询已有模具的加工工艺参数设置;
“系统设置”用于冲床生产厂家对机床系统参数进行设置,必须按照一定的权限密码才能进行相关的操作,冲床用户无需进行如何操作。
只有“参数设置”钥匙开关处于“设置(ON)”位置时,“参数设定”、“参数查询”、“系统设置”三个按钮才有效。
7)系统关闭
位于主监控界面的左上角、运行栏左边,用于关闭系统并且完成系统数据的保存工作。
1.2计数设定
开机后系统自动进入监控主界面,点击“计数设定”按钮,即可进入生产设定界面。
图2计数设定界面
计数设置界面如图2所示。
界面中包括三类设定操作:
累计预置、批参数预置、剪切预置。
1)累计预置
“累计计数”设置机器加工某一型号零件的总数,设置方式存在两种情况。
(1)如果“批参数预置”中“预置允许”标志选中,“累计预置”中的值由批量预置和批次预置的乘积所得,不需要再设置累计计数。
累计预置=批量预置*批次预置
(2)如果“批参数预置”中“预置允许”标志没选中,则“累计预置”中的值由用户设置。
“累计预置”设置范围是0~9999999。
2)批参数设置
“预置允许”标志选中,“批参数设置”有效。
“批次预置”:
零件需要加工的批次数。
“批量预置”:
每个批次中所需要加工的零件个数。
“批次预置”设置范围是0~999。
“批量预置”设置范围是0~99999。
3)剪切设置
“预置允许”标志选中,“剪切设置”有效。
“计数比例”为每次剪切的行程次数,当滑块的行程次数达到剪切比例设置值时,剪切一次,“件计数”和“累计计数”加1。
“剪切预置”设置范围是0~999。
4)计数清零
“计数清零”用于手动清除当前已加工零件的累计计数值、批次计数值、批量计数值等数值信息。
5)保存/下载
设置完成后,点击“保存/下载”,保存已改动的设置结果,并把最新的设置下载到PLC中。
6)退出
退出“计数设置”设定界面。
如果参数设定有改动而没有按“保存/下载”按钮进行保存和下载,系统会自动弹出警告对话框,如下图所示。
按“Yes”保存并下载参数,按“No”
1.3参数设定
控制面板上的“参数设置”钥匙开关处于“设置(ON)”位置,“参数设定”按钮有效。
1.3.1参数设置界面
“参数设置”进行零件加工工艺参数设置,包括行程段数、每段行程目标角度、目标角度停止时间设置以及模具信息的输入和编辑。
在工艺参数设置界面中包括“模具调节”,“凸轮设置”,“运动规律”,“保存/下载”按钮。
1)打开
在“模具型号”中输入模具文件名,然后点击“打开”按钮,如果该模具文件名存在,系统自动读出与该模具相关的所有工艺信息设置。
若模具文件不存在,系统显示提示“该工艺文件不存在,是否需要新建?
”,如果选择“Yes”,系统自动新建一新的模具文件,如果选择“No”,系统重新回到工艺参数设置主界面。
如果模具型号中无文件名,点击“打开”按钮,则系统弹出文件选择对话框,用户可从中点击选择并打开所需要的模具文件。
2)工艺参数
*“上限角”,“下限位置”,“上限位置”参数为出厂时设定,用户在使用中无需设定。
*“补偿”允许标志选中时,启动动态补偿功能。
*工艺设置时,首先设置行程段数,系统根据行程段数设定值激活相应的行程设定栏数。
*在每一个行程段中,有目标角,目标位置,速度,保压时间等字段,其中,目标角为每一段行程运行的终点;
目标位置根据目标角从系统自动获得;
速度以曲轴的最高速度的百分比来表示,输入范围是0~100。
(实例图)
3)模具调节
点击“模具调节”按钮,进入模具调节界面,如图。
(1)“装模高度”:
显示当前模具的装模高度。
“当前载荷”:
显示当前模具加工时的最大锻冲载荷。
以上两个参数系统会自动获得其当前值。
(2)上下限设定
“允许吨位设定”选中,即可对模具成型载荷的上限和下限进行设置,范围0~60t。
用于系统对加工过程是否正常进行监测。
(3)保存/下载
设置完成后,点击“保存/下载”,保存已改动的设置结果,并把最新的设置下载到PLC中。
(4)关闭
若参数设置完毕,没有按“保存/下载”按钮而按“关闭”按钮,系统会弹出提示保存/下载参数对话框,如下图。
按“Yes”,系统自动退出提示对话框回到模具设置界面;
按“No”,系统不保存模具参数设置并自动退出模具设置界面。
4)凸轮设置
本系统共有10个两通两段电子凸轮,其中系统特别指定第一个电子凸轮为吹料凸轮,第二个电子凸轮为送料凸轮,第三个电子凸轮为剪切凸轮,剪切凸轮必须和“计数设置”对话框中的“剪切计数”功能联合使用才能保证剪切计数功能的正常使用。
(1)电子凸轮的每一组“通”“断”设置为一个通断区间,每一项的取值范围为0~360度。
(2)电子凸轮设置完后必须点击“保存/下载”按钮将设置保存并把设置下载到PLC中才能生效。
(3)“关闭”,参数设置完毕后,若没有按“保存/下载”按钮而直接按“关闭”按钮,系统会弹出提示“保存/下载”参数对话框,按“Yes”,系统自动退出提示对话框回到模具设置界面等待用户“保存/下载”,然后再“关闭”;
按“No”,系统不保存电子凸轮设置参数并自动退出电子凸轮设置界面。
5)运动规律
点击“运动规律”按钮,系统根据前面设置的行程段数及其参数,自动生成滑块的运动曲线,如下图所示。
点击“运动规律”对话框右上角的“关闭”按钮,退出“运动规律”对话框。
1.4参数查询
控制面板上的“参数设置”钥匙开关处于“设置(ON)”位置时,选择“参数查询”按钮进入如图所示的参数查询界面。
在“模具型号”中输入需要打开的模具名,按“打开”按钮,系统自动打开相关模具的各项参数设置。
在“零件名称”中显示所加工的零件名称。
在“模具信息”框中,显示模具的基本信息以及吨位上限和吨位下限的值。
在“工艺参数1”中,显示该模具的工艺参数,包括各行程段的目标角,目标位置,速度和保压时间等。
在“工艺参数2”中,显示补偿量和返回上死点速度(以曲柄的最大速度的百分比表示,范围是0~100)。
在“生产设定参数”框中显示“累计计数”,“批次计数”,“批量计数”设置值。
点击“关闭”按钮退出“参数查询”对话框,返回监控主界面。
1.5系统设置
“系统设置”功能仅供机床生产厂家在机床调试和机器参数设置时使用。
控制面板上的“参数设置”钥匙开关处于“设置(ON)”位置,“系统设置”激活。
点击“系统设置”按钮,系统进入“系统设置”对话框。
1.5.1机器设置
点击“系统设置”按钮,弹出输入密码对话框,默认密码为“000000”。
1)系统设置
密码设置正确后,系统进入“系统设置”如图所示对话框。
机器设置1中:
“吨位仪灵敏度”根据吨位仪标定后的灵敏度计算结果填写;
“标准块高度”和“光栅尺标定”用于光栅尺标定,标准块高度值为光栅尺处于某一对应位置时滑块下死点距工作台上表面的高度,标准块高度值为光栅尺的标定读数必须相对应。
滑块位于某一位置时光栅尺的读数通过“运行调试”界面读出并填人“光栅尺标定”编辑框中,标准块高度值通过千分表得到。
“光电编码盘标定”编辑框为滑块处于上死点时编码盘的读数值。
“装模高度限位”包括“下限”和“上限”编辑框,分别存放装模高度的上下极限值。
“滑块行程”为机器的实际测量值,通过“运行调试”界面读出并填人该编辑框中。
“机器总行程次数”记录机器行程的总次数,用于机器的检修和维护,一般不能由人工设置或删除。
2)运行调试
点击“运行调试”按钮,进入如图所示的“运行调试”界面。
将操纵台运行规范选择开关置于“寸动”位置,并按下双手按钮使滑块运行超过一个行程后,点击“数据读取”按钮后系统自动获取滑块下死点时光电编码盘读数、当前的光栅尺读数和滑块行程值。
获得上述数据后,可以将以上数据读出并手写输入到机器设置对话框中的相应位置。
3)润滑设置
电击“润滑设置”按钮后,进入如图所示的“润滑设置”界面,分别设置机器浓油润滑的“润滑周期”、“润滑时间”和“润滑次数”。
设置完成后保存/下载即可“关闭”退出界面。
3)保存/下载
完成系统设置后,必须按该按钮实现保存和下载到PLC。
如果没保存而按了退出按钮,系统会提示保存。
4)退出
“退出”,机器设置完毕后,若没有按“保存/下载”按钮而直接按“关闭”按钮,系统会弹出提示“保存/下载”参数对话框,如下图。
按“Yes”,系统自动退出提示对话框回到机器设置界面等待用户“保存/下载”,然后再“关闭”;
 升级会员
升级会员 